

Центровка роторов
Центровка роторов — комплекс слесарно-сборочных операций, направленных на обеспечение соосного расположения роторов (рис. 5.23, I) при работе агрегата. Роторы могут быть расцентрованы по окружности (рис. 5.23, II)—оси роторов смещены параллельно друг друга, расстояние между торцами полумуфты одинаково; по торцу (рис. 5.23, III) — оси роторов скрещены, торцы полумуфт не параллельны; одновременно по окружности и торцу (рис . 5.23, IV).
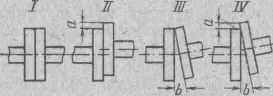
Рис. 5.23. Состояния центровки роторов:
а — расцентровка по радиусу, b — расцентровка по торцу
Причины расцентровки разделяются на две группы.
Постоянно действующие: неравномерные температурные расширения
фундаментов и корпусов турбины и нагнетателя; всплытие роторов на масляной пленке; неравномерный износ баббитовой заливки подшипников; на редукторных агрегатах боковые усилия со стороны зубчатых колес.
Причины случайного характера: неравномерные усилия со стороны патрубков нагнетателя при неудовлетворительном состоянии лобовых опор, просадки опор, вырезки кранов и вибрации патрубков; перемещение выхлопной части турбины из-за неудовлетворительной регулировки опор; смещение корпуса турбины из-за нарушения при сборке сопряжения внутреннего и наружного корпусов и их деформаций, вследствие утечек продуктов сгорания и нарушения состояния тепловой изоляции.
Расцентровка приводит к вибрации роторов, задеваниям и износу лабиринтных уплотнений, ускорению износа подшипников, шеек роторов, зубчатых полумуфт, снижению межремонтного периода.
Причины расцентровки первой группы возникают после пуска агрегата и его работы под нагрузкой. При остановке и остывании турбины и фундамента ротора каждый раз занимают исходное положение. Поэтому влияние причин первой группы необходимо устранять путем предварительной расцентровки роторов в нерабочем положении на такую величину, которая обеспечит в рабочем состоянии соосное расположение роторов. Величину предварительной расцентровки необходимо устанавливать индивидуально для каждого агрегата исходя из рекомендаций завода-изготовителя, опыта эксплуатации или экспериментальным путем. Изменения центровки под влиянием причин второй группы необратимы и непредсказуемы, поэтому для предотвращения возникновения этих причин необходимо строго выполнять технические требования к монтажу и сборке агрегатов.
При обнаружении в процессе длительной эксплуатации неравномерных осадок фундаментных колонн турбины и нагнетателя необходимо провести корректировку центровки. Размеры и скорость осадок контролируют с помощью гидростатического уровня или по изменению уклона шеек роторов, определяемого с помощью уровня «геологоразведка». Основной критерий правильно выполненной центровки роторов — длительная безвибрационная работа узла ТНД — промвал — нагнетатель.
Подготовительные работы включают проверку состояния центровки перед началом ремонта на полностью собранном и остывшем агрегате и после ремонта при полностью собранном агрегате. Предремонтная проверка позволяет сравнить положения роторов в конце и начале межремонтного периода и оценить размеры необратимой расцентровки, вызванной остаточными деформациями и необратимыми перемещениями корпусов и фундамента. При послеремонтной проверке состояния центровки, предварительно, с помощью щупа, по краске или по натирам убеждаются в плотности прилегания шеек роторов к баббитовой заливке подшипников и вкладышей подшипников к расточкам корпуса.
Методика измерения и расчета расцентровки до и после ремонта одна и та же.
Снимают промвал и устанавливают приспособление для измерения центровки. На одном из валов (обычно со стороны нагнетателя) закрепляют центровочную скобу (рис. 5.24).
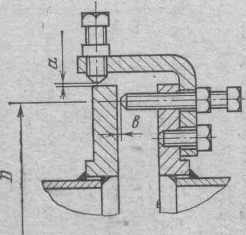
Рис. 5.24. Центровочная скоба
В журнал ремонта и формуляр записывают место установки скобы, например скоба установлена на роторе нагнетателя. Это позволит в дальнейшем определить относительное расположение роторов при расцентровке. На скобе закрепляют два индикатора или, в случае использования плоскопараллельных концевых мер или щупа, вворачивают два винта. Для использования минимального числа пластин (щупа) зазоры а и в устанавливают в пределах 0,3—0,4 мм. На обоих фланцах приспособления напротив друг друга через 90° наносят по четыре риски.
В начальном «нулевом» положении замеряют и записывают зазоры между торцами приспособления: сверху — вв, слева — вл, справа — вп, снизу — вн и относительное радиальное смещение в верхнем положении скобы — ав. «Левое» и «правое» положения определяют, если смотреть со стороны турбины на нагнетатель, т. е. на ротор, на котором установлена скоба. Поворачивая одновременно оба ротора в направлении рабочего вращения, через 90, 180, 270 и 360° повторяют замеры. Замер при 360° является контрольным, подтверждающим замер при 0°. При невозможности замера нижних зазоров их определяют расчетным путем: вн=(вл + вп—вв); ан=(ал+ап)—ав. Результаты измерений заносят или в кружки (рис. 5.25,а), или в таблицу (табл. 5.1).
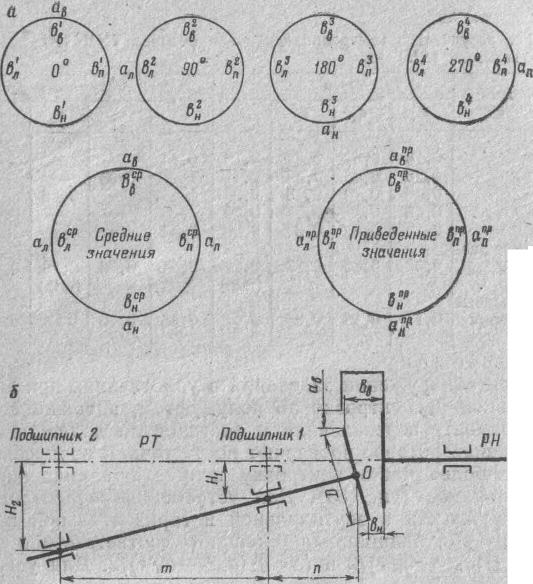
Рис. 5.25. Формы записи результатов измерения центровки:
а—последовательность записи при различных положениях роторов; б — расположение подшипников (стрелки показывают направление вращения ротора)
По результатам четырех измерений по торцу для каждого из четырех положений роторов подсчитывают средние арифметические значения: ввср= (вв1+ вв2 + вв3+ +вв4)/4; влср=(вл1 + вл2 + вл3 + вл4)/4 и т. д. Полученные значения приводят к нулю, для чего из четырех значений а и в вычитают табличные значения. При правильно выполненных замерах обязательно соблюдаются следующие равенства: ал+ ап = ав + ан и вл+ вп = вв + вн. При отклонении величин в указанных соотношениях более 0,02 мм замеры повторяют.
Таблица 5.1