

Измерение зазоров
Поворот ротора, градус |
Зазор по торцу |
|||
сверху |
снизу |
справа |
слева |
|
0 90 180 270 Сумма Средний зазор Зазоры, приведенные к нулю |
0,50 0,62 0,58 0,64 2,34 0,585
0,23
|
0,50 0,38 0,42 0,36 1,66 0,415
0,06
|
0,50 0,32 0,29 0,31 1,42 0,355
0,00
|
0,50 0,68 0,71 0,69 2,58 0,645
0,29
|
Таблица 2.3
Измерения смещения
Зазоры |
измерения по окружности |
|||
сверху |
снизу |
справа |
слева |
|
Радиальные |
0,5 |
0,36 |
0,38 |
0,48 |
Приведенные к нулю |
0,14 |
0,00 |
0,02 |
0,12 |
Провернуть поочередно роторы турбины и нагнетателя по часовой стрелке на 90, 180 и 270°, измерить при каждом повороте зазоры по всем болтам и записать их в таблицы. Провернуть оба ротора на 360°, т. е. установить их в первоначальное (нулевое) положение. Убедиться, что выставленные ранее зазоры (0,5 мм) сохранились и установка приспособления не сбита. Подсчитать суммы зазоров по вертикали и разделить их на 4, определить средние арифметические значения зазоров. Результаты подсчетов приводятся к нулевым значениям путем вычитания наименьшего зазора, принятого за нуль, из остальных. Суммы зазоров по горизонтали должны равняться суммам по вертикали в обеих таблицах. При разности сумм, превышающей 0,02 мм, измерения необходимо повторить. Результаты измерений записывают в формуляр. Затем вскрывают крышку переднего блока подшипников и разбирают турбодетандер.
После остывания проточной части приступают к вскрытию цилиндров. Для этого необходимо сначала отсоединить короб отсоса воздуха от кожуха (обшивки) турбоблока и снять его, а кожух турбоблока демонтировать. Далее снимают все трубопроводы подвода воздуха на охлаждение и уплотнение элементов турбины. На фланце трубопроводов устанавливают металлические заглушки. Проверяют плотность прилегания опорных лап цилиндров к опорным поверхностям стоек фундаментной рамы. При наличии зазоров записывают их в ведомость объема работ.
При разборке турбоблока в первую очередь вскрывают цилиндры турбины, а затем компрессора. Перед снятием крышки необходимо выбить контрольные шпильки (штифты), отвернуть гайки фланцевого соединения цилиндра и вынуть болты. Резьбу пригоревшего крепежа турбины полезно за несколько часов перед разборкой смочить керосином. Очень эффективный результат в этом случае дает применение олеиновой кислоты. Однако, учитывая ее токсичность, работа с ней требует аккуратного обращения: не допускается попадание кислоты на кожный покров тела. После работы с олеиновой кислотой необходимо промыть руки теплой водой с мылом.
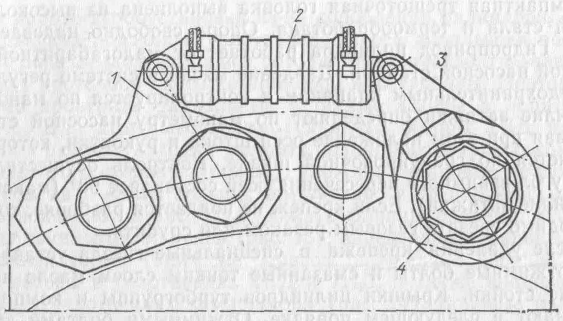
Рис. 2.9. Гидравлический гайковерт.
1 — опора, 2 — гидроцилиндр; 3 — рукоятка, 4 — звездочка-трещотка.
Для разборки — сборки средних и крупных резьбовых соединений применяют различные способы увеличения усилий. Для этого применяют различные гайковерты ударного и безударного действия, динамометрические ключи, ключи-мультипликаторы, увеличители крутящего момента. Эти средства малой механизации позволяют увеличивать крутящий момент в 14—50 раз. В условиях КС целесообразно применять гидравлические гайковерты (рис. 2.9). Гидроцилиндр 2 соединяется с опорой и рукояткой на шарнирах и обеспечивает ее возвратно-поступательное движение.
Компактная трещоточная головка выполнена из высоколегированной стали и термообработана. Опора свободно надевается на гайки. Гидропривод цилиндра работает от малогабаритной передвижной насосной станции. Давление масла в системе регулируется предохранительным клапаном и контролируется по манометру.
Усилие затяжки определяют по манометру насосной станции, учитывая при этом положение осей штока и рукоятки, которое определяется по градуировочной шкале. Контроль осуществляется, когда угол взаимного пересечения осей составляет 90° (максимальное усилие затяжки). Если крепеж не поддается разборке, то гайку необходимо срезать газовым резаком или срубить.
После удаления крепежа в специальные гнезда устанавливаются отжимные болты и смазанные тонким слоем масла направляющие стойки. Крышки цилиндров турбогруппы и компрессора поднимают в следующем порядке. Отжимными болтами крышка поднимается на несколько миллиметров равномерно по всему разъему, затем по направляющим стойкам ее поднимают с помощью специальных штатных грузоподъемных приспособлений, представляющих собой регулируемые стропы (талрепы) или универсальные траверсы. Пример подъема крышки корпуса компрессора ГТК-10 показан на рис. 2.10.
При подъеме должно быть отрегулировано равномерное натяжение стропов, крышка должна находиться в строго горизонтальном положении и не оказывать давления на направляющие стойки. Горизонтальность крышки при подъеме проверяется по уровню.

Рис. 2.10. Строповка крышки компрессора ГТК-10.
Поднимать крышку необходимо плавно без перекосов с остановками через 100—150 мм. Особое внимание уделяется отсутствию задеваний в лопаточном аппарате и уплотнениях. После снятия крышки устанавливаются на монтажной площадке на козлы. Размещать крышки турбины и компрессора на перекрытиях цеха допускается только в тех цехах, где это предусмотрено проектом. С помощью широких шаберов разъемы очищают от мастики, грязи, промывают керосином или другими растворителями и протирают насухо тряпкой. При этом забоины, заусенцы и другие мелкие дефекты запиливают личным напильником, зачищают шлифовальной шкуркой. Необходимо при каждом капитальном ремонте проверять горизонтальность плоскости разъема нижних половин цилиндров при помощи наложения на нее уровня в поперечном и осевом направлениях. Значения уклонов записываются в формуляр для сравнения с результатами прошлых проверок, так как в результате коробления фундаментных рам или самих корпусов турбоустановки, а также от осадки или повреждения фундамента может произойти нарушение горизонтальности цилиндров. С помощью оттисков на свинцовой проволоке или пластилине определяют наличие коробления горизонтальных фланцев. Для этого на разъем цилиндра в нескольких местах укладывают кусочки свинцовой проволоки или пластилина, опускают крышку и обтягивают фланец. Зазор в стыке не должен превышать 0,3—0,5 мм. Замеченные «раскрытия» фланцев заносятся в дефектную ведомость.
При работе турбоустановки из-за коробления цилиндров, обойм направляющих лопаток и уплотнений, износа вкладышей подшипников и повышенной вибрации ротора могут произойти задевания лопаток в проточной части компрессора или турбины. Поэтому необходимо проверить радиальные и осевые зазоры в лопаточном аппарате. Для этого необходимо сдвинуть роторы ТВД и ТНД до упора в рабочие колодки упорных подшипников (ротор компрессора сдвигать в сторону турбины), уложить свинцовые проволочки диаметром на 1—2 мм больше, чем указано в паспортных данных, как это показано на рис. 2.11, и обжать фланцы разъема. Измерив толщину свинцовых оттисков (рис. 2.12),
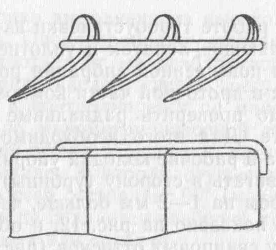
Рис. 2.11. Укладка свинцовой проволоки