

5.7. Ремонт камеры сгорания
Ремонт камеры сгорания сводится в основном к ремонту или замене поврежденных жаровых узлов и донабивке теплоизоляции. После разборки камеры сгорания в процессе дефектовки все отверстия в головках основных и дежурной горелок в воспламенителе должны быть очищены.
В случае обнаружения на деталях камеры сгорания трещин необходимо определить границы трещин и по концам их засверлить отверстия 0 5—6 мм. Сделать разделку металла под сварку и трещины заварить электродом 0 3—4 мм ЭА-1М2Фа (КТИ-5). Электроды КТИ-5 при их отсутствии можно заменить электродами ОЗЛ-6. Эти электроды применяются для стали 20Х23Н18. Для стали 12Х18Н9Т допускается сварка электродами ЦТ-15. Разделка шва на практике достаточно качественно и производительно выполняется высокооборотной шлифовальной машинкой с узким армированным кругом.
.
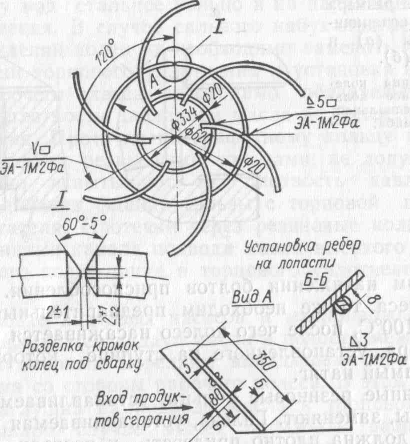
Рис. 5.18. Установка колец смесителя из трех частей.
Развернутая длина кольца, мм ø 334—1110, ø620—2010
После заварки сварочный шов обязательно очищают от окалины и сварочного грата, которые при работе турбоагрегата, попадая в приточную часть, вызывают повреждения лопаточного аппарата турбины.
В случае обгорания колец лопастных смесителей камер сгорания, выполненных из стали 12Х18Н10Т, следует произвести замену их на новые из стали 20Х23Н18 (рис. 5.18). При проведении этой модернизации рекомендуется также установить ребра из проволоки или листовой стали (сталь 20Х23Н18), что предотвращает обгорание кромок лопастей смесителя.
При обгорании трубы гляделки на переходном патрубке между камерой сгорания и турбиной необходимо старую трубу вырезать из корпуса патрубка, обработать отверстие и вварить новую трубу, завальцованную из аустенитного листа (сталь 12ХН9Т) толщиной 3 мм. При сборке камеры сгорания необходимо обеспечить соосность всех ее элементов. Фронтовое устройство должно входить в огневую часть камеры сгорания свободно, с равномерным зазором по окружности. Основная горелка должна входить во фронтовое устройство свободно с равномерным зазором по окружности. У горизонтальных камер сгорания часто имеет место выгорание каолиновой ваты внутренней изоляции переходного патрубка, о чем свидетельствует покраснение до малинового цвета наружного корпуса патрубка. В этом случае в патрубок добавляется изоляция. Для этого необходимо старую вату удалить на расстояние 600—700 мм от фланца, оставшуюся вату утрамбовать, добавить новую и утрамбовать ее. Часть патрубка оставляется пустым на размер матов, устанавливаемых заподлицо с фланцем. При установке патрубка на место выдержать равномерный зазор 8 ÷ 10 мм. У автомобильных свечей, применяемых в запальных устройствах камер сгорания, зазор между контактами должен быть равным 1,5—2 мм. Во время ремонта камера сгорания должна быть надежно отглушена от трубопроводов топливного газа.
5.8. Ремонт турбодетандера
Ремонт подшипников и роторов подробно описан в соответствующих параграфах. Для шлифования шеек ротора на токарном станке мелким шлифовальным полотном с маслом рекомендуется приспособление (рис. 5.19). При наблюдавшейся вибрации турбодетандера или после замены лопаток ротор необходимо отбалансировать на балансировочном станке ВМ-300 (ВМ-500) или статически - на двух параллельных, строго выверенных в горизонтальной плоскости, балансировочных ножах.
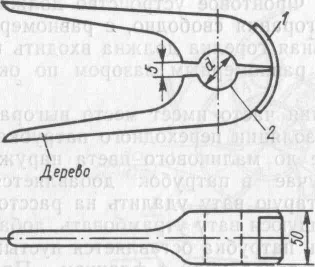
Рис. 5.19. Зажимы для шлифования шеек вала трубодетандера на токарном станке.
1 — транспортерная лента или кожа; 2 — шлифовальная шкурка.
На зубьях шестерни расцепного устройства зачистить имеющиеся забоины, задиры и поправить фаски. В случае заеданий шестерни при осевых перемещениях необходимо отремонтировать или заменить шпонки. Причина заеданий обычно заключается в задирах в пазах шестерни и на шпонках. При снятии и насадке шестерни для ремонта шпоночного соединения стопорное ограничительное кольцо рекомендуется нагреть до 150—200°С.
Особенно внимательно следует отнестись к ремонту угольного уплотнения турбодетандера, так как от его состояния зависит нормальная работа узла. Торцы угольных колец должны плотно прилегать к поверхности корпуса уплотнения и свободно, без заеданий, перемещаться в радиальном направлении. Причины заеданий устранить. Пружины, пораженные коррозией и имеющие остаточную деформацию, заменить на новые. Угольные кольца, имеющие трещины и выкрашивания на внутренней расточке, заменяют на новые в такой последовательности.
1. Плоскости разъема подогнать до плотного их прилегания.
2. Полукольца с пружинами собрать и расточить до размера, равного наружному диаметру уплотнительной втулки ротора минус 0,5—1,5 мм. Во избежание повреждения кольцо при проточке зажимать в патроне станка очень осторожно. Базовой поверхностью при выверке кольца являются торцы и наружный диаметр. Выверка производится с точностью 0,05 мм.
3. Вырезы в полукольцах пригнать под стопорные планки согласно маркировке так, чтобы планки устанавливались заподлицо с разъемом (рис. 5.20).
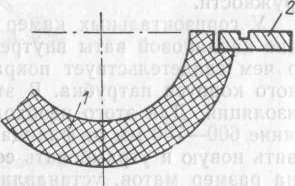
Рис. 5.20. Подгонка стопорной планки уплотнения турбодетандера.
1 — угольное полукольцо; 2 — планка.
4. Установить планки в корпус уплотнения согласно маркировке, измерить расстояние а от края планок до расточки корпуса и расстояние между планками б (рис. 5.21). По данным этих измерений подогнать пазы в полукольцах по глубине так, чтобы обеспечить возможность горизонтального перемещения кольца на 0,2—0,6 мм. .
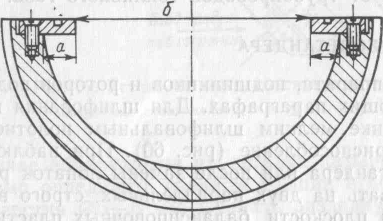
Рис. 5.21. Установка и центровка стопорных планок.
5. Установить и закрепить пружиной за планки угольное полукольцо.
6. Проверить плавность перемещения полукольца в обойме в радиальном направлении
7. Аналогичным способом смонтировать остальные полукольца.
8. Установить нижнюю половину уплотнения в корпус турбодетандера, установить ротор, верхнюю половину уплотнения, накрыть крышку турбодетандера, разъем обжать штатным крепежом.
9. Притереть угольные кольца по уплотнительной втулке путем вращения ротора, которое можно осуществить сжатым воздухом или приспособлением, представляющим собой пневмодрель и муфту — переходник к расцепной шестерне.
Ремонт лопаточного аппарата турбодетандера.
Забоины и заусеницы на сопловом аппарате и бандажных лентах направляющих аппаратов зачистить напильником и шлифовальной шкуркой. Обнаруженные трещины на направляющих лопатках и бандажных лентах запаивают серебряным припоем ПСР-45 с последующей зачисткой после пайки.
Замену рабочих лопаток турбодетандера ведут в следующем порядке. Сначала напильником или шлифовальной машинкой спиливают навал шипов в местах расклепки и снимают бандажные сегменты. Стопорные штифты замковых вставок высверливают и лопатки выводят из ручья диска. Дефектные лопатки выбраковывают. Пазы диска и лопатки тщательно очистить от загрязнений, затем пазы смазать глицерином или касторовым маслом. Взамен поврежденных подобрать новые лопатки, хвосты всех лопаток в комплекте подогнать друг к другу по краске. Лопатки завести в пазы, разметить, просверлить и развернуть отверстие под стопорные штифты, установить штифты и расчеканить диск в местах установки штифтов.
Перед установкой бандажную ленту необходимо разметить по шипам, затем ручным прессом пробить отверстия под шипы. Заусеницы у основания шипов и на бандажной ленте зачистить опиловкой. Сегменты бандажей надеть на лопатки легкими ударами молотка массой 300—600 г через деревянную прокладку. Для облегчения насадки бандажной ленты на шипы допускается распиловка отверстий на 0,2—0,3 мм. Сегменты бандажей устанавливают таким образом, чтобы замковые лопатки располагались в середине пакета. После насадки бандажной ленты шипы расклепать молотком через специальную оправку. Расклепку шипов необходимо выполнять очень аккуратно, не допуская образования трещин в местах расклепки. После расклепки шипов бандажи протачивают на токарном станке для обеспечения нужного осевого зазора.
Замена направляющих лопаток турбодетандера производится аналогично рабочим с той только разницей, что направляющие лопатки набираются сегментами.