

5.6. Ремонт центробежного нагнетателя
Корпусные детали подшипников, роторов, лабиринтных уплотнений нагнетателя ремонтируют способами, описанными в предыдущих разделах.
Особое внимание при ремонте нагнетателя обращается на состояние всех деталей торцового уплотнения. Обнаруженные сколы, царапины, кольцевые риски, забоины на рабочих и сопрягаемых поверхностях в пределах допусков, приведенных в § 2.4, зачистить. В случае ненормальных следов натиров рабочую поверхность колец притереть по плите карбидом бора. После этого оба кольца уплотнения притираются друг к другу. При возможности используются комплекты, отремонтированные централизованно в условиях ремонтной базы. Пружины с трещинами, большой коррозией и с остаточной деформацией заменить на новые.
Перед каждой сборкой надо тщательно осмотреть резиновые кольца круглого сечения, устанавливаемые на втулке графитового кольца, на валу под стальное кольцо и на наружной поверхности корпуса уплотнения. В случае сильного набухания резины, а также при повреждении колец их необходимо заменить новыми.
После сборки торцового уплотнения и установки его в гильзу, до насадки рабочего класса, необходимо обязательно испытать уплотнения на плотность давлением масла не более 10—15кгс/см2 в течение 20 мин. Протечки по графитному кольцу и по поверхностям, уплотняемым резиновыми кольцами, не допускаются.
Одновременно испытывают на плотность давлением 10÷15 кгс/см2 соединения фланца гильзы с торцовой поверхностью корпуса нагнетателя. Протечки через резиновые кольца, являющиеся уплотнениями канала подвода масла высокого давления на смазку переднего подшипника и торцового уплотнения, не допускаются.
При опрессовке винтовых насосов и маслопровода высокого давления не допускается подача масла в полость между торцовым уплотнением и опорным передним вкладышем при отсутствии противодавления со стороны рабочего колеса. В этом случае устанавливается заглушка на подводе масла к торцовому уплотнению. В противном случае может произойти разрушение или отклеивание антифрикционного боросалицилографитового кольца и нарушение герметичности торцового уплотнения. После опрессовки торцового уплотнения насаживают рабочее колесо ротора. Снятие или насадка рабочего колеса производится с помощью специального гидравлического приспособления, поставляемого заводом-изготовителем в комплекте с машинами. Перенасадка производится без подогрева ступицы колеса (для нагнетателей современных ГПА).
Для создания необходимого натяга рабочее колесо должно насаживаться на вал до упора в ограничительную шайбу, установленную в ступице. Толщина ограничительной шайбы устанавливается для каждого рабочего колеса при изготовлении ротора. При замене рабочих колес необходимо проконтролировать толщину ограничительной шайбы. Для этого рабочее колесо необходимо насадить на конец вала без подогрева (или без применения гидравлического приспособления), после чего измеряется расстояние от торца конического участка вала до торцовой стенки в ступице колеса (размер А на рис. 5.17).
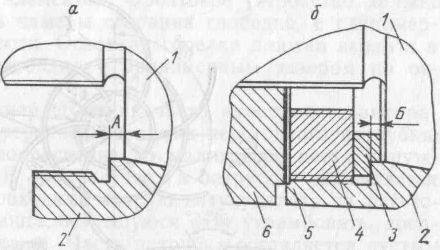
Рис. 5.17. Снятие размера для проточки ограничительной шайбы (а) и насадка диска (б).
1 — вал; 2 — ступица колеса; 3 — установочное кольцо; 4 — гайка специальная; 5 — стопорная шайба; 6 — обтекатель.
Для создания натяга при насадке рабочего колеса необходимо ограничительную шайбу обработать так, чтобы высота уступа Б на шайбе была меньше размера А на 0,7—0,9 мм. До окончательной насадки рабочего класса установить ограничительную шайбу и специальную гайку. Гайку застопорить кернением в резьбу. После насадки колесо прижимается гайкой-обтекателем. Посадочные места на валу и в колесе должны быть очищены от коррозии и загрязнений и не иметь механических повреждений. Для нагнетателей типа «370» выпуска до 1969 г. при снятии рабочего колеса с вала механическим приспособлением необходимо колесо предварительно подогреть до 80—100°С двумя-тремя паяльными лампами или газовыми горелками, прогревая колесо и ступицу от периферии к центру при одновременном натяжении болтов приспособления.
При посадке рабочего колеса также необходим предварительный нагрев колеса до 80—100°С, после чего колесо насаживается на посадочное место до упора, установленного на ступице, который обеспечивает необходимый натяг.
Поврежденные резиновые кольца, устанавливаемые в канавки фланца гильзы, заменяют. Гильза, устанавливаемая в корпус, после фиксации должна плотно прилегать к постели. Зазор по поверхности прилегания гильзы к постели корпуса не должен превышать 0,03 мм.
При установке запасной гильзы необходимо выдержать равенство боковых зазоров между гильзой и корпусом с точностью до 0,05 мм и установить изготовленные по формуляру новые фиксаторы. Проверить состояние резиновых колец или медных шайб, устанавливаемых под головки болтов, крепящих гильзу к корпусу. Допускаются капельные протечки масла под болтами, крепящими гильзу к корпусу.
После установки в нагнетатель рабочего колеса при помощи свинцовых выжимок проверяется прилегание уплотнительного кольца к уплотнению по крышке рабочего колеса, служащего для разделения всасывающей и нагнетательной камер. Неравномерное прилегание этого кольца приводит к возникновению дополнительных динамических напряжений в элементах рабочих колес.
Перед закрытием торцовой крышки нагнетателя проверить зазоры и состояние усиков уплотнения по покрышке рабочего колеса. Поврежденные усики необходимо выправить или заменить новыми.