

2.4. Разборка и дефектовка узлов турбины
Снимать обшивку и приступать к разборке турбины можно только после ее остывания до температуры окружающего воздуха (примерно через 30—36 ч после остановки турбоагрегата). Перед началом вскрытия турбины ремонтный персонал должен тщательно изучить чертежи и определить технологическую последовательность и способ разборки каждого узла. До остывания турбины можно производить разборку соединительных муфт, выемку промежуточного вала, разборку редуктора, нагнетателя и вспомогательного оборудования. Турбину разбирают в следующем порядке.
Снять верхнюю половину кожуха промежуточного вала и закрыть дренажную трубу маслопровода деревянной пробкой. Измерить зазор в масляном уплотнении промежуточного вала у муфты со стороны турбины и записать данные в формуляр. Снять крышку муфты со стороны турбины, закрыть сливную трубу маслопровода металлической заглушкой. Снять верхнюю половину переходной втулки (опоры кожуха) со стороны нагнетателя. Измерить зазоры в верхней половине масляного уплотнения и записать их в формуляр. Снять крышку муфты со стороны нагнетателя. Закрыть сливное отверстие в картере деревянной пробкой.
Разобрать герметичное уплотнение в разделительной диафрагме между турбинным цехом и помещением нагнетателей. Проверить правильность и четкость маркировки спаривания полумуфт и нумерацию соединительных болтов, гаек и отверстий в полумуфтах. Если нумерация отсутствует или нечеткая, то ее необходимо восстановить.
Снять нижнюю половину переходной втулки, измерить зазоры в нижней половине масляных уплотнений и записать данные в формуляр. Разобрать муфты, соединительные болты выбить легкими ударами молотка через медную выколотку или выпрессовать их специальным приспособлением (рис. 2.4).
Для разборки муфты необходимо выпрессовать два противоположных болта, установить на их место обычные технологические болты и зажать гайками. Затем вынуть остальные соединительные болты. Снять промежуточный вал и уложить его на козлы.
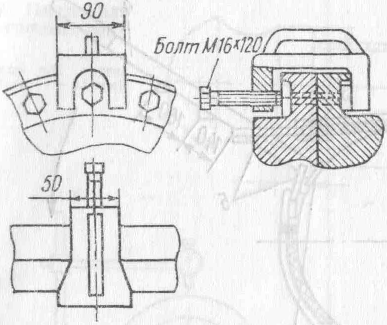
Рис. 2.4. Приспособление для выпрессовки соединительных болтов муфты.
Проворачивание роторов при разборке муфт производится специальным приспособлением {рис. 2.5) или при помощи ломика и специального пальца (рис. 2.6), вставляемого в отверстия муфт. Осмотреть соединительные болты и отверстия в полумуфтах. При обнаружении значительных повреждений записать дефект в дефектную ведомость объемов работ. Отсоединить трубу слива масла из нижней половины кожуха промежуточного вала, закрыть ее металлической заглушкой. Снять нижнюю половину кожуха промежуточного вала. Проверить маркировку спаривания зубчатых обойм (коронок) с зубчатыми втулками (звездочками) муфт и, если она отсутствует или нечеткая, то нанести или восстановить ее. Снять коронки со звездочек, промыть их, зачистить забоины, заусеницы, наклеп на зубьях и соединительных плоскостях коронок. Надеть коронки на звездочки.
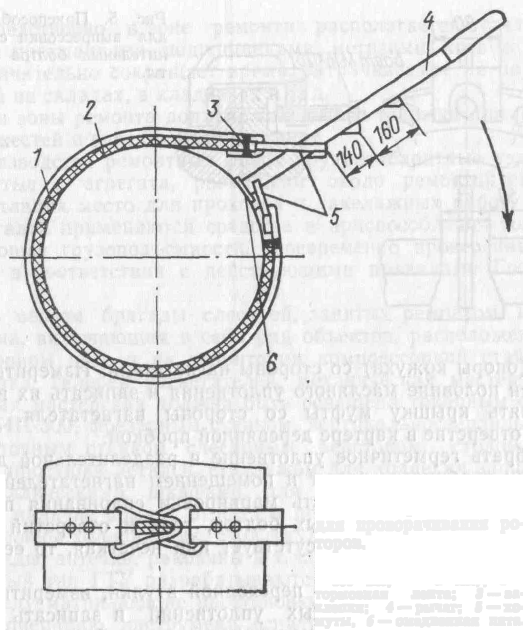
Рис. 2.5. Приспособление для проворачивания роторов.
1 — стальная полоса (l = = 800 мм; 5 = 2 мм); 2 — тормозная лента; 3 — заклепки; 4 — рычаг; 5 — хомуты, 6 — омедненная пята.
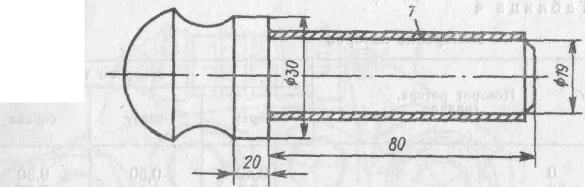
Рис. 2.6. Палец для проворачивания роторов.
1 — медная или латунная фольга ( δ = 0,5 мм).
Измерить радиальный люфт (рис.2.7)и зазоры между зубьями и записать их в формуляр. Снять коронки и уложить их на стеллаж.
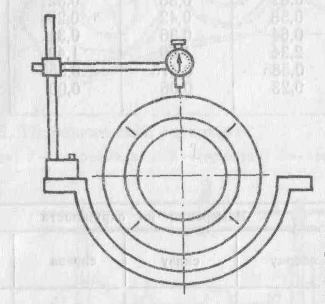
Рис. 2.7. Проверка радиального зазора обоймы муфты на зубчатой втулке.
Далее необходимо проверить состояние центровки роторов по полумуфтам после остывания машины. Для этого к торцам роторов турбины и нагнетателя жестко закрепить болтами приспособление для центровки. Зачистить забоины на поверхности фланцев, по которым предстоят измерения. Установить одинаковые зазоры (например, 0,5 мм) между торцами установочных болтов и фланцем приспособления и законтрогаить болты. Нанести на фланце приспособления без установочных болтов четкие метки, точно совпадающие с установочными болтами (рис. 2.8). Провернуть роторы турбины и нагнетателя и убедиться, что болты не упираются во фланец.

Рис. 2.8. Приспособление для центровки роторов.
1 — метки на торце полумуфты.
Вместо установочного болта для измерения смещения осей (по окружности) можно укрепить головку индикатора часового типа. Роторы поворачивают так, чтобы установочный болт или индикатор расположился сверху. Измерить зазоры между торцами установочных болтов и поверхностями фланцев. Все зазоры должны быть 0,5 мм. Записи по проверке центровки сводятся в таблицы (табл. 2.2 и 2.3).
Таблица 2.2