

4.6.5. Механическая обработка вкладышей подшипников.
После наплавки или перезаливки вкладышей производят их механическую обработку, к которой относятся следующие операции: 1) расточка подшипника или вкладышей до установленного размера с припуском на подгонку по шейке вала; 2) подгонка вкладышей по шейке вала; 3) шабрение холодильников.
Баббитовую заливку растачивают на токарном или расточном станке. Перед расточкой срубают и сшабривают заплывший в разъемы баббит. Во избежание отрыва залитого баббита рубить его нужно в сторону тела вкладыша. Перед сборкой вкладышей для расточки разъемы обеих половин подгоняют по плите; плотность прилегания после сборки подшипника проверяют щупом 0,03 мм. Станок, применяемый для расточки, не должен иметь боя шпинделя и конусности при продольной подаче суппорта. Подшипник центруется в патроне станка с допуском 0,02 мм по индикатору. Базовыми поверхностями при центровке служат наружные цилиндрические и торцовые поверхности вкладышей.
Есть два типа расточки вкладышей опорных подшипников: цилиндричес-кий и овальный (лимонный).
При цилиндрической диаметр расточки принимается равным диаметру шейки вала плюс верхний масляный зазор по чертежу: d=dш + a. При этом способе расточки боковые зазоры получаются наполовину меньше верхнего.
При лимонной расточке верхний и боковые зазоры равны между собой (рис. 4.21). Диаметр расточки вкладышей: d = dш + 2a. (Иногда заводы – изготовители ГТУ рекомендуют диаметр расточки: d = dш + 1,5a). Перед расточкой в разъем вкладыша устанавливают металлические пластины толщиной, равной размеру масляного зазора. Тогда после снятия пластин боковые зазоры будут равны верхнему (или 0,75 а).
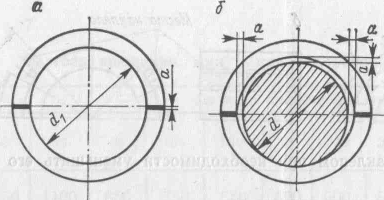
Рис. 4.21. Лимонная расточка вкладышей.
а — вкладыш до расточки; б — вкладыш после расточки.
Опыт эксплуатации ГТУ показывает, что при лимонной расточке вкладышей подшипников машина работает более спокойно.
При расточке подшипников оставляют припуск на ручную доводку по месту, который составляет 0,05—0,1 мм.
После токарной обработки проверяют прилегание вкладышей к расточкам корпуса. Для этого вся поверхность расточки подшипника смазывается тонким слоем краски (берлинской лазури), в расточку заводится вкладыш и легкими ударами молотка через деревянную прокладку половину вкладыша покачивают вокруг оси в обеих направлениях. При нормальном прилегании на поверхности вкладыша или подушек (у регулируемых вкладышей) должны равномерно располагаться следы краски. Разрывы между пятнами краски должны быть не более 1/20 длины наружной поверхности вкладыша.
В необходимых случаях полного прилегания достигают опиловкой подушек или посадочной поверхности вкладыша. Для опиловки используется личной напильник. Для обеспечения качественного прилегания всех подушек вкладыша при укладке ротора у регулируемых вкладышей подшипников между нижней подушкой вкладыша и расточкой корпуса подшипника необходимо оставить зазор 0,02—0,03 мм. Прилегание боковых подушек вкладыша определяют также при помощи слесарного щупа. Между подушкой и расточкой корпуса не должна проходить пластинка щупа толщиной 0,03 мм.
В опорно-упорных вкладышах помимо дефектоскопии опорных частей проводят дефектоскопию упорных колодок, для чего замеряют толщину по площадкам колодок у ребра качания. При уменьшении толщины больше допустимой (0,02 мм) колодки подлежат замене. Контакт упорных колодок с упорным диском ротора проверяют по натирам, для чего упорный диск и колодки насухо вытирают и собирают вкладыш. Затем ротор в прижатом состоянии поочередно поворачивают к рабочим и установочным колодкам. Если прилегание плохое, то колодки подгоняют. Контакт поверхности каждой упорной колодки должен быть не менее 70 %. Одновременно при собранном вкладыше проверяют осевой разбег ротора Увеличение разбега ротора до 0,5—0,6 недопустимо. Осевой разбег ротора уменьшают благодаря замене упорных колодок или увеличению упорных колец. Ротор в осевом направлении перемещают с помощью одного или двух рычагов, упирающихся одновременно в какую-либо часть цилиндра и торцевую часть ротора.
У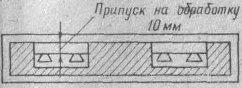 порные
колодки устанавливают в приспособление
для заливки и расточки (рис. 4.22). Упорные
колодки для сверления отверстий размечают
через отверстия в приспособлении.
Упорные колодки вынимают и в них
просверливают и нарезают отверстия
глубиной 10 мм по разметке.
порные
колодки устанавливают в приспособление
для заливки и расточки (рис. 4.22). Упорные
колодки для сверления отверстий размечают
через отверстия в приспособлении.
Упорные колодки вынимают и в них
просверливают и нарезают отверстия
глубиной 10 мм по разметке.
Рис 4.22. Приспособление для
заливки колодок упорного подшипника
Затем колодки устанавливают в приспособления заливают их баббитом. Протачивают упорные колодки в приспособлении на токарном станке или в специальных оправках на фрезерном станке. Толщину колодок замеряют глубиномером от дна приспособления.
Для получения необходимого масляного зазора в упорной части колодки пришабривают. При обработке колодок необходимо добиться, чтобы толщины их не отличались больше чем на 0,02 мм, иначе осевые усилия агрегата будут восприниматься только одной колодкой, это вызывает подплавление колодки и местный перегрев упорного диска ротора. Толщину колодок проверяют с помощью индикатора по поверочной плите. Упорная колодка должна прилегать к плите без зазора. При перемещении по плите вся колодка должна покрываться мелкими пятнами. После пригонки колодок со стороны захода смазки шабером делают фаски под углом 45о. Подбирают кольцевые прокладки, фиксирующие положение колодок Толщину прокладок замеряют в нескольких местах микрометром. В каждом кольце она не должна превышать 0,02 мм
Установку и центровку упорного подшипника проводят по ротору, установленному в нормальное рабочее положение. Проверяют рабочие торцевые поверхности упорного диска, параллельность рабочей поверхности диска и упорной части вкладыша.