

4.6.3. Ручная заливка.
При этом способе заливки подшипник или вкладыш устанавливают в специальное приспособление. На рис. 4.18 показано приспособление для заливки разъемного вкладыша.
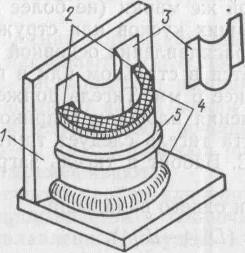
Рис. 4.18. Приспособление для заливки разъемных вкладышей.
1 — прямоугольник из стали толщиной 8—10 мм; 2 — листовой асбест; 3 — оправка; 4 — глиноасбестовая обмазка; 5 — хомут.
Это приспособление представляет собой прямоугольник 1, сваренный из двух планок листового железа толщиной 8—10 мм. Вкладыш устанавливают на угольник и прижимают к нему хомутом или струбциной 5. Внутри половинки вкладыша устанавливают оправку 3, изготовленную из листового железа толщиной 0,5—1 мм. Между оправкой и вкладышем и между вкладышем и угольником прокладывается листовой асбест 2. Торцовые поверхности вкладыша обмазывают глиноасбестовой смесью 4. Перед началом заливки вкладыш с приспособлением нагревается до 250÷270°С. Перегрев вкладыша не допускается, так как при этом окисляется полуда. Температура расплавленного баббита доводится до 390÷420°С (для баббита Б83), после чего расплавленный баббит хорошо перемешивается. Перегрев баббита не допускается, поскольку при этом выгорают висмут и сурьма и происходит перекристаллизация баббита, а несущая способность заливки резко снижается. Заливка производится мерным ковшом, который по объему должен быть не меньше заливаемого подшипника. Ковш перед заливкой должен быть подогрет до 170÷200°С. Заливать нужно быстро, короткой и непрерывной струей. По мере опускания уровня баббита вследствие усадки при остывании форму доливают. Остывание баббита идет снизу вверх, поэтому для предотвращения образования корки в верхнем слое баббита верхнюю часть вкладыша необходимо подогревать газовой горелкой. Для ускорения выхода газов залитый баббит до перехода его в твердое состояние многократно прокалывают подогретым облуженным металлическим прутком или сухой лучиной.
Залитые вкладыши в течение 1 суток выдерживают в теплом помещении без сквозняков для естественного старения. Поверхность качественно залитого вкладыша имеет тускло-серебристый или золотистый оттенок. Темный цвет баббита свидетельствует о его перегреве. Такие вкладыши нужно перезалить.
Залитые вкладыши обстукивают в подвешенном состоянии. Хорошее качество заливки характеризуется чистым металлическим звуком. При неполном же приставании баббита к телу вкладыша раздается дребезжащий звук. Не допускается наличие щелей между баббитом и вкладышем на торцовых поверхностях. При наличии небольшого числа отдельных раковин (не более шести с общей площадью 1 см2 на нижней половине и 12 общей площадью до 2 см2 на верхней) допускается устранение дефектов запайкой баббитом.
Ручная заливка является трудоемким процессом. Качество заливки при этом недостаточно высокое, расход баббита большой. Поэтому целесообразно применять центробежный способ заливки, при котором экономится до 50% баббита, а производительность труда повышается втрое при высоком качестве заливки.
4.6.4. Центробежная заливка.
На специальных станках или при помощи несложных приспособлений (рис. 4.19) с использованием имеющихся на КС токарных станков выполняют центробежную заливку подшипников или вкладышей. На качество центробежной заливки существенно влияет частота вращения заливаемого подшипника. С ее увеличением происходит уплотнение заливки, но ухудшается однородность структуры вследствие разделения (ликвации) компонентов сплава по плотности (неравномерное распределение составляющих баббита по сечению заливки).
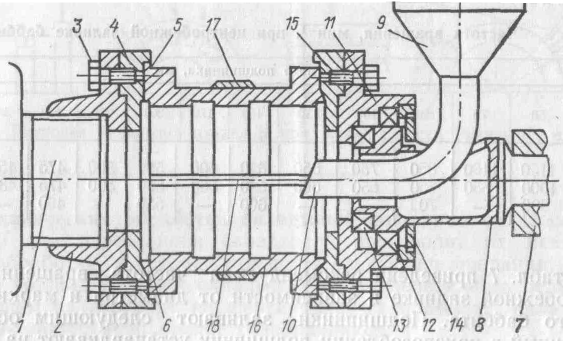
Рис. 4.19. Приспособление для заливки вкладышей подшипников.
1 — шпиндель токарного станка, 2 — передняя планшайба приспособления; 3 — болты; 4 — передний съемный нажимной диск; 5. 6 — выемки в диске; 7 — задняя бабка токарного станка; 8 — шпиндель приспособления; 9 — воронка; 10 — носик воронки; 11 — задняя планшайба приспособления; 12, 13 — шарикоподшипники; 14 — зажимная тарелка к шарикоподшипнику;
15 — задний сменный нажимной диск; 16 — заливаемый вкладыш; 17 — хомут для стяжки вкладыша; 18 — асбестовые прокладки.
Частота вращения заливаемого подшипника, мин-1,
n = 1000 v /(πD),
где v — необходимая линейная скорость вращения заливаемого подшипника
(v =![]() )
м/мин; D — внутренний
диаметр подшипника, мм.
)
м/мин; D — внутренний
диаметр подшипника, мм.
В табл. 4.1 приведена рекомендуемая частота вращения при центробежной заливке в зависимости от диаметра и марки заливаемого баббита.
Таблица 4.1