

4.4.10. Восстановление шеек и упорных дисков ротора.
Перед восстановлением выполняют осмотр и дефектоскопию поверхности опорных шеек и упорного гребня на выявление коррозии, рисок, царапин, задиров и неравномерности износа диаметра шеек и гребня по длине. Анализируют результаты дефектоскопии шеек и гребня, отмечают необходимый объем работ по устранению выявленных дефектов. Дефекты в виде незначительной коррозии, мелких кольцевых рисок, царапин, натиров, а также снижения чистоты поверхности менее Ra – 0,63 (▼8) на шейках и плоскостях гребня подлежат исправлению методом зачистки надфилем с закруглением острых кромок, обработки шлифовальной шкуркой, установленной в специальном приспособлении (рис. 4.16), при этом ротор устанавливают на козлах. Шкурку в приспособлении меняют периодически через 15—20 мин работы, а для, избежания овальности шейки примерно через каждый, час ротор поворачивают на 90°.
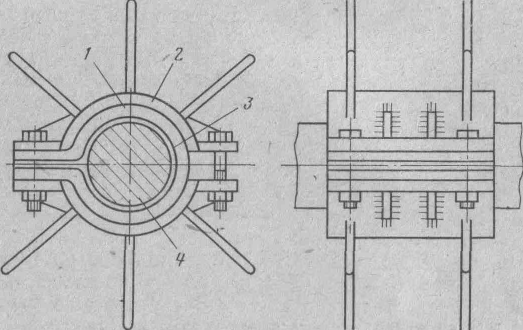
Рис. 4.16. Приспособление для шлифовки шеек вручную:
1 — кожух; 2 — войлок; 3 — шкурка; 4 — шейка ротора
Проточку шеек ротора в пределах не более 0,4 мм на диаметр и устранение конусности и эллипсности шеек свыше 0,02 мм проводят на специальных прецизионных токарных станках для обработки роторов типа РТ-968 или импортного производства, соответствующего класса точности. Межцентровое расстояние станка должно быть не менее 5500 мм, высота над станиной более 800 мм, грузоподъемность более 8000 кГ. Установку ротора на станок, подводку люнета, технологию обработки применяют в соответствии с рекомендациями и инструкцией завода – изготовителя станка. До начала обработки необходимо снять с ротора тепловой и статический прогиб, вращением в станке не менее 30 – 40 минут. После этого проводят проверку боев по контрольным поверхностям, с заполнением формуляра. При необходимости производят дополнительную подцентровку ротора. В случае полого конца ротора со стороны задней бабки, для центровки применяют универсальную заглушку (§ 3.11.1).
Обработку шеек и упорных дисков проводят с помощью специальных шлифовальных головок или проточкой резцом с минимальной подачей и глубиной резания и последующей доводкой чистоты обработки хонингованием, механической или ручной шлифовкой с последующим полированием. Отклонения от геометрии шейки и упорного диска после мехобработки (нецилиндричность, конусность, овальность) допускается до 0,01мм.
4.5. Ремонт лопаток турбины.
Основные операции при ремонте лопаток — восстановление утонений, термообработка, развеска лопаток.
Восстановление утонений, заключающееся в приварке специальной полоски, можно выполнять двумя методами: с помощью ручной дуговой электросварки и аргонодуговой сварки. Подготовка лопатки под сварку включает: очистку поверхности; удаление оставшейся утоненной части; изготовление из листа толщиной 2÷3 мм стали марки 12Х18Н10Т полоски высотой 10—12 мм для 6—8 лопаток с припуском 80—100 мм; с одной стороны полоски снятие наждачным кругом фаски (на полоске толщиной 2мм фаску можно не снимать); изгиб полоски по внутреннему профилю лопатки так, чтобы фаска была на внутренней стороне лопатки; установку полоски на торец лопатки таким образом, чтобы внутренняя поверхность полоски выступала относительно внутренней поверхности лопатки на 0,5 мм.
Приварку полосок с помощью ручной дуговой электросварки проводят: к аустенитным лопаткам — электродами ЭФХ13, КТИ - 9, КТИ -10; к мартенситно-ферритным лопаткам — электродами ЭА1БА (ЦТ-15), ЭА1М2ФА (ТЛ -11). Электрод должен быть диаметром 2 мм, сварочный ток — 40÷60 А. Приварку проводят следующим образом: полоски прихватывают с внутренней стороны на утолщенной части лопатки; сварку начинают от концов лопатки к середине; вначале сваривают шов с внутренней стороны лопатки, а затем с внешней. Для предотвращения подгорания тонкой части лопатки применяют медную оправку, располагаемую со стороны, противоположной проведению сварки.
Аргонодуговая сварка позволяет выполнить более качественную приварку полоски. Сварку аустенитных лопаток проводят с применением присадочной проволоки марок Св-06Х14, Св-10Х11МФ, мартенситно-ферритных лопаток — марок Св-08Х19Н10Б, Св-06Х19Н9Т. Диаметр присадочной проволоки — 2÷3 мм. Сварку выполняют на постоянном токе прямой полярности. Сила тока составляет: при диаметре вольфрамового электрода 2 мм 60÷90 А, при диаметре 3 мм —90÷130 А. Рабочее давление аргона — 0,01÷0,03 МПа, расход — 7÷9 л/мин. Приварку проводят следующим образом: перед возбуждением дуги подают аргон; касанием вольфрамового электрода угольной или графитовой пластины, лежащей на лопатке, возбуждают дугу; после разогрева конца электрода дугу переносят на металл, длина дуги должна составлять 0,5÷1,1 диаметра электрода; присадочный пруток и вольфрамовый электрод располагают в одной плоскости под углом 90° друг к другу; присадочный пруток вводят в сварочную ванну только после расплавления основного металла; пруток перемещают впереди дуги без поперечных колебаний; в случае вынужденного перерыва ранее наложенный шов перекрывают последующим на 10÷20 мм.
При окончании сварки необходимо сначала заварить кратеры при плавном отведении горелки, а затем через 10÷15 с после разрыва дуги прекратить подачу аргона. После приварки полоски необходимо обработать сварочный шов и полоску с помощью шлифовальной машинки до требуемой чистоты и размеров, провести контроль качества наплавки с помощью методов неразрушающего контроля — визуально с использованием лупы трех-четырехкратного увеличения, цветной дефектоскопии и вихревым дефектоскопом. Обнаруженные на лопатках турбины такие дефекты, как надрывы, глубокие вмятины и риски, необходимо заварить, используя аргонодуговую сварку.
Термообработка. Для продления ресурса лопаток турбины при наработке более 25 ч, а также предотвращения возникновения усталостных трещин при увеличении твердости более HRC 35 необходимо выполнять термообработку, которая для стали марки ЭИ-893 включает: предварительный контроль твердости по методу Роквелла твердомером ТКП-1 (отпечаток снять на торцевой поверхности хвостовика лопатки); загрузку лопаток в электропечь, нагрев в течение 15÷20 мин до температуры 840±10°С и выдержку при данной температуре в течение 5 ч (время при температуре менее 830 °С не учитывается; недопустимо превышение температуры более 860 °С); охлаждение лопаток на воздухе при температуре 20 °С под асбестовым полотном; повторный контроль твердости. Термообработка считается законченной при снижении твердости до HRC 28—30 и менее.
Развеска лопаток. Лопатки, как правило, имеют не только различный вес, но и различное распределение веса по длине. Если лопатки подогнать по весу друг к другу, используя обыкновенные весы, то это не устранит возможность появления неуравновешенной центробежной силы из-за различия в расположении центра тяжести лопаток. Поэтому развеску лопаток проводят на специальных весах, которые называются моментными (рис. 4.17).
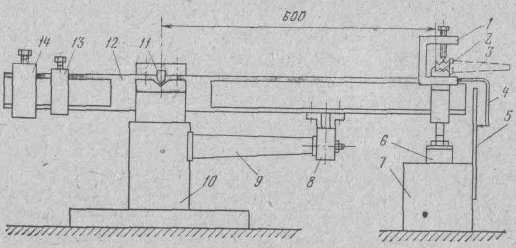
Рис. 4.17. Моментные весы для развески лопаток:
1 — скоба, 2 — сменная опора, 3 — лопатка; 4 — указатель; 5 —шкала; 6-поплавок,
7 — бачок, 8—хомут, 9 — кронштейн, 10 — стойка, 11 — опора, 12 — балка, 13 — регулировочный груз; 14 — груз.
На одной стороне балки 12 закрепляют лопатку 3 на расстоянии от опоры 4, равном расстоянию крепления ее на диске от оси вращения. На другой стороне балки имеются уравновешивающие грузы 13 и 14. Вместо поплавка 6 и бачка 7 со шкалой 5 можно использовать стрелочные весы, на платформу которых будет опираться балка 12. При взвешивании лопаток определяют не абсолютный вес, а относительный, т. е. разницу между весами всех лопаток и одной контрольной.
Взвешивание проводят следующим образом: принимают в качестве контрольной лопатку, вес которой является средним из весов 10—15 лопаток, взвешенных на обыкновенных весах; контрольную лопатку клеймят как нулевую, закрепляют ее скобой 1 и хвостовиком 2 и с помощью регулировочного груза устанавливают балку 12 в горизонтальное положение, а шкалу 5 по указателю 4 — в нулевое положение; устанавливая последовательно остальные лопатки, записывают соответствующие им отклонения со знаком плюс (больше контрольной) и минус (меньше контрольной).
Достигнуть минимальную величину неуравновешенной центробежной силы от разницы в весах можно подбором и распределением лопаток по окружности таким образом, чтобы разница в весах противоположно установленных лопаток не превысила 3 г, а равнодействующие центробежных сил противоположно расположенных секторов в 30° были равны друг другу. В комплекте лопаток одной ступени турбины ГТК-10 допускается разница показаний весов не более: 35 г для первой ступени и 40 г для второй ступени.