

Замковой вставки
1 — отрезки резинового шланга, 2 — замковая вставка, 3 —ротор, 4 — ось резьбового отверстия а, b, с — параметры отверстия под винт, d — диаметр отверстия под стопорный винт
При продвижении замковой лопатки следят за тем, чтобы она не выскочила из паза. По месту пригоняют клин, опиливая его боковые поверхности. Материал клина — сталь 40. При подгонке добиваются такой толщины клина, при которой его «закусывание» начинается при равномерном утоплении в паз на 18+1 мм. На клине и вставках размечают поперечные оси. Клин вставляют по оси вставок с отклонением осей ±0,1 мм и заколачивают между вставками в присутствии мастера на глубину 9+0,5 мм от торца выступов на замковых вставках. Замковые вставки расчеканивают на поверхность клина Расчеканенную часть запиливают заподлицо с поверхностью барабана ротора по шаблону.
Для установки стопорных винтов в замках по разметкам просверливают отверстия на глубину 45-0,5 мм и на всю глубину нарезают резьбу. Винт (рис 4.13) заворачивают до упора, намечают место подреза винта, затем его выворачивают и подрезают. После этого винт снова заворачивают до упора и продолжают заворачивать до разрушения шейки винта. Выступающие части винтов запиливают и зачищают заподлицо с поверхностью барабана ротора на чистоту Ra – 2,5 (▼6). Закернивают каждый винт в трех точках. Затем снимают вибрационные характеристики облопачивания ротора и проводят его динамическую балансировку.
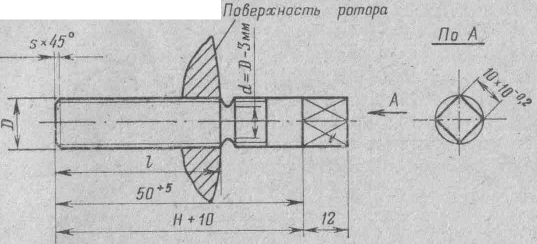
Рис 4.13. Винты для стопорения замковой вставки
D — диаметр резьбы l — длина резьбы, Н — высота пера лопатки на обло-
пачиваемой ступени
4.4.8. Облопачивание диска твд.
Перед облопачиванием смазывают пазы диска глицерином или касторовым маслом. Лопатки и стопоры первой ступени устанавливают поочередно в порядке нумерации (по направлению вращения ротора). Последней устанавливают замковую лопатку. Стопорный винт заворачивают в подготовленное отверстие. Торец стопорного винта должен быть ниже поверхности полки лопатки не менее чем на 1 мм. В порядке маркировки устанавливают промвставки, лопатки и стопоры второй ступени.
Стопорные винты первой и второй ступеней застопоривают кернением в трех точках, обеспечив наплыв металла на головку стопорного винта. При замене целых рядов рабочих лопаток ротор подвергают динамической балансировке на балансировочном станке или в собственных подшипниках.
4.4.9. Замена уплотнительных колец по газу и воздуху.
Перед заменой необходимо ознакомиться с результатами дефектоскопии уплотнительных колец. Дефектные кольца удаляют при помощи острогубцев (кусачек), предварительно смоченных в керосине. При невозможности удаления колец острогубцами подрезают чеканную про волоку слесарной ножовкой. Для вырезки чеканной проволоки применяют специальное суппортное устройство с наклонным основанием, которое устанавливают на плоскость разъема цилиндра. Ширину резца или дисковой фрезы выбирают в пределах 0,8—1 мм, чтобы при проточке не повредить канавку в роторе Скорость подачи резца — 0,05—0,10 мм на один оборот ротора Ротор вращается от валоповоротного устройства.
При отсутствии станка работы проводят ручным способом. При этом для каждой номенклатуры заменяемых колец подготавливают короткий отрезок заготовки и такой же отрезок чеканной проволоки Тщательно замеряют высоту каждой заготовки А (рис 4.14), место замера отмечают мелом Замеряют глубину паза К на роторе (в месте будущей установки уплотнительных колец)
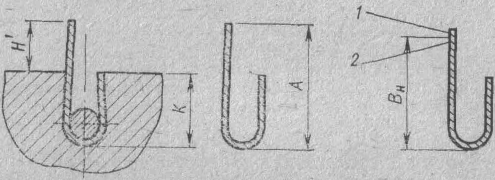
Рис 4.14 Геометрия заготовки уплотнительных колец 1 — припуск, 2 — риска
Каждый подготовленный отрезок зачеканивают и замеряют высоту Н’, «выступающую» над поверхностью вала гребня Δ = А - (Н' + К).
В связи с тем, что при ручной обработке чередующихся высоких и низких колец создаются трудности, зачеканку и подгонку проводят в два этапа Сначала зачеканивают и опиливают низкие, а затем высокие уплотнительные кольца Подготовленные заготовки для уплотнительных колец распределяют по местам их будущей установки и промаркировывают на валу и на заготовке Для каждой заготовки определяют необходимую высоту (см рис. 48) по формуле Вн = Нн + К + Δ (где Нн — необходимая высота выступания гребня над поверхностью вала) и наносят ее штангенциркулем по всей длине.
В канавки вала заводят подготовленные уплотнительные кольца и чеканную проволоку Проволока не должна заполнять всю канавку по глубине на 0,8÷1 мм, так как может произойти подрезка колец (рис 4.15). Расчеканивают проволоку каждого кольца по периметру паза легкими ударами молотка по специальной оправке. Материал проволоки — Ст.5 или инструментальная сталь с последующей закалкой и отпуском. Ширина рабочей оправки должна быть не более 1 мм с радиусом закругления, равным радиусу вала Концы кольца длиной 20÷30 мм оставляют недочеканенными Подгоняют длину по стыку, отрезают лишнее, оставляют зазор 0,5÷0,7 мм Продолжают расчеканку проволоки, не доходя 20÷30 мм до стыка проволоки, подгоняют длину, отрезают лишнее, оставляют зазор 1 ÷ 1,6мм Стыки уплотнительного кольца и чеканной проволоки должны отстоять друг от друга на 100 мм по дуге Стык уплотнительного кольца должен быть смещен относительно стыков соседних колец не менее чем на 100 мм по дуге В уплотнительном кольце и чеканной проволоке должно быть только по одному стыку
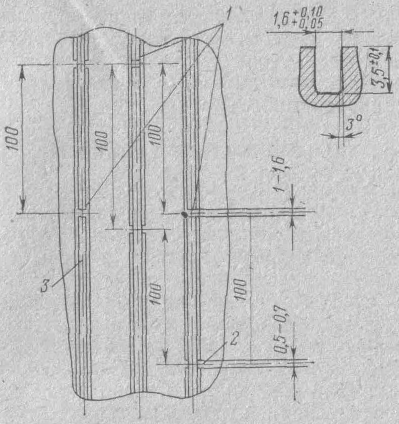
Рис 4.15 Расположение уплотнительных колец
1— стык чеканной проволоки, 2 — стык уплотнительного кольца
3 — начало расчеканки каждого кольца
Качество зачеканки уплотнительных колец контролируют приложением усилия 20 Н на длине кольца 10 мм у стыка, при этом уплотнительное кольцо не должно выпадать из паза Подправляют отогнутые гребешки уплотнений При необходимости проверяют механическую обработку для достижения требуемой высоты уплотнения, т. е. зазора между уплотнением и уплотнительной обоймой. При ручной обработке уплотнений используют напильник-шаблон, т. е. к напильнику приваривают направляющие, определяющие высоту уплотни-тельного кольца. Рихтовку уплотнительных колец выполняют специальными оправками.