

4.4.7. Облопачивание ротора ок.
При облопачивании проверяют общее число лопаток, наличие клейма завода-изготовителя и отсутствие дефектов. Разбирают и расставляют лопатки по порядку номеров и ступеней. Мелкие дефекты запиливают и тщательно зашлифовывают шкуркой до чистоты Ra – 0,63 (▼8). Паз, подлежащий перелопачиванию, продувают, протирают сухой ветошью и салфеткой, смоченной касторовым маслом.
Боковую поверхность хвоста замковой лопатки со стороны вынутой части пера пришабривают по плите (по краске). Площадь требуемого контакта — не менее 70 %. Пришабренную поверхность смазывают тампоном, смоченным краской берлинская лазурь, и заводят в паз на роторе выходной кромкой по направлению вращения ротора. Заводят в паз и соседнюю с замковой (по номеру последнюю в ступени) лопатку. Легким ударом по замковой лопатке получают отпечаток от краски на смежной с пришабренной поверхностью подгоняемой лопатке. Вынимают лопатку с полученным отпечатком, зажимают в тиски и пришабривают закрашенные места до получения пригонки на «непроход» щупа размером 0,03 мм. Лопатку, подогнанную к замковой, снимают и операцию повторяют.
Щупом с помощью шаблона проверяют отсутствие выступания хвоста замковой лопатки над поверхностью бочки ротора (рис. 4.9). При необходимости опиливают выступающую часть с последующей тщательной зашлифовкой под чистоту Ra – 2,5 (▼6). При опиловке категорически запрещается оставлять следы режущего инструмента на плавных переходах от перовой к хвостовой части лопатки.
Замковую лопатку снимают с ротора и штангенциркулем замеряют хвост S (рис. 4.10).
Для всех устанавливаемых на ступень лопаток повторяют предыдущие операции. Все подогнанные лопатки в соответствии с их маркировкой (кроме замковой) заводят на ступень и расклинивают в месте установки замковой вставки (рис. 45). Замеряют ширину паза под замковую лопатку А1 и А2, находят среднее арифметическое значение: Аср = (A1 + A2)/2, которое сравнивают с 5 на замковой лопатке, и определяют «лишний» при пуск А для снятия его на нескольких наиболее «полных» лопатках.
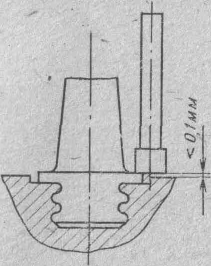
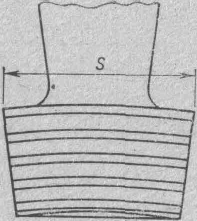
Рис 4.9. Геометрические размеры лопатки Рис. 4.10. Геометрия хвоста замковой
относительно поверхности бочки ротора лопатки
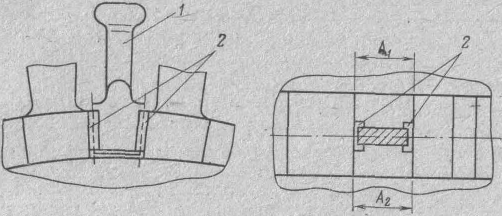
Рис. 4.11. Расклинивание установленных лопаток:
1 — клин; 2 — подкладки
Из ступени вынимают назначенные для опиловки лопатки (за исключением одной из них). На хвостах лопаток опиливают припуск, снимая металл на одной из боковых граней. После опиловки каждую опиленную грань подгоняют по соседней лопатке. Снятые лопатки устанавливают на место и проверяют получившийся натяг. Убеждаются в том, что если опилить еще одну последнюю из назначенных для опиловки, то получится необходимый натяг в пределах 1,3—1,7 мм.
Подогнанные лопатки устанавливают на ротор и расклинивают (см. рис. 4.11). На соседние с замком лопатки надевают щитки из отрезков резинового шланга (рис. 4.12) для предохранения их от повреждений при срывах молотка. Замковую лопатку устанавливают и забивают в паз в присутствии мастера. При выполнении перехода следят за отсутствием перекоса, переставляя выколотку то с одной, то с другой стороны пера. Замковые вставки расклинивают и сдвигают замковые вставки и замковые лопатки в рабочее положение.
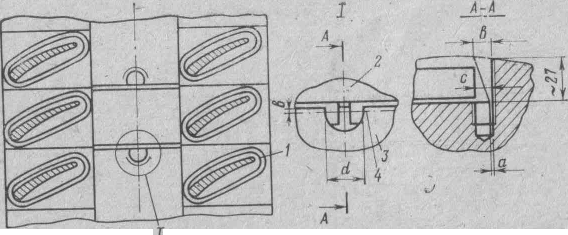
Рис 4.12. Геометрические размеры отверстий под стопорные винты