

4.4.5. Замена дефектных лопаток ротора ок.
Перед заменой лопаток на каждой новой проверяют наличие клейма ОТК завода-изготовителя. Консервацию на лопатках снимают путем промывки в керосине и протирки ветошью. Затем проверяют на отсутствие дефектов.
В разлопаченный паз на бочке ротора заводят три - четыре недефектные лопатки с разлопаченной ступени и замеряют их высоту пера по входной кромке (рис. 4.6). Определяют среднее арифметическое значение.
Лопатки снимают и повторяют операцию для «новых» лопаток. При больших отклонениях по высотам необходимо замерять высоту каждой лопатки и отмечать мелом ее размер на выпуклой поверхности. Выступающую часть полки лопаток проверяют и при необходимости запиливают заподлицо с наружной поверхностью бочки ротора. Допустимое выступание — не более 0,1 мм.
Необходимое упреждение У для партии «новых» лопаток (при одинаковых их размерах) либо для каждой при большой разнице в партии по высотам определяют по формуле У = К(НН—Нд), где К — средняя масса верхнего сечения лопатки высотой 1 мм. Значения К для первых пяти ступеней определяют контрольным взвешиванием на моментных весах, для шестой — десятой ступеней — на обычных.
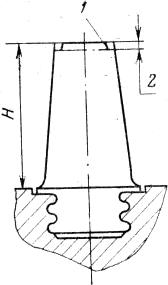
Рис. 4.6. Геометрия лопаток дефектных и подобранных на замену:
1— линия разметки штангенциркулем для снятия припуска;
2 — припуск на новые лопатки
Новые и дефектные лопатки с разлопаченной ступени (с отметкой «Д») доставляют к месту развески. Определяют массу каждой дефектной лопатки. Результаты развески заносят в ремонтный журнал. Затем определяют массу каждой «новой» лопатки и наносят эти значения на поверхности лопатки.
Из числа имеющихся «новых» лопаток подбирают лопатки с необходимой массой с учетом уже посчитанного упреждения: Рн = Рд+У ±(3÷5 г), где Рн и Рд — соответственно масса «новой» и дефектной лопаток.
На верхней части пера каждой подобранной лопатки штангенциркулем размечают риску для опиловки по ней припуска по высоте. Каждую подобранную лопатку поочередно закрепляют в тисках и опиливают припуск по произведенной разметке. Затем снимают заусенцы и запиливают острые кромки. При опиловке необходимо контролировать методом взвешивания массу опиливаемой лопатки, обеспечивая разницу в массе «старой» и «новой» лопатки не более 2 г.
Каждую подогнанную лопатку необходимо маркировать мелом номером дефектной (замененной) лопатки. Подогнанные лопатки устанавливают согласно маркировке на месте дефектных.
4.4.6. Подготовка замковых вставок ротора ок.
 Поверхность
паза под замковую вставку зачищают
шабером с плоской заточкой рабочей
части. Паз продувают сжатым воздухом
и протирают ветошью, смоченной в чистом
керосине, а затем чистой салфеткой,
после чего еще раз продувают паз.
Полукруглым надфилем Закругляют входные
кромки на боковых гранях и гранях
основания замкового паза (рис. 4.7).
Вторично протирают паз ветошью и
салфеткой. Острые кромки и заусенцы на
новых замковых вставках запиливают.
Затем осматривают вставки на отсутствие
трещин.
Поверхность
паза под замковую вставку зачищают
шабером с плоской заточкой рабочей
части. Паз продувают сжатым воздухом
и протирают ветошью, смоченной в чистом
керосине, а затем чистой салфеткой,
после чего еще раз продувают паз.
Полукруглым надфилем Закругляют входные
кромки на боковых гранях и гранях
основания замкового паза (рис. 4.7).
Вторично протирают паз ветошью и
салфеткой. Острые кромки и заусенцы на
новых замковых вставках запиливают.
Затем осматривают вставки на отсутствие
трещин.
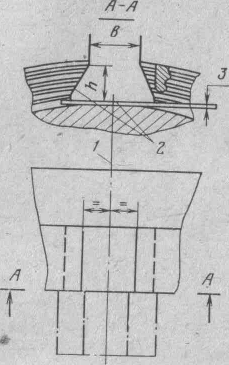
Рис. 4.7. Геометрия основания замкового паза:
1 — ось разметки паза; 2 — место, где закругляют кромки; 3 — при контрольной проверке в это место подкладывают щуп, равный толщине уступа
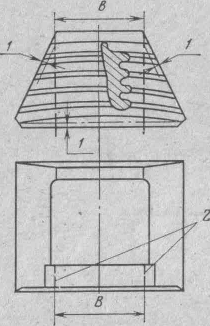
Рис. 4.8. Геометрия подгонки вставки в паз:
1 — в этих местах дают припуск на подгонку
(по возможности делают одинаковыми);
2 — линия разметок
Новые замковые вставки распределяют и маркируют номером ступени по местам их будущей установки. В замковом пазу замеряют ширину b и высоту h.
Размечают на торце с зубчатым профилем новую замковую вставку (рис. 4.8). Вставку по высоте подгоняют в соответствии с разметкой методом опиливания опорной плоскости. Превышение зубчатого профиля вставки над соответствующим профилем в пазу ротора не допускается. При неточной подгонке вставки, после которой зубчатый профиль замковой вставки оказался ниже соответствующего профиля в пазу ротора, боковые грани вставки исправляют подшабровкой. При образовании зазора более 0,2 мм под основание вставки подкладывают подкладку.
По краске проверяют площадь контакта рабочих поверхностей зубчатого соединения между замковой вставкой и замковой лопаткой. Краску наносят на поверхность замковой лопатки. Площадь контакта должна быть не менее 70 % от всей поверхности. При необходимости профиль пришабривают по полученным отпечаткам до «непрохода» щупа размером 0,03 мм.