

4.4.4. Опиловка и мелкий ремонт рабочих лопаток турбины, ок, замковых вставок, концевых уплотнений, упорных дисков, шеек ротора и зубчатых полумуфт.
Перед опиловкой рабочих лопаток турбины необходимо ознакомиться с результатами их дефектоскопии. Затем в каждой ступени намечают по две-три контрольные лопатки, наиболее изношенные из числа подлежащих запиловке. При обнаружении следов задеваний на лопатках в виде блестящих участков, цветов побежалости и среза утонений устанавливают причину повреждений и выравнивают легким ударом молотка загнутые кромки лопаток с подставкой специальной оправки с другой стороны. Кромки, на которых образовались заусенцы, запиливают или шлифуют мелким наждачным полотном. Если спинки лопаток имеют вмятины от твердых частиц, то заусенцы вокруг вмятин удаляют с помощью шлифмашинки. При этом следует соблюдать осторожность, чтобы не изменить профиль лопатки.
Изношенную утоненную часть турбинных лопаток восстанавливают. Когда из-за больших размеров лопаток ротор нельзя установить в собственные подшипники, предварительную опиловку утонений проводят на роторе, установленном на козлах, при помощи бормашинки, наждачным кругом. Применяя шаблон, фиксирующий высоту лопатки, или делая замер при помощи штангенциркуля, получают требуемый размер. Окончательную подгонку лопаток проводят по месту в собственных подшипниках при помощи драчевого напильника с замером радиальных зазоров по каждой подгоняемой лопатке пластинчатым щупом.
Натертые места на замковых вставках турбины, обведенные при осмотре ротора в «прямоугольник», припиливают (зашабривают). Опиленные места лопаток и вставок зашлифовывают шкуркой до получения чистоты Ra – 2,5 (▼ 6). Всю поверхность ротора осматривают и запиловывают с последующей зашлифовкой всех дефектов, отмеченных при осмотре в «прямоугольнике». Полученные чистоты опиловок сравнивают с эталоном, при необходимости отшлифовывают их до необходимой чистоты. Перед опиловкой рабочих лопаток ОК необходимо ознакомиться с результатами их дефектоскопии. Затем в каждой ступени наметить по две-три контрольные лопатки, наиболее изношенные из числа подлежащих запиловке. В соответствии с рис. 4.4 необходимо: замерить на каждой контрольной лопатке хорду Аф определить «углубление» губок штангенциркуля для каждой отобранной для контроля лопатки C1; замерить штангенциркулем толщину выходной кромки К в контрольном сечении на каждой подлежащей запиловке лопатке. Если К в контрольном сечении превышает минимально допустимую более 0,56 мм для 0—5 ступеней или более 0,3 мм для 6—11 ступеней, то это свидетельствует о возможности исправления «утоненной» кромки методом опиловки (уменьшения) хорды лопаток (рис. 4.5). Лопатки, имеющие толщину кромок менее указанной на высоте до 40 мм от хвоста, заменяют.
Расстояние от контрольного сечения до входной кромки А2 назначают, исходя из минимально возможного (допустимого) размера хорды А1. Лопатки, имеющие аналогичный дефект на высоте более 40 мм от хвоста, опиливают. В этом случае допускается уменьшение хорды не более чем на 5 мм (для пятой ступени) и 4 мм (с шестой по одиннадцатую ступени).
Затем анализируют результаты замеров выходных кромок в соответствии с изложенными требованиями и намечают окончательно число лопаток к запиловке (либо замене), т. е. перелопачиванию. При необходимости выступающую часть замковых вставок и стопорных винтов запиливают заподлицо с поверхностью ротора. Запиленные места зашлифовывают шкуркой до получения чистоты Rz – 20 (▼5).
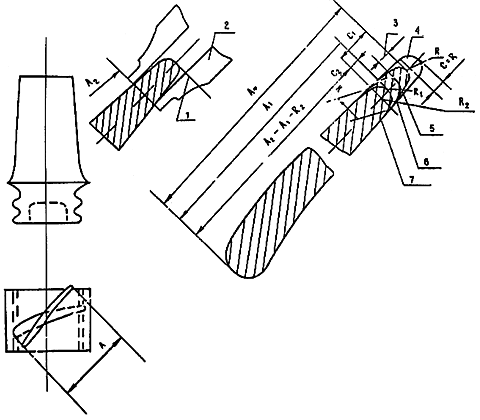
Рис. 4.4. Геометрические формы и размеры лопатки.
1 — риска; 2 — губки штангенциркуля, 3 — припуск на обработку; 4 — профиль неизношенной лопатки; 5—фактический профиль; 6 — возможный профиль после опиловки; 7 — предельно допустимый ремонтный профиль
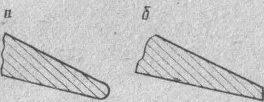
Рис. 4.5. Правильная (а) и неправильная (б) геометрические формы запиловки кромок лопатки