

Сегментов
Фрезерование происходит при движении стола вправо. По окончании прохода ручка пневмопереключателя 2 кранового типа переводится упором 1, закрепленным на столе станка. При этом сжатый воздух из общей магистрали поступает в пневмоцилиндр 3, который выключает рабочую подачу и при дальнейшем движении штока происходит нажатие на конечный выключатель 4.
Через магнитный пускатель без блок-контактов включается электродвигатель 11 ускоренного отвода стола. При обратном движении стола (влево) в момент выхода фрезы из прорезанной канавки шток пневмопереключателя 6 золотникового типа утапливается копиром 5 и сжатый воздух поступает в правую полость пневмоцилиндра 7. Одновременно упором 1 переключается ручка пневмопереключателя 2 для выпуска сжатого воздуха из левой части пневмоцилиндра 3. Шток пневмоцилиндра 7, двигаясь влево, освобождает зажим щек, создавая свободу перемещения подвижной части приспособления, выводит из гнезда фиксатор 9 и захватывает собачкой следующий зуб рейки за счет перепада подвижного кулачка.
Пневмоцилиндр 3 при помощи возвратной пружины выключает ускоренный ход и включает рабочую подачу.
Стол с приспособлением, двигаясь вправо, освобождает шток пневмопереклю-чателя 6, который скользит по копиру 5. При этом сжатый воздух поступает в левую полость пневмоцилиндра 7 и шток его, перемещаясь вправо, через кулачок, рычаг и рейку, передвигает подвижную часть приспособления с закрепленными на ней заготовками сегментов на один шаг. После этого фиксатор 9 под действием пружины входит в очередное гнездо и точно фиксирует положение подвижной части приспособления. При дальнейшем движении штока пневмоцилиндра 7 через систему рычагов 10 и эксцентрики, сжимаются щеки приспособления и этим прочно закрепляется его подвижная часть. Начинается процесс врезания фрезы и фрезерования всей поверхности. Последовательно фрезеруются пять зубьев. По окончании фрезерования по слоднего зуба упор, закрепленный на подвижной части приспособления, нажимает на конечный выключатель 8, установленный на хоботе станка, и станок останавливается.
Приспособление для нанесения рисок на поворотных столах. В основу делительного устройства (рис. 3.24) положен принцип обкатки инструмента и изделия. Инструмент в виде зубчатого долбяка 1 вращается вокруг вертикальной оси и одновременно совершает возвратно-поступательное движение вдоль этой оси.
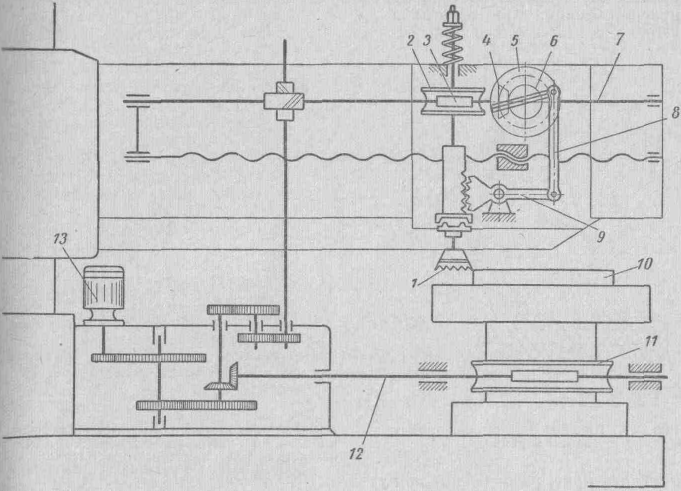
Рис. 3.24. Кинематическая схема приспособления для нанесения рисок на поворотных столах
Ремонтируемый стол 10 поворачивается, находясь как бы в зацеплении с долбяком.
Сочетание указанных движений позволяет получить на столе строго вертикальные риски, глубина которых зависит от установки инструмента.
За время одного оборота вала 7 с червяком 3 червячное колесо 2, а следовательно, и долбяк повернется на один зуб, если число зубьев долбяка и колеса 2 одинаково. Одновременно через конические колеса 5 и 6 (i = 1 : 1), кривошип 4 повернется на один оборот и через рычаг 8 и сектор 9 сообщит долбяку одно перемещение вниз и вверх. Величину этого перемещения регулируют кривошипом от 0 до 60 мм.
Следовательно, за время одного оборота вала 7 долбяк поворачивается на один зуб и совершает полный двойной ход вдоль оси. Стол, подлежащий делению, должен повернуться за это время на l/n часть оборота, где п — число заданных делений. От электродвигателя 13 через редуктор с передаточным отношением l = 1:8 получает вращение вал 12, который через червячную пару 11 вращает стол и изделие.
Приспособление для шлифования червяков. Для шлифования червяков применяют приспособление, которое устанавливают на токарном станке (крепят на поперечных салазках взамен суппорта).
Приспособление (рис. 3.25) состоит из трех узлов: шлифовальной головки, шарнирной натяжной системы и прибора для заправки камня на головке приспособления.
Шлифовальная головка состоит из корпуса 2 и поворотной части 1, в отверстие которой входит шлифовальный шпиндель.
Поворотная часть головки 1 может быть повернута на угол, соответствующий углу подъема винтовой линии червяка.

Рис. 3.25. Приспособление для шлифования червяков
Так как при этом абразивный круг неизбежно сместится с центра, то поворотная часть по отношению к корпусу 2 может подниматься или опускаться, для чего соединение подвижной части с неподвижной осуществлено на салазках. Шарнирная часть обеспечивает постоянный натяг ремня, позволяя электродвигателю 3 поворачиваться параллельно оси шлифовального шпинделя и сдвигаться в сторону.
Электродвигатель монтируют на обработанных по цилиндрической поверхности подкладках, благодаря чему он может принимать наклонное положение.
Круглый стержень 4 позволяет всей системе поворачиваться вокруг вертикальной оси, а груз 5 и шарнирное устройство осуществляют натяг. Прибор для заправки круга крепят на головку приспособления. Он закреплен шарнирно, чтобы можно было заправлять круг, работающий под углом. Круг для шлифования червяков — дисковый, слегка вогнутый. Стороны нитки червяка шлифуют поочередно.
Приспособление для шлифования клиньев. Щуп (рис. 3.26, а) состоит из обоймы 1 и трех подвижных стержней 2 с шариками 4 на концах. Шарики съемные, их подбирают в соответствии с размерами щелевых отверстий.
Придерживая обойму 1 рукой, щуп вводят в контролируемое отверстие и передвигают средний стержень вдоль отверстия до тех пор, пока его шарик, ориентируемый по оси щели распоркой (на рисунке не показана), не заклинится.
После этого передвигают остальные стержни также до момента заклинивания их шариков. Затем поворотом рукоятки 3 зажимают стержни в обойме 1 и вынимают щуп. Размеры шариков и расстояние между ними определяют точное взаимное расположение плоскостей щелевого отверстия с учетом заданного продольного уклона и погрешности в поперечном направлении, получающейся при строгании или фрезеровании плоскостей
После этою щуп переносят на плоскость магнитной плиты 6 (рис. 28, б), установленной на столе плоскошлифовального станка. На шарики щупа накладывают контрольную линейку 7. Таким способом получают точную копию щелевого отверстия, ограниченную поверхностью магнитной плиты и нижней плоскостью контрольной линейки.
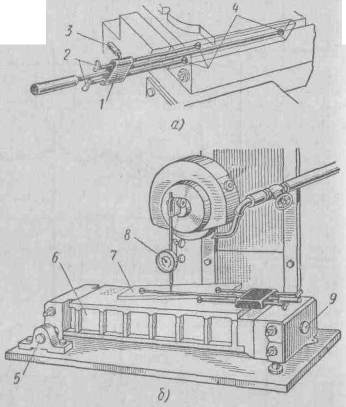
Рис 3.26. Приспособление для шлифования клиньев а — щуп для измерения щелевых отверстий для клиньев, б — плоскошлифовальный станок с установленным щупом
Так как шлифовальный круг с головкой станка движется горизонтально, необходимо установить контрольную линейку 7 также строго горизонтально. Этого достигают соответствующим поворотом магнитной плиты вокруг цапф 5 и 9.
Горизонтальное положение линейки проверяют индикатором 8 при продольном и поперечном перемещениях стола. После этого линейку и щуп снимают, а на магнитную плиту кладут подлежащий шлифованию клин, предварительно обработанный. После шлифования обеих сторон клина его уклон будет точно соответствовать уклону щелевого отверстия.
Универсальный кондуктор. Для сверления отверстий в строго определенном месте или со строго определенным расстоянием между центрами в ремонтно-механических цехах применяют обычно универсальные кондукторы.
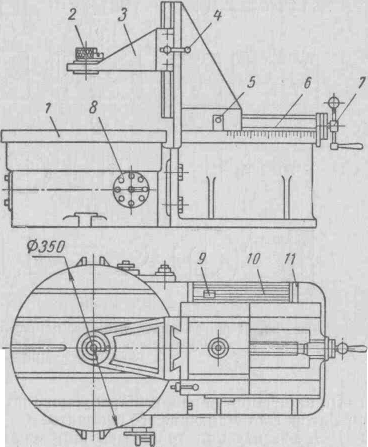
Рис. 3.27. Универсальный кондуктор
Одна из конструкций универсального кондуктора приведена на рис. 3.27. Кондуктор состоит из вертикальной делительной головки и устройства для горизонтального и вертикального перемещения кондукторной втулки. Делительная головка имеет постоянно укрепленный столик 1 с Т-образными пазами для крепления деталей.
Шпиндель делительной головки изготовлен с внутренним конусом, что дает возможность с помощью оправок центрировать различные обрабатываемые детали. Сквозь полый шпиндель приспособления пропускают болты для крепления обрабатываемых деталей.
Делительный диск 8 обеспечивает точный поворот стола. Стол фиксируют двухсухарным тормозом (на рисунке не виден). Кронштейн 3, несущий сменные кондукторные втулки 2, имеет вертикальное ручное перемещение и горизонтальное перемещение с помощью винта 7.
Вертикальное положение кронштейна фиксируют тормозной ручкой 4. Линейка 6 и нониус 5 дают возможность производить замеры перемещения кронштейна с точностью 0,02 мм. Желоб 10 с упорами 9 и 11 дает возможность использовать концевые меры.
С помощью приспособления могут быть просверлены отверстия, расположенные по окружности и на нескольких концентричных окружностях. При неподвижном столе перемещением кронштейна можно получать отверстия, расположенные на одной линии, с точностью 0,07—0,1 мм.
Универсально-сборные приспособления (УСП). В ремонтном производстве возможность применения специальных приспособлений весьма ограничена. Применение их оказывается в большинстве случаев нецелесообразным из-за малых партий изготавливаемых деталей, высокой стоимости приспособлений и значительного времени, требующегося на их изготовление. В этом отношении значительные преимущества имеют универсально-сборные приспособления (УСП), которые все шире применяют в ремонтно-механических цехах.
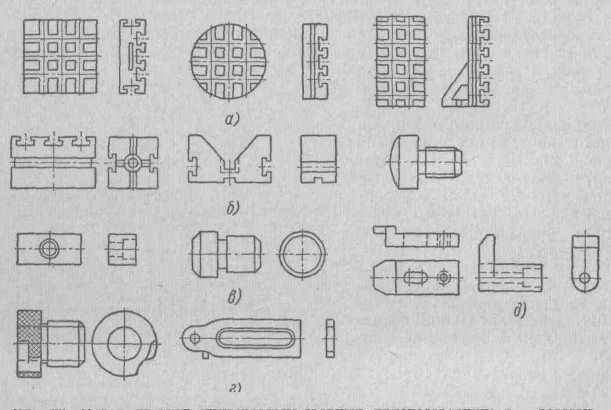
Рис. 3.28. Набор деталей универсально-сборных приспособлений: а — базовые детали; б — опорные детали; в — установочные детали; г — направляющиедетали; д — прижимные детали
Особенность системы УСП состоит в том, что вместо ряда специальных приспособлений, каждое из которых может быть использовано только для выполнения в нем одной определенной операции, достаточно иметь универсальный набор нормализированных, взаимозаменяемых деталей и узлов сборных приспособлений. По мере надобности из этих деталей и узлов компонуют сборное приспособление, необходимое для выполнения в нем конкретной операции.
По окончании обработки требуемого количества деталей приспособление разбирают на составляющие его элементы.
Для обеспечения точности собираемых приспособлений и износостойкости составляющие их детали изготовляют из легированной стали, обрабатывают и доводят до заданных размеров шлифованием и притиркой вручную.
Основные детали универсально-сборных приспособлений (УСП) показаны на рис. 3.28.