

Ряс. 3.18. Универсальная планшайба
Вместо этих специальных заглушек целесообразно применять универсальные заглушки, показанные на рис. 3.18.
Заглушка представляет собой стальной корпус 1, обработанный по цилиндру и имеющий бортики, препятствующие вхождению его в отверстие при нажиме центром. Пазы, имеющиеся во всех трех выступах корпуса, позволяют рабочему ориентировать заглушку по отверстию или по разметке на торце детали. Упоры 2 служат для регулировки и крепления заглушки в отверстии.
Втулку 4, запрессованную в корпус, изготовляют из закаленной стали; она служит центровым гнездом. Винт 3 закрывает внутреннюю полость корпуса от засорения, обеспечивая нормальную работу упоров 2. Нормальный набор универсальных заглушек состоит из 11 размеров, охватывая диапазон от 80 до 400 мм.
Специальный патрон для крепления зубчатых колес с валом при нарезании зубьев. Приспособление (рис. 3.19) состоит из неподвижного основания 1, подвижного корпуса 2 и самоцентрирующегося патрона 3. Заготовку зубчатого колеса крепят в универсальном патроне, наглухо укрепленном на корпусе 2. Корпус представляет собой чугунную отливку со сквозным отверстием, в которое входит хвостовик вала зубчатого колеса. Неподвижное основание 1 приспособления центрируют пояском а по отношению к оси стола зубофрезерного станка и крепят к столу. Подвижной корпус 2 соединен с основанием 1 с помощью шпилек, отверстия для которых в корпусе 2 выполнены больше диаметра шпилек, что дает возможность смещать корпус 2 по отношению к основанию.
Рабочий легкими ударами по пояску б уточняет установку детали, выверяя ее по индикатору.
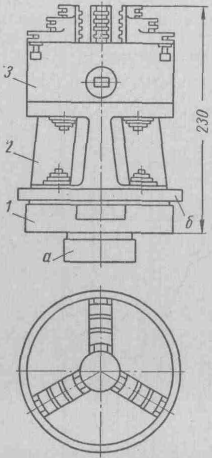
Рис. 3.19. Специальный патрон для установки
Зубчатых колес с валом при нарезании зубьев
Приспособление для закругления торцов зубьев у шестерен. Торцы зубьев на переключающихся шестернях и блоках коробок скоростей и подач закругляют для более легкого и быстрого ввода зубьев в зацепление с зубьями парного колеса. От качества закругления торца зуба во многом зависит долговечность зубчатых колес, так как износ зубьев в переключающихся колесах обычно начинается с закругленного торца.
В ремонтно-механических цехах многих предприятий закругление торцов зубьев часто производится вручную зубилом и напильником, а при больших партиях — в ручном приспособлении на вертикально-фрезерном станке — с последующей слесарной опиловкой, так как приобретение специального зубозакругляющего станка может быть нецелесообразным из-за малой загрузки.
Эта ручная операция, не обеспечивающая необходимого качества, может быть заменена механической обработкой с помощью существующих приспособлений. Одно из таких приспособлений для зубозакругления на зубострогальном станке приведено на рис. 3.20.
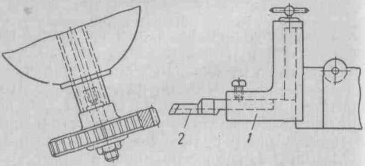
Рис. 3.20. Приспособление для закругления зубьев шестерен на зубострогальном станке
Приспособление состоит из откидного резцедержателя 1 с удлиненной частью для крепления специального резца 2 с полукруглой режущей частью. Резцы изготовляют разных размеров в зависимости от величины модуля зуба отрабатываемой детали.
Обрабатываемое зубчатое колесо закрепляют в шпинделе на оправке под углом 102°. Длину хода резца устанавливают по зубу. Глубину врезания устанавливают после пуска станка. Закругление зубьев происходит за 2—3 оборота детали.
При необходимости закругления зубьев с двух сторон колесо переставляется на оправке и процесс повторяется.
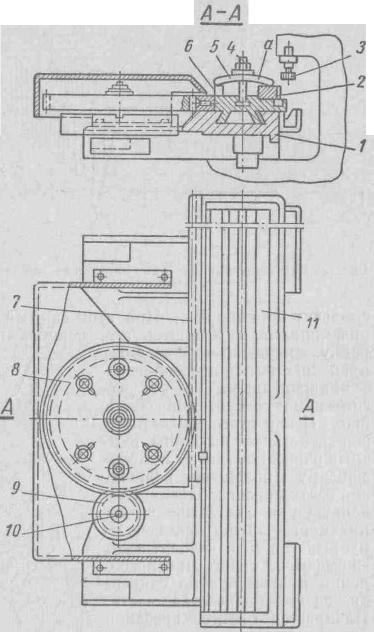
Приспособление для нарезания реек на зубодолбежных станках. На направляющих основания 1 (рис. 3.21) приспособления монтируется стол 11 с рейкой 7, находящейся в зацеплении с зубчатым колесом 8 (z = 80, т = 5). При установке приспособления на станине станка колесо 8 точно центрируют с вращающимся столом, после чего закрепляют на станке.
 Заготовку
2 для
нарезания зубьев устанавливают на столе
11 так,
чтобы одна ее сторона плотно прилегла
к вертикальной базовой поверхности а,
строго параллельной направляющим
стола Установленную заготовку закрепляют
несколькими прихватами 5, болтами 4
и прокладками
6.
Заготовку
2 для
нарезания зубьев устанавливают на столе
11 так,
чтобы одна ее сторона плотно прилегла
к вертикальной базовой поверхности а,
строго параллельной направляющим
стола Установленную заготовку закрепляют
несколькими прихватами 5, болтами 4
и прокладками
6.
В процессе нарезания стол 11 с заготовкой 2 перемещается влево по направляющим, а долбяк 3, входя в зацепление с нарезаемой рейкой, совершает возвратно-поступательное и вращательное движение.
Зубчатое колесо 9, вращающееся на пальце 10, служит для ручного перемещения стола при нарезании длинных реек, т. е. когда рейка не может быть нарезана с одной установки. В этом случае станок выключается, а долбяк 3 устанавливают в положение зацепления с нарезаемой рейкой, которая освобождается от зацепления. С помощью рукоятки, надетой на квадрат пальца 10, зубчатое колесо 9 поворачивают по часовой стрелке и, поворачивая колесо 8, отводят стол в исходное положение.
Рис. 3.21. Приспособление
для нарезания реек на
зубодолбежных станках
При этом рейка, не будучи закрепленной и находясь в зацеплении с долбяком, скользит по поверхности стола, оставаясь на месте. Переместив таким образом стол приспособления и закрепив затем нарезаемую рейку, включают станок и продолжают нарезать зубья на оставшейся части заготовки.
Другое приспособление для этой же цели, конструкция которого показана на рис. 3.22,
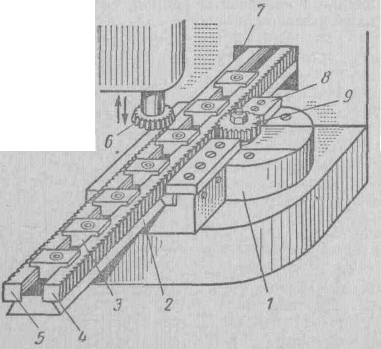
Рис. 3.22. Приспособление для нарезания зубчатых реек
состоит из монтируемого непосредственно на станке чугунного корпуса 1, в котором в направляющих типа ласточкина хвоста перемещается стальная линейка 2 с жестко фиксированной на ней эталонной рейкой 4, по модулю и длине соответствующей нарезаемой. На шпинделе станка на оправе 8 установлено зубчатое колесо 9, сцепляющееся с эталонной рейкой: станок настраивают по числу зубьев этого зубчатого колеса. На линейке на базовых плоскостях устанавливают и крепят прихватами 3 заготовку 5. Долбление осуществляют долбяком 6 за один проход на полную глубину.
Для выхода линейки в задней стенке станины сделано прямоугольное отверстие 7.
Приспособление для фрезерования зубьев сегментов. Приспособление (рис. 3.23) монтируют на горизонтально-фрезерном станке.
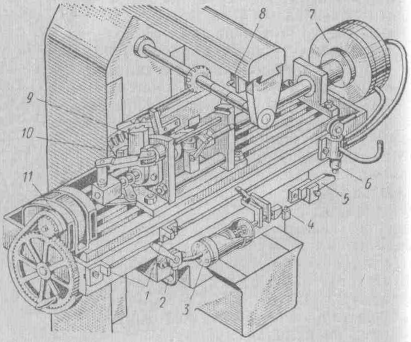
Рис 3.23 Приспособление для фрезерования зубьев