3.11. Приспособления для механической обработки при ремонте
Кроме нормальных станочных приспособлений, являющихся принадлежностями металлообрабатывающих станков, в ремонтной практике применяют большое число универсальных, а также предназначенных для выполнения отдельных операций приспособлений для механической обработки. Эти приспособления ремонтные службы изготовляют своими силами или с привлечением инструментальных цехов.
Необходимость в таких приспособлениях вызвана большим разнообразием ремонтируемых деталей, а также стремлением уменьшить затраты ручного труда. Некоторые из приспособлений позволяют заменить высококвалифицированных ремонтных рабочих менее квалифицированными.
Все эти приспособления условно можно разделить на две группы: первая — для обработки на станках, вторая — для обработки оборудования на месте установки.
3.11.1. Приспособления для обработки на станках
К этой группе приспособлений относят универсальные приспособления, упрощающие установку сложных деталей на станках, приспособления, расширяющие технологические возможности станков, повышающие производительность труда при изготовлении деталей мелкими сериями, а также приспособления, позволяющие заменить ручную работу механической.
Универсальная планшайба. Многие детали, подвергающиеся механической обработке в ремонтно-механических цехах, не могут быть закреплены в самоцентрирующем или четырехкулачковом патроне. В таких случаях целесообразно использовать специальную планшайбу, показанную на рис. 3.15. В планшайбе имеются Т-образные пазы 1 и сквозное окно 3, которое можно использовать для крепления кулачка или приспособления. Планшайба комплектуется болтами и планками для крепления обрабатываемой детали 2.
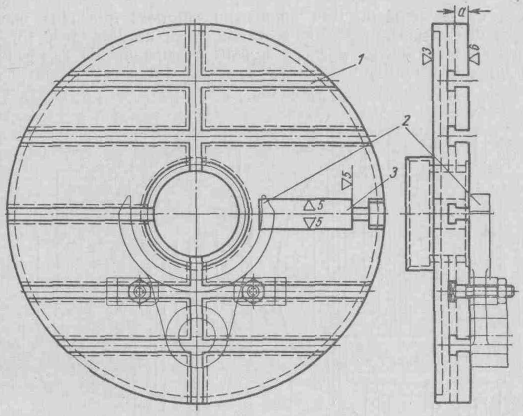
Рис. 3.15. Универсальная планшайба
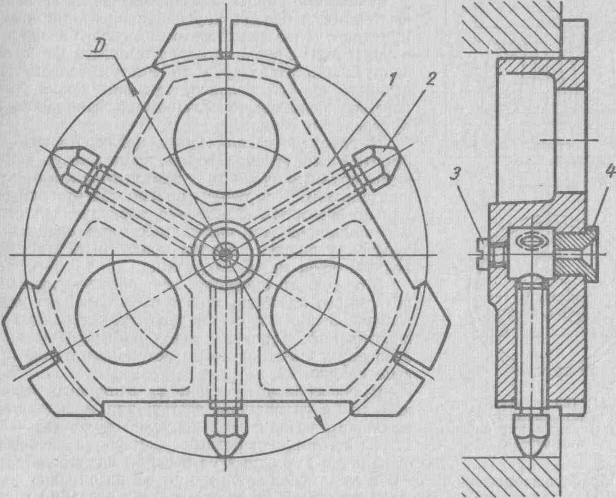
Патроны со смещением. Для обработки деталей, имеющих эксцентрично расположенные выступы, применяют специальный патрон (рис. 3.16). Патрон 1 может перемещаться винтом 4 вверх и вниз по планшайбе 2, крепящейся на шпинделе токарного станка. Величину перемещения патрона контролируют по специальной
Рис. 3.16. Патрон со смещением
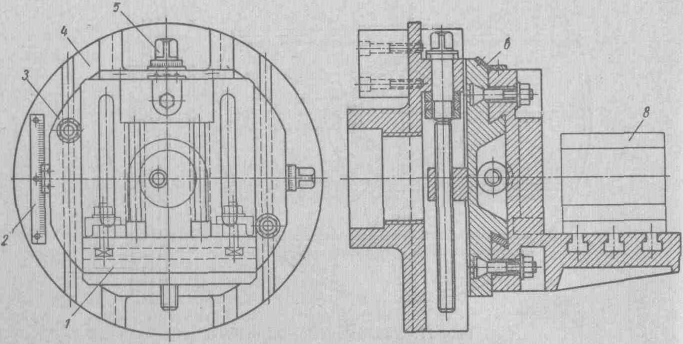
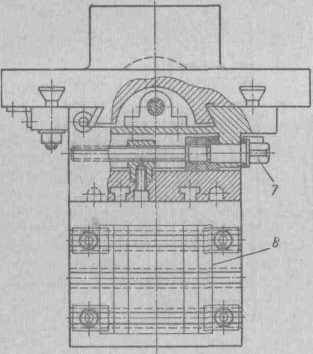
Рис. 3.17. Специальная планшайба для установки деталей неправильной формы
линейке с нониусом (цена деления 0,02 мм на рис. не показана). Допустимый сдвиг патрона ограничен весом эксцентрично смещаемых частей приспособления, так как при больших числах оборотов неуравновешенная эксцентрично расположенная масса создает неблагоприятные условия для работы станка.
Патрон с установленной деталью обязательно балансируют грузом 3.
Специальная планшайба для установки деталей неправильной формы. При токарной обработке деталей неправильной формы их устанавливают, обычно, в четырехкулачковом патроне или на угольнике, прикрепленном к корпусу патрона. Установку производят по рискам, нанесенным при разметке. Рабочий перемещает деталь до тех пор, пока ось будущего отверстия не совпадет с осью шпинделя. Если деталь крепят на угольнике, то нужное положение детали достигают перемещением угольника. Для упрощения установки применяют специальное приспособление (рис. 3.17). Приспособление состоит из планшайбы 4, которую устанавливают на шпиндель станка. По направляющим планшайбы перемещается промежуточная каретка 3, а но направляющим этой каретки — угольник 1, рабочая поверхность которого строго параллельна оси шпинделя станка. Промежуточная каретка 3 перемещается по планшайбе в одном направлении, а угольник по каретке — в направлении, перпендикулярном к первому. В результате угольник имеет два взаимно перпендикулярных движения. Перемещение в каждом направлении осуществляется винтами 5 и 7 и контролируется по нониусам линеек 2 и 6. После установки обрабатываемой детали 8 всю систему закрепляют винтами. Пазы, имеющиеся в горизонтальной и в вертикальной стенках угольника, облегчают крепление детали. Наличие линеек с нониусами позволяет производить координатную расточку с точностью 0,04—0,06 мм.
Универсальная заглушка. Для установки полых деталей на токарный станок в условиях ремонтно-механических цехов часто приходится вытачивать специальные заглушки (пробки), в которых делаются центровые гнезда.