

3.14. Предельные толщины и обрабатываемость стальных покрытий при металлизации шеек
Сталь
|
Предельная толщина покрытия, не вызывающая образования трещин, в мм |
Обрабатываемость
|
15 45 |
3 3÷4 |
Возможная обточка резцами с пластинами из твердых сплавов |
У5 У10 |
6÷8 8÷10 |
Только шлифование
|
Металлизация наружных поверхностей тел вращения.
Н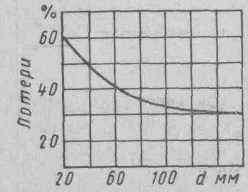 а
шейки валов, осей, шпинделей, цапф наносят
покрытия из стали и других металлов
толщиной до 10 мм (табл. 3.14). Подготовку
поверхности и нанесение металла обычно
производят при закреплении детали
в центрах станка и установке аппарата
на суппорте. Толщину покрытия регулируют
числом проходов. Потери металла при
напылении шеек и гладких поверхностей
приведены в табл. 3.15 и на рис. 3.13.
а
шейки валов, осей, шпинделей, цапф наносят
покрытия из стали и других металлов
толщиной до 10 мм (табл. 3.14). Подготовку
поверхности и нанесение металла обычно
производят при закреплении детали
в центрах станка и установке аппарата
на суппорте. Толщину покрытия регулируют
числом проходов. Потери металла при
напылении шеек и гладких поверхностей
приведены в табл. 3.15 и на рис. 3.13.
Рис. 3.13. Потери стали при электрометалпизации
Шеек валов различного диаметра
При восстановлении наружных поверхностей изношенных деталей толщина наносимого слоя должна быть не менее 0,75—1,0 мм на сторону. Если износ меньше этой величины, то шейку перед металлизацией подвергают обточке до соответственного размера.
3.15. Потери металла (в %) при электрометаллизации плоскостей в зависимости от угла падения струи
Угол падения струи в град |
Цинк
|
Алюминий
|
Латунь
|
Сталь
|
90 60 30 10 |
27,5 64,1 90,4 98,5 |
17,8 59,0 88,5 98,0 |
35,0 69,0 91,4 99,0 |
22,0 61,0 89,0 98,2 |
Последовательность проведения основных операций при восстановлении шеек приведена в табл. 3.16.
3.16. Последовательность операций при металлизации наружной поверхности шеек
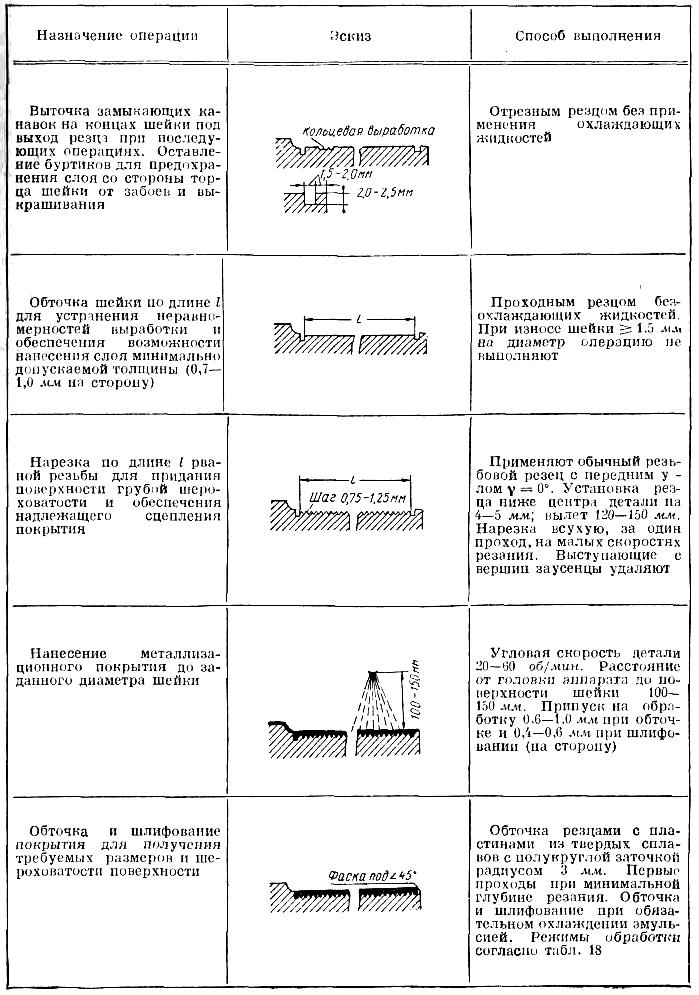
При выборе способа подготовки учитывают ослабление шейки, вызываемое нарезкой рваной резьбы. Для снижения концентрации напряжений вместо рваной резьбы часто применяют другие виды подготовки, приведенные в табл. 11.
Режимы токарной обработки металлизированных шеек приведены в табл. 3.17.
При шлифовании применяют следующие режимы:
Окружная скорость шлифовального круга в м/сек ......... 25—30
Окружная скорость изделия в м/мин .................................. 10—20
Подача в мм/об ................................................................... 5—10
Глубина шлифования в мм …………….. .................... 0,015—0,04
Шлифовальный круг ...................................................... Э46СМ-2К
Охлаждение ..................................................................... Эмульсия
Токарную обточку и шлифование металлизационных покрытий производят с обязательным применением охлаждающих жидкостей.
Шейки, работающие в условиях трения, после чистовой обработки подвергают пропитке в горячем (80—100° С) масле в течение нескольких часов.
При прессовых соединениях деталей, у которых посадочная поверхность металлизирована сталью, наблюдается значительное повышение предела усталости и увеличение при равных натягах прочности посадки на 8—10%.