

3.4. Нанесение покрытий газотермическим напылением
Согласно ГОСТу 11966—66 к газотермическим покрытиям относят покрытия, наносимые способами, основанными на нагреве материала покрытия до жидкого или пластического состояния и распыления его газовой струей. Распыленные частицы обладают большой скоростью (100—150 м/сек) и при ударе о поверхность деформируются, сцепляются с ней и образуют слой покрытия.
Газотермические покрытия наносят с помощью специальной аппаратуры, использующей для плавления материала покрытия газовое пламя или энергию электрического тока (электрическую дугу, низкотемпературную плазму).
Классификация существующей аппаратуры приведена на рис. 3.9. С ее помощью возможно нанесение покрытий из различных по своей природе, составу и свойствам материалов, в том числе таких, нанесение которых другими способами вообще невозможно (рис. 3.10).
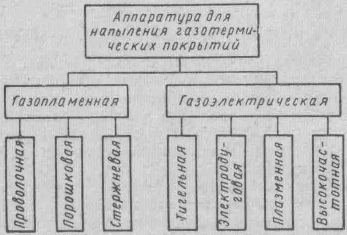
Рис. 3.9. Классификация аппаратуры для напыления покрытий
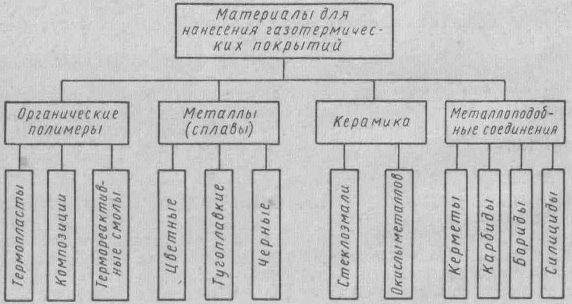
Рис. 3.10. Классификация материалов для напыления покрытий
Газотермические покрытия применяют для восстановления геометрических размеров изношенных деталей, повышения их износостойкости, улучшения антифрикционных свойств, защиты от коррозии, придания поверхности жаростойкости, электропроводности, диэлектрических свойств и других целей.
Наиболее широко применяют покрытия из металлов, керамики и металлокерамических наплавочных твердых сплавов. Достоинства изотермического напыления:
-отсутствие в процессе напыления большого нагрева поверхности;
-возможность нанесения покрытий не только на металлы, но и на многие неметаллические материалы: пластмассы, керамику, дерево;
-возможность получения многослойных покрытий из разных материалов и различной толщины;
-несложность требуемого оборудования и простота технологического процесса нанесения покрытий.
К существенным недостаткам этого способа получения покрытий относится их невысокая механическая прочность, пористость и относительно слабое сцепление покрытий с основанием.
Аппаратура для нанесения покрытий отечественных конструкций приведена в табл. 5, а технические характеристики основных типов аппаратов — в табл. 3.4—3.8.
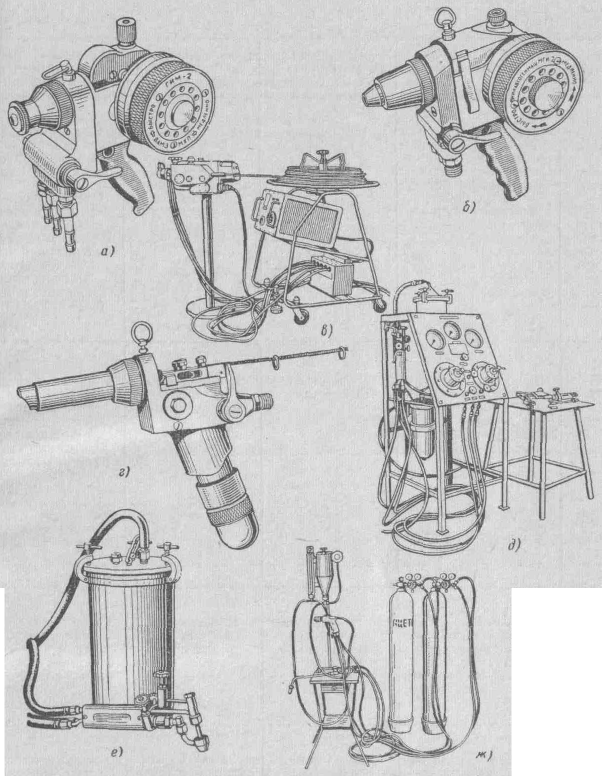
Рис. 3.11. Газопламенные аппараты для напыления покрытий: а – ГИМ-2, б- МГИ-2; в — МГИ-5, г — МГП-3, а — УПН-4; е — УПН-6; ж — УПН-8
3.4. Аппаратура для нанесения покрытий газотермическим напылением
Аппарат
|
Назначение
|
Исходный материал для напыления
|
Способ плавления напыляемого материала |
Основные характеристики конструкции
|
|
Газопламенные аппараты |
|||||
МГИ-1 •
|
Для всех видов
работ по металлизации вручную и легких
работ на станках. Удобен для
|
Проволока Ø1,5 ÷ 3,0 мм
|
Пламя из смеси кислорода с горючим газом (ацетиленом, пропан-бутаном и др.)
|
Аппарат инжекторного типа. Привод механизма подачи от встроенного в рукоятку аппарата воздушно-ротационного двигателя. Регулирование скорости отдачи в пределах 0,7÷6,0 м/мин |
|
МГИ-2 (рис. 11, б)
|
Для всех видов
работ по металлизации вручную и легких
работ на станках. Удобен для
|
Проволока Ø 1,5÷ 2,5 мм
|
Пламя из смеси кислорода с горючим газом (ацетиленом, пропан-бутаном и др.)
|
Распылительная головка по принципу внутрисоплового смешения. Привод от воздушной турбины. Кратность регулирования 1 ÷ 7,5 м/мин. Путем замены съемных деталей переводится на работу с повышенной производительностью (вариант МГИ-3) |
|
МГИ-5 (рис. 11, в)
|
Высокопроизводительная металлизация крупногабаритных деталей, труб, профильного проката и массовых изделий в условиях механизации
|
Проволока Ø 5 ÷ 6 мм
|
Пламя смеси кислорода с пропан-бутаном
|
Аппарат стационарного типа комплектуется тележкой с блоками газопитания и управ-ления. Зажигание смеси, пуск и остановка посредством кнопочных устройств. Электропи-ание установки от однофазной сети переменного тока 220 в |
|
МГП-3 (рис. 11, г)
|
Напыление покрытий из особо тугоплавких металлов Mo, Ti, Nb и др., а также из керамических материалов |
Металлические прутки или керамические стержни (штапики) Ø 3 мм
|
Кислородно-ацетиленовое пламя
|
Привод механизма подачи от встроенного в рукоятку воздушно-ротационного двигателя. Скорость подачи 0,1÷ 0.85 м/мин |
|
УПН-4* (рис. 11, в)
|
Нанесение покрытий из пластмасс и металлов с температурой плавления не свыше 500° С
|
Порошки с размерами частиц 0,15÷0,25 мм
|
Пламя газовой смеси ацетилена с воздухом и кислородом
|
Установка состоит из распылительной горелки и бачка для порошка, расположенного на стойке со щитом с приборами для регулирования. Комплектуется горелками для нанесения пластмасс (ГЛН-4) и металлов (ГТН-4); |
|
Продолжение табл. 3.4
Аппарат
|
Назначение
|
Исходный материал для напыления
|
Способ плавления напыляемого материала |
Основные характеристики конструкции
|
УПН-6 (рис. 11, е)
|
Нанесение покрытий только из пластмасс
|
Порошки с размерами частиц 0,15 ÷ 0,25 мм
|
Воздушно-ацетиленовое пламя
|
Распылительная горелка та же, что для УПН-4. Порошковый бачок упрощенного типа имеет малый вес и размеры
|
УПН-8 (рис.11, ж)
|
Нанесение покрытий из самофлюсующихся сплавов (с последующим оплавлением) и окиси алюминия
|
Порошки типа СНГН и ПГ-ХН80СР, окись алюминия марки ГО
|
Кислородно-ацетиленовое пламя
|
Установка комплектуется порошковым бачком-питателем и горелками: для напыления покрытий и последующего его оплавления
|
Газоэлектрические аппараты |
||||
ЭМ-ЗА* (рис.12, а) |
Для всех видов работ по металлизации вручную и легких работ на станках
|
Проволока Ø 1 ÷ 2 мм
|
Электрическая дуга, возбуждаемая между двумя проволочными электродами
|
Конструкция привода механизма подачи проволоки аналогична аппарату МГИ-2
|
ЭМ-9* (рис.12, б)
|
То же
|
Проволока Ø 1,2÷2,0 мм
|
То же
|
Конструкция привода механизма подачи проволоки аналогична аппарату МГИ-1
|
ЭМ-10 (рис.12, в)
|
То же
|
Проволока Ø 1÷2,0 мм
|
То же
|
Привод механизма подачи от встроенной в корпус аппарата воздушной турбины. Предел регулирования подачи 1÷5 м/мин
|
ЭМ-6* (рис. 12, г)
|
Станочный аппарат для всех видов металлизации, в том числе для восстановления размеров деталей тел вращения
|
Проволока Ø 1,5÷2,5 мм
|
То же
|
Привод от трехфазного электродвигателя 380 в. Регулирование подачи бесступенчатым фрикционным регулятором в пределах 0,7 ÷ 4,5 м/мин
|
ЭМ-12 (рис. 12, д)
|
Станочный аппарат для высокопроизводительной металлизации массовых изделий и крупногабаритных деталей
|
Проволока Ø 1,5÷3,0 мм
|
То же
|
Привод от электродвигателя трехфазного тока 220 в. Регулировка скорости подачи ступенчатая посредством сменных шестерен в пределам 3,8÷14,2 м/мин
|
* Аппараты, снятые с производства, но широко эксплуатируемые в промышленности. |
||||
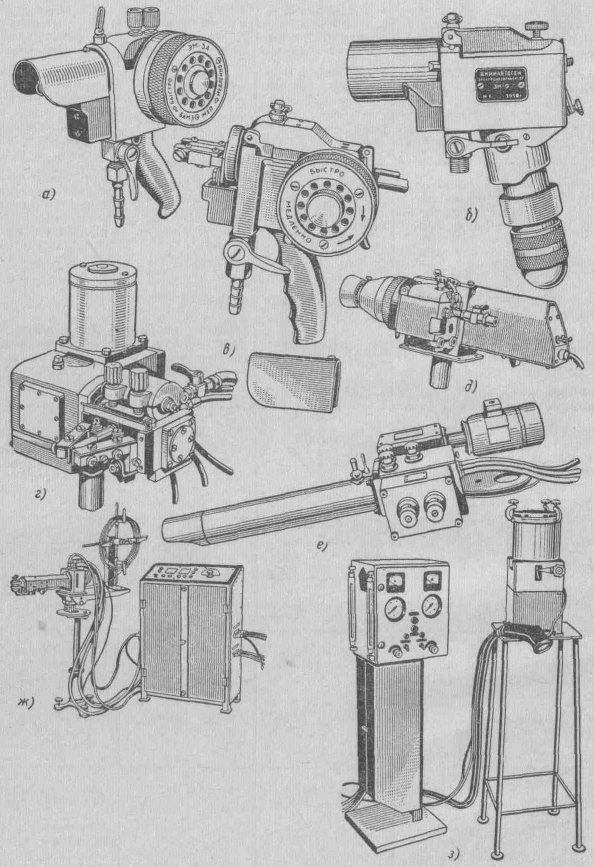
Рис 3.12 Газоэлектрические аппараты для напыления покрытий а — ЭМ ЗА, б — ЭМ-9, в — ЭМ-10, г — ЭМ-6, д— ЭМ-12, е — УТМ1, ж — УМП-1, з —УМП-5