

3.1 Уменьшение внутреннего диаметра втулки при ее сжатии
Сжатие паза в мм
|
Уменьшение диаметра втулки в мм
|
Сжатие паза в мм
|
Уменьшение диаметра втулки в мм
|
Сжатие паза в мм
|
Уменьшение внутреннего диаметра в мм |
Сжатие паза в мм
|
Уменьшение внутреннего диаметра в мм |
0,5
|
0.159
|
2,5
|
0,796
|
5,0
|
1,59
|
8,0
|
2.54
|
0.8
|
0.255
|
3,0
|
0.96
|
5,5
|
1,75
|
8,5
|
2,7
|
1,0
|
0.320
|
3,5
|
1,11
|
6,0
|
1,9
|
9,0
|
2,86
|
1,2
|
0,38
|
4,0
|
1,27
|
6,5
|
2,1
|
9,5
|
3,02
|
1,5
|
0.48
|
4,5
|
1,43
|
7,0
|
2,2
|
10
|
3,18
|
2,0
|
0.64
|
|
|
7,5
|
2,39
|
|
|
3.3. Клеевые соединения и синтетические клеи
3.3.1. Особенности клеевых соединений
Склеивание однородных и разнородных материалов — один из прогрессивных способов получения неразъемных соединений. При ремонте оборудования склеивание применяют также для восстановления некоторых поломанных и изношенных деталей.
Склеивание как способ получения неразъемных соединений имеет следующие положительные свойства:
возможность соединения разнородных материалов при весьма малой их толщине;
отсутствие необходимости нарушения целостности сопрягаемых изделий сверлением отверстий;
равномерное распределение напряжений в соединении.
Клеевые соединения герметичны, обеспечивают в отличие от заклепочных и болтовых соединений гладкую поверхность изделий, что способствует снижению веса конструкции.
К недостаткам клеевых соединений следует отнести:
относительно низкую прочность на односторонний неравномерный отрыв (отдир);
меньшую долговечность по сравнению со сварными и клепаными соединениями;
невысокую теплостойкость.
Клеи на основе органических полимеров могут длительно работать только при температурах 200÷250°С и кратковременно при 300÷350°С. Теплостойкость клеев из некоторых элементоорганических и неорганических полимеров достигает 1000° С и выше, однако ввиду недостаточной их эластичности они находят ограниченное применение.
В металлических силовых конструкциях наиболее распространены клеевые соединения встык или внахлестку. Однако соединения встык в чистом виде применяют редко, так как их прочность из-за нетехнологичности склеивания резко снижается. Поэтому стыковые соединения выполняют преимущественно в сочетании с соединениями внахлестку.
В соединениях внахлестку при действии внешних усилий возникают преимущественно напряжения сдвига, но на участках, близких к периферии площади склеивания, могут появляться и напряжения растяжения в направлении, перпендикулярном плоскости склеивания, что может приводить к возникновению отдирающих усилий.
При действии растягивающих нагрузок на соединенные внахлестку элементы конструкции, максимальные напряжения растяжения возникают у границ клеевого соединения. Такое распределение деформаций наблюдается не только в клеевых, но и в заклепочных и сварных соединениях внахлестку.
Некоторые виды клеевых соединений показаны на рис. 3.8.
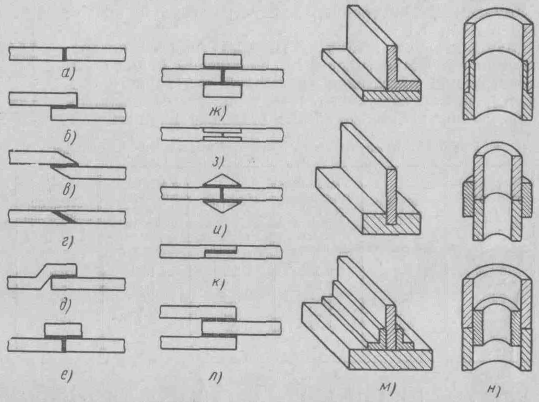
Рис. 3.8. Виды клеевых соединений: а, з — нерекомендуемые; б, 9, е, к — удовлетворительные; в, г, як, и, л — хорошие; м — тавровые соединения; н — соединения труб
Клеевые соединения лучше выдерживают сдвиг и хуже — неравномерный отрыв. Поэтому в случаях, когда клеевые соединения могут подвергаться неравномерному отрыву, отдиранию, следует предусматривать меры по усилению, например, можно усиливать конструкцию приклеиванием местных накладок, подкреплением заклепками или точечной сваркой. При изготовлении конструкции из тонких металлических листов целесообразно для усиления конструкции механически скреплять края склеиваемых деталей заклепками или точечной сваркой.
При расчете прочности клеевых соединений необходимо учитывать, что на прочность склеивания влияют природа металла, характер предварительной обработки поверхности, нарушения заданного режима склеивания, колебания в прочностных свойствах клея, характер напряжения, условия эксплуатации и другие факторы. При использовании одного и того же клея прочность клеевых соединений черных металлов выше, чем клеевых соединений алюминиевых и медных сплавов.