

Раздел 4. Производство горячекатаных полос и листов
НА ШИРОКОПОЛОСНЫХ СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ
К широкополосным станам горячей прокатки (ШСГП) относят многоклетевые станы с размещением клетей в черновой и чистовой группах. В черновой группе применяют как нереверсивные, так и реверсивные клети, расположенные прерывно или непрерывно, а в чистовой группе клети всегда расположены непрерывно. Всю продукцию на ШСГП сматывают на моталках.
1. Сортамент
На ШСГП прокатывают листовую и полосовую продукцию толщиной от 0,8 до 27 мм и шириной до 2350 мм. Основной же сортамент станов этого типа – полосы толщиной 1,2-16 мм из рядовых и качественных углеродистых, низколегированных, нержавеющих и электротехнических марок стали.
2. Потребители
Общее машиностроение, судостроение, сельхозмашиностроение, производство сварных труб, подкат для ЦХП.
3. Типы ШСГП
Непрерывные.
Полунепрерывные.
Комбинированные.
3/4-непрерывные.
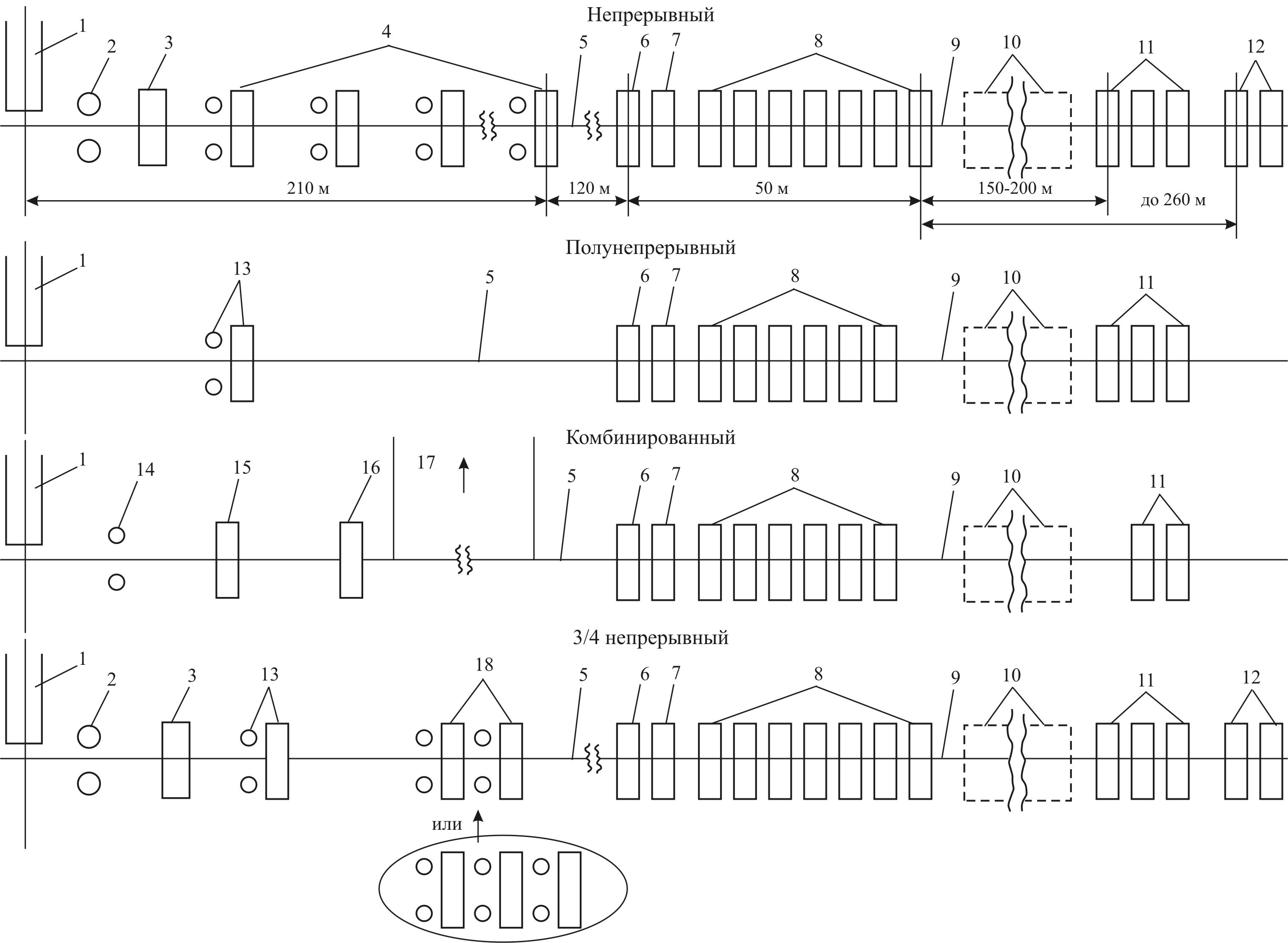
Расположение основного технологического оборудования этих станов показано на рис.29.
Классический непрерывный ШСГП характерен прерывным расположением клетей черновой группы. Причем расстояние между клетями увеличивается от первой к последней клети, чтобы обеспечить условие нахождения раската только в одной клети. Это обусловлено тем, что в качестве привода в клетях черновой группы применены асинхронные двигатели переменного тока без возможности регулирования скорости прокатки. Перед черновыми клетями с горизонтальными валками установлены вертикальные валки с приводом от двигателей постоянного тока и с возможностью согласования скорости прокатки в них со скоростью прокатки в клети с горизонтальными валками. Цель применения клетей с вертикальными валками – снятие уширения, образующегося в горизонтальных валках и проработка металла кромок для предупреждения их разрыва.
|
Рис.29. Расположение основного технологического оборудования ШСГП разных типов: 1 – нагревательные печи; 2 – вертикальный окалиноломатель; 3 – черновой окалиноломатель дуо; 4 – черновая группа универсальных нереверсивных клетей кварто; 5 – промежуточный рольганг; 6 – летучие ножницы; 7 – чистовой окалиноломатель дуо; 8 – чистовая непрерывная группа клетей кварто; 9 – отводящий рольганг; 10 – душирующая установка; 11 – первая группа моталок; 12 – вторая группа моталок; 13 – реверсивная универсальная клеть дуо или кварто; 14 – клеть с вертикальными валками; 15 – черновая клеть дуо или кварто реверсивная; 16 – черновая клеть кварто реверсивная; 17 – стеллаж передачи толстых листов на участок отделки и разделки; 18 – непрерывная черновая подгруппа нереверсивных универсальных клетей кварто |
Промежуточный рольганг должен обеспечивать полное размещение подката, выходящего из черновой группы клетей, то есть, «развязать» черновую и чистовую группы клетей, поскольку скорость выхода подката из последней клети черновой группы составляет 2-5 м/с, а входа в первую клеть чистовой группы – 0,8-1,2 м/с.
Далее следуют летучие ножницы, в которых обрезают передние и задние концы подката (при необходимости) и делают аварийный рез при «забуривании» полосы в чистовой группе клетей или на отводящем рольганге и моталках.
Чистовая группа клетей всегда непрерывная с расстоянием между клетями 5,8-6 м. Число клетей 6-7.
Отводящий рольганг снабжен душирующей установкой.
Для смотки полос обычно предусматривают две группы моталок.
Расстояние между основными агрегатами показано на рис.29.
Полунепрерывные станы применяли и применяют при меньших объемах производства. В качестве черновой предусмотрена одна черновая реверсивная клеть. На современных станах она универсальная.
Остальное оборудование аналогично непрерывному ШСГП, но в чистовой группе применяют 6 клетей, а группа моталок обычно одна.
Комбинированные станы характеризуются тем, что в качестве черновой группы применяют двухклетевой ТЛС, потом имеется шлеппер для передачи толстых листов на участок отделки, тоже аналогичный ТЛС.
После промежуточного рольганга установлена шестиклетевая непрерывная группа клетей.
Характерно то, что бочка валков черновых клетей больше, чем чистовых.
Отводящий рольганг и моталки расположены как на полунепрерывном ШСГП.
Основное достоинство комбинированных станов – широкий сортамент продукции (обычно по толщине 2-50 мм, по ширине 1000-2500 мм).
Основной недостаток станов этого типа – недостаточная загрузка оборудования, как при прокатке толстых, так и тонких листов.
В связи с этим, комбинированные станы перестали строить уже более 30 лет назад, но построенные в основном работают.
В России имеется два таких стана.
3/4-непрерывные станы характеризуются наличием вертикального окалиноломателя, реверсивной универсальной клетью и двух- или трехклетевой непрерывной подгруппой. Всё остальное оборудование – как на непрерывном ШСГП.
Окалину по технологической линии ШСГП взламывают в горизонтальных и вертикальных окалиноломателях, а также сбивают в гидросбивах высокого давления (первичную), вторичную – перед чистовой группой клетей в горизонтальных окалиноломателях или в гидросбивах (см. раздел 7).