

2.4. Проектирование отделочного производства
2.4.1. Трудоемкость отделочных работ
Проектная трудоемкость определяется по нормативам времени на окрасочные работы: по числу производственных рабочих; по заводским данным с ужесточением в зависимости от принятого технологического процесса (прил.47-56).
Эти нормативы определяют удельную трудоемкость, т.е. трудоемкость на 1 м2 окрашиваемой поверхности. В них учтены затраты времени на оргтехобслуживание рабочего места, отдых и личные надобности, а также подготоваительно-заключительные работы. Это время в нормативах дополнительно и составляет 20% удельной трудоемкости.
При использование нормативов проектную трудоемкость устанавливают по формуле
ТП = ТУ П/60,
где ТУ-удельная трудоемкость, мин/м2; П-площадь окраски, м2.
При автоматизированной окраске (струйным обливом, в электростатическом поле и др.) в процессе окраски рабочий участвует как оператор, обслуживающий оборудование. Число операторов определяют по числу мест обслуживания. Трудоемкость при этом равна:
ТП = РП FрД,
где РП- число производственных рабочих; FрД – действительный годовой фонд времени рабочего, ч.
Когда отсутствуют данные о поверхности окраски изделия, используется фактическая трудоемкость завода.
Тф = 100Тн/Кв,
Тп = Тф Ку,
где Кв – коэффициент, средний процент выполнения норм выработки; Ку – коэффициент ужесточения, учитывающий применение в проекте более прогрессивной технологии.
2.4.2. Состав работающих и численность рабочих
Производственные рабочие: пульверизаторщики, шпатлёвшики, шлифовчики, мойщики, операторы обслуживания установок струйного облива и электроокрасочных камер.
Количество производственных рабочих (маляров, шлифовщиков) определяют по числу единиц оборудования или числу рабочих, для обслуживания каждого агрегата, или делением трудоемкости годовой программы на фон; времени рабочего.
Рпр= ∑T/FрД,
где ∑Т-трудоемкость годовой программы.
Трудоемкость принимают по фактической трудоемкости изделия- аналога.
ТПР=ТфКу,
Ку - коэффициент ужесточения определяется па основании сопоставления времени удельной трудоемкости каждой технологической операции принятой в проекте и существующей на предприятии.
Тф=100Тн/Квн,
где Тн - действующая за последние месяцы трудоемкость, нормо/ч; Квн - средний процент выполнения норм выработки (1,05-1,2).
При поточной форме работы число производственных рабочих принимают по числу рабочих мест.
При укрупненных расчетах численность производственных рабочих устанавливают по технико-экономическим показателям ранее выполненных проектов: по годовому выпуску продукции на одного производственного рабочего е штуках, квадратных метрах или тоннах; по трудоемкости окраски одного изделия или одной тонны изделий в чел-ч.
Инженерно- технические работники (ИТР), счетно-конторский персонал (СКП) и младший обслуживающий персонал (МОП) принимают в процентах по отношению к общему числу рабочих (производственных - Рпр и вспомогательных Рв).
В первую смену работает РПР (50%), Р„ (65-70%), ИГР (65-70%).
При численности производственных рабочих Рпр до 50 число вспомогательных рабочих Рв составляет 30-35% от числа производственных рабочих . Контролеры технического контроля (ОТК) 8%. Служащие (ИТР, СКП) и МОГ соответственно 10%, 1-2% и 1% от общего числа рабочих (Рпр+ Рв).
В первую смену работает Рпр. (50%), Рв (65-70%), ИТР (65-70%).
2.4.3. Оборудование
Основное оборудование окрасочных цехов (отделений) это оборудование дни окраски и сушки.
При окраске изделий применяют полностью или частично закрытые распылительные камеры или кабины, снабженные вентиляционными агрегатами.
При выборе конструкции камеры учитываются размеры окрашиваемой детали. Для окраски мелких изделий применяют распылительные кабины, а для деталей и изделий средних размеров - распылительные камеры.
По характеру загрузки-выгрузки окрашиваемых изделий камеры делятся тупиковые и проходные с конвейерами или непрерывного, или периодическою действия.
Камеры оборудуют только вытяжкой вентиляций. По характеру движения отсасываемого воздуха камеры бывают с поперечным, вертикальным и продольным отсосом воздуха.
И состав окрасочной камеры входит краскораспылительная аппаратура (Пистолет, красконагнетагельный бак, очиститель воздуха).
Расчет требуемого количества окрасочных камер приведен ранее п.2.3.3.
Количество ванн для окраски окунанием:
C0K0K=n3T/Fод
Т- время на окраску одной загрузки деталей; n3 - число загрузок в год, раз.
Сушильные камеры представляют стальной каркас, обшигый теплоизоляционными панелями. Панель - это металлический щит с двойными стенками, пространство между которыми заполнено теплоизоляционным материалом.
По способу загрузки камеры делятся на тупиковые (периодического действия) и проходные (конвейерные непрерывного и периодического действия).
Более известны тупиковые камеры. Изделия загружают на напольные тележки или подвески. При сушке изделие неподвижно. Нагрев воздуха паром, электричеством.
Количество камер периодического действия определяется из следующего выражения:
Сск= NCM tCM /g Тсм К3,
где NСM - сменная производственная программа, м2 (шт); Тсм - длительность смены, ч; g - количество одновременно загружаемых деталей, шт; tcм - время сушки одной загрузки; К3- коэффициент использования камеры.
Количество вспомогательного оборудования определяется по трудоемкости соответствующих операций.
2.4.4. Вспомогательные службы лакокрасочного производства.
К вспомогательной относятся площади занятые вспомогательными службами (инструментальной, ремонтной, складами, магистральными проездами).
Вспомогательными службами окрасочного производства являются крас приготовительное отделение, лаборатория и склады.
В краскоприготовительном отделении выполняют работы по разведению красок до рабочей вязкости, а также готовят по спецзаказам тертые краски, шпатлёвки.
В зависимости от объёмов производства отделение проектируется с ручной или механизированной раздачей смесей на рабочем месте. В первом случае в бидонах и бочках, во втором - по трубам.
Централизованная подача обеспечивает сокращение потерь краски, постоянный контроль вязкости, снижение трудоёмкости работ по приготовление подаче краски, но целесообразна при больших расходах красок, необходим для их непрерывной циркуляции по трубопроводам.
Отделение оборудуется системой пожаротушения, обеспечивающей заполнение помещения паром в течение 5 минут.
Лаборатория проводит контроль поступающих от поставщиков лакокрасочных материалов, а также разведённых лаков и красок, приготовленных в краскоприготовительном отделении.
Размещается рядом с краскоприготовительным отделением в изолированном помещении и имеет отдельный выход из здания.
Оборудование: специальные столы, вытяжные шкафы и система приточно- вытяжной вентиляции. Оснащена лаборатория контрольно-измерительными приборами для проверки и испытания ЛКМ.
Оснащение, размеры и планировка типовой экспресс-лаборатории окрасочного цеха дона на рис. 1.
Склады. В раздаточных кладовых хранят запас JIKM, но не более 1-2 суточной потребности в целях пожарной безопасности. Остальные запасы хранят специальных складах в зоне складских зданий. Имеется склад деталей или изделий подлежащих отделке и склад готовой продукции. Площадь складов должна быть определена по габаритам изделий, количеству изделий, находящих по нормам хранения на складе, способу складирования (например, в стопах) и транспортным средствам.
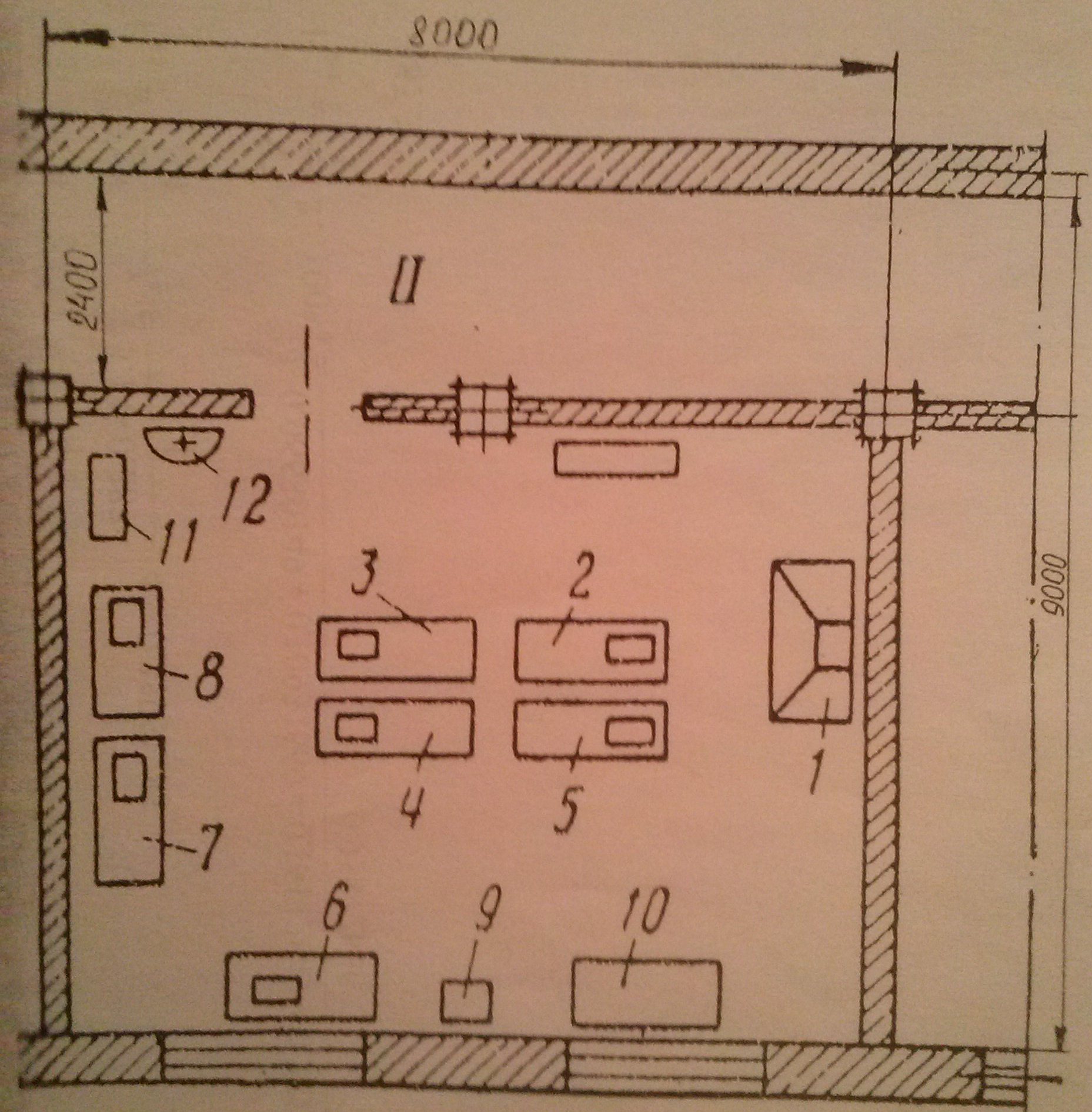
Рис.1. План лаборатории лаков и красок
I - вытяжной шкаф, 2 - прибор для испытания на истирание красок; 3 вискозиметры; I вискозиметр-воронка; 5 - прибор для определения прочности покрытий; 6 - прибор Пии определения степени высыхания; 7 - прибор маятниковый для проверки твердости; К установки с рефлекторными лампами для сушки покрытий; 9 - весы; 10 - стол; 11 - шкаф; !2 - раковина умывальная