

2.2.5 Види робіт, що виконують на зубооброблюваних верстатах
При зубонарізанні розрізняють два основних методи профілювання бокових поверхонь зубців зубчастих коліс: копіювання та обкочування (огинання). При методі копіювання використовується інструмент, ріжуча кромка якого співпадає за формою з профілем западини зубчатого вінця, наприклад модульна фреза (дискова – рис. 2.13, а або кінцева – рис. 2.13, б) переміщається вздовж западини циліндричного колеса 2, в кожен момент часу, залишаючи відбиток своєї форми. Після обробки однієї западини заготовку повертають на крок (рух розподілу) і обробляють наступну западину.
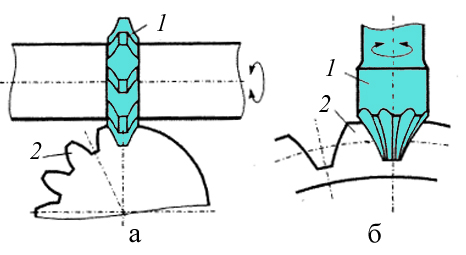
Рисунок 2.13. Схема нарізання зубчатих коліс методом копіювання:
а –дисковою модульною фрезою, б) – пальцевою модульною фрезою
Даний метод має свої недоліки: профіль зуба залежить від модуля і числа зубців колеса. Для точної обробки кожного колеса потрібна своя фреза. Тому необхідний великий набір складних фрез, що практично обмежуються набором з 8 або 15 фрез для кожного модуля. При цьому однією фрезою нарізують колеса з різним числом зубців (у деякому інтервалі). Найменше з коліс інтервалу виходить з правильним профілем, інші колеса - не точно. Метод копіювання малопродуктивний.
Плюс методу копіювання - простота устаткування. Обробку можна вести на горизонтально- і вертикально-фрезерних верстатах з використанням ділильної головки. При зубонарізанні на горизонтально-фрезерному верстаті зазвичай використовують дискову модульну фрезу, а на вертикально-фрезерному - кінцеву модульну фрезу.
Метод копіювання використовується в одиничному виробництві, частіше при ремонтних роботах. Спеціальні зубодовбальні верстати з різцевою головкою забезпечують дуже високу продуктивність, їх застосовують в масовому виробництві.
Найбільш поширений метод – це метод обкочування. В цьому випадку ріжучий інструмент і заготовка обкочуються подібно ланкам зубчатої передачі.
При нарізанні зубчастих коліс методом обкочування (огинання) профіль ріжучих кромок інструмента не збігається з профілем зубців колеса, що нарізається, а відповідає профілю зубців деякого зубчастого колеса або рейки, які називаються «похідним» колесом або рейкою, з якими колесо, що нарізається, знаходиться в зачепленні. Нарізають зубці зубчастих коліс за методом обкочування спеціальними інструментами на зуборізних верстатах, найпоширеніші з яких це: зубофрезерні, зубодовбальні та зубостругальні верстати.
На зубодовбальному верстаті довбач 1 (рис. 2.14, б) і заготовка 2 відтворюють зачіплення циліндричних коліс. У верстаті рух об'єкту (узгоджений рух довбача і заготовки) є складним формоутворювальним рухом, який призначений для створення форми зуба в поперечному перетині евольвенти. Щоб видалити матеріал із западини оброблюваного колеса на торці довбача по всьому контуру створюють ріжучі кромки, а довбачу надають поворотно-поступального руху, який є також формоутворюючим рухом і служить для отримання форми зуба по довжині. Довбачом можна нарізати зубчату рейку. Для цього рух, утворюючий профіль зубця, повинен складатися з обертання довбача і узгодженого з ним прямолінійного руху рейки. Ріжучою рейкою (гребінкою) 1 нарізають циліндричні колеса 2 (рис. 2.14, а).
При фрезеруванні зубців на зубофрезерному верстаті, як інструмент використовується черв'ячна модульна фреза. При такому методі зубонарізання для одержання циліндричного зубчастого колеса, окрім головного обертового руху, фрези 1 (рис.2.14, в) потрібно надати також вертикального переміщення подачі, а заготовці (майбутньому циліндричному зубчастому колесу 2) - примусового обертового руху, узгодженого з обертанням фрези так, ніби вони (заготовка і фреза) були у нормальному зачепленні.
Метод обкочування відрізняється високою продуктивністю і точністю. Перевага методу обкочування - універсальність ріжучого інструменту: при одному модулі одним інструментом теоретично можна отримати зубчаті колеса з різним числом зубців.
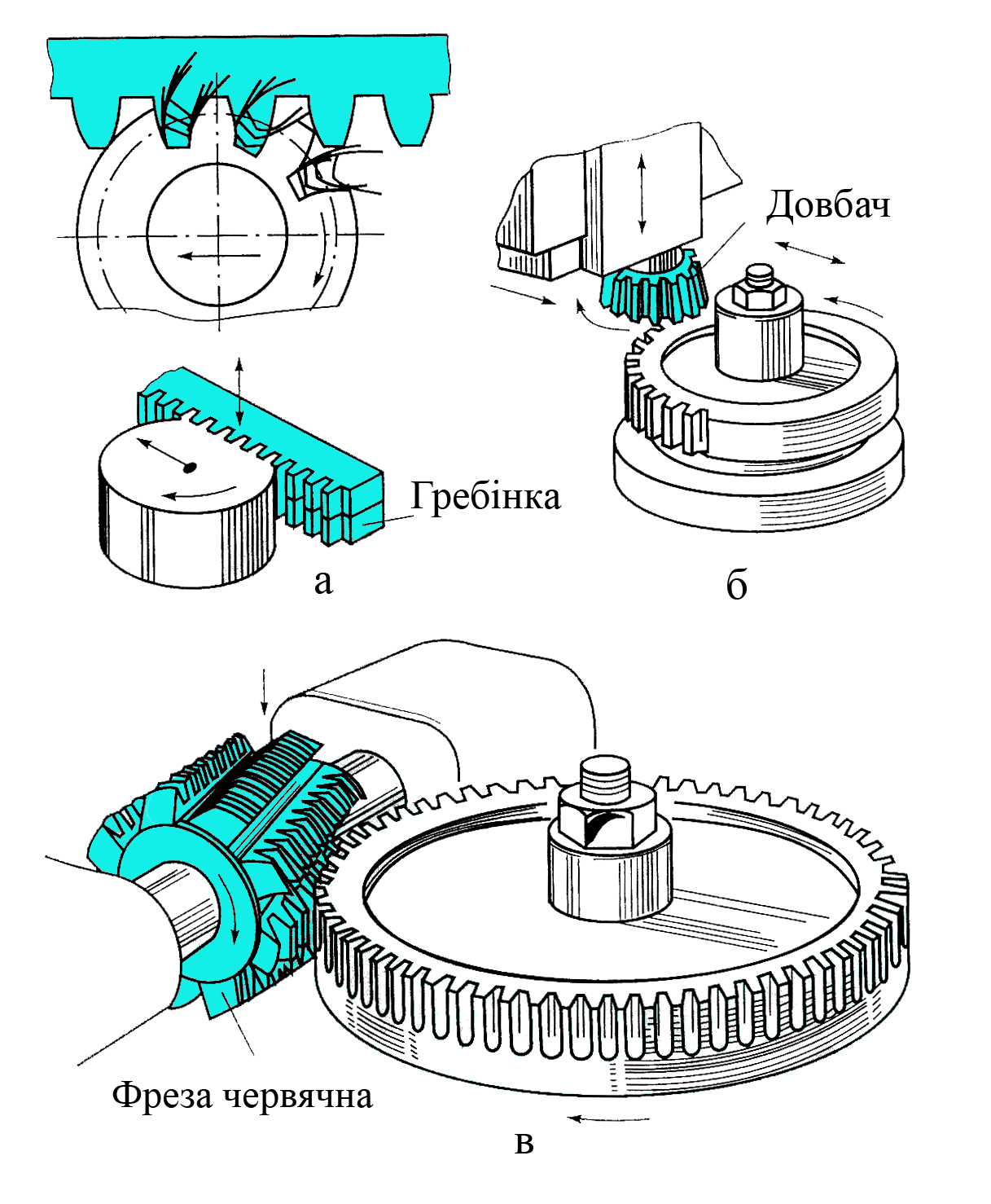
Рисунок 2.14. Схема нарізання зубчатих коліс методом обкочування:
а) – гребінкою; б) – довбачом; в) – черв'ячною фрезою