

5. Өндiрiстiк роботтардың жұмысшы мүшелері
Қазiргi уақытта құрған және өндiрiстiк роботтарды әр түрлi жұмысшы мүшелердi үлкен сан пайдалануда болады. Үлгi олардың алуантүрлiк және құрылым екi негiзгi жағдайлармен анықталады:
1 ) объектiлер, дайындамалардың өлшемдi түрлерiнiң үлкен санымен және робот манипуляция жасауы керек болатын бұйымдар
2 ) жұмысшы мүше әр түрлi физикалық әрекет ету қағидаттарымен.
(дайындама және бұйым) объект әр түрлi өлшемдер, пiшiндi, массаны, материал иемдене алады және түрлi физикалық қасиеттермен ие болу. Әдеттегiдей, міндеті кездесетiн өндiрiстер алуантүрлiгi бәрi қамтамасыз ете алмаған бiр үлгiдегi жұмысшы мүшелердi өте шектелген теру қазiргi өндiрiстiк робот, нақты шарттар үшiн жұмысшы мүше сондықтан өндеуге жинақтал кәсiпорында тiкелей болып келедi.
Көптеген кәсiпорындарға өндiрiстiк роботтарды пайдаланудың тәжiрибесi, бұл мiндеттiң көрсет әбден қиын көрсеттi. Қазiргi уақытта қалыптасады және жаңа ғылыми бағытты интенсивтi түрде үдетедi - өндiрiстiк роботтарды технологиялық жабдықтың құрал-жабдықтары жобалауды автоматтандыру. Бағыт бұл алгоритмдарды әзiрлеудi ескередi және эем, (оңтайлы ) тиiмдi нұсқаларды анықтамада шешiм міндеті үшiн бағдарлама және жобалаудың өнiмдiлiгiн маңызды жоғарылау.
ПР жұмысшы мүшелерге алыну үшiн қолайлы (ЖҚ ) басып алу құрылғыларын жатады және бөлшектiң ұстап қалуы немесе бұйым. Оған жалпы сипаттың талабының көрсетедi және нақты жұмыс iстеу жағдайларымен байланған арнаулы. Талап сөзсiз: басып алудың сенiмдiлiгi және объектiнiң ұстап қалуы ; негiздеудiң тұрақтылығы ; зақымданудың жол бермеуi немесе басып алудың объектiлерiн қирату.
Жабдық қолдануының бiрнеше бiрлiктерi қызмет көрсетуiнде бiр өндiрiстiк роботымен кең дипазонды ЖҚ немесе автоматты алмастыру олардың шешiм жалғыз ғана мүмкiн болатын мүмкiн көрсетсiн, әсiресе егер әр түрлi кескiндердiң (бөлшек ) дайындамасын бiр мезгiлде жұмыстанады және масса. Өнiмдi топтап шығару шарт жұмыс iстейтiн ПР басып алу құрылғыларына сондықтан қосымша талаптардың көрсетедi: (басып алуын мүмкiндiгi және массасы, өлшем олардың кең диапазонында бөлшектерiн негiздеуi және пiшiндер) кең дипазондылық ; жақын орналасқан бөлшектердi басып алудың қамтамасыз етуi ; мұздық және алмастырудың тездiгi. Бiр қатар жағдайда оның массасы байланысты объектiнiң ұстап қалуын күштiң автоматты өзгерiсi керек.
Құрылым ЖҚ, қабiлеттi басып қалуға соңғы кезде жасалады және орналасқан объектiлердi бағыттамаған орналастыру.
Қазiргi ПРлерге нақты технологиялық үдерiстердi орындау үшiн деп аталатын технологиялық жұмысшы мүшелерi қолайлы жиi қолданылылады. Мысалы, оған түске бояу үшiн балқумен, тозаңдатқыш доғалы пiсiру үшiн түйiспелi нүктелiк пiсiру, шiлтерi үшiн кенелердi жатады және тағы басқалар.
ПР бол жұмысшы мүшелер бәрi қамтыр едi жiктеудi жасасын, қиын өте, және одан басқа, ол керексiз дағарадай болар едi.
На рисунке 5.1 приведена классификация основных типов рабочих органов, а ниже дана их характеристика.

Сурет 5.1. Өндiрiстiк роботтарды жұмысшы мүшелерiн жiктеу
Қысатыны губкалар, саусақтар, кене жұмыс элементтерiн арқасында кинематиялық әсерге бөлшек ЖҚ ұстап қалады және үйкелiс д.) өйткенi күштердiң көмегiмен немесе жабатын күштер.
Притяжные объектiге күштiк әсерi пайдаланудың арқасында әр түрлi физикалық қағида ЖҚ қамтамасыз етедi. Вакуумдық ең жайылған және магниттi ЖҚ.
Тағайындау олардың байланысты ПРы жұмысшы мүше бағдарлайтын ауысуларды орындау үшiн қосымша тетiктермен жабдықтала алады және құрылғы бұрғылайтын гайковерт кейбiр технологиялық операциялар және др.).
Басып алу құрылғылары жұмыс позицияларын сан бойымен однопозиционныелерге бөлiседi және көп позициялы, ал басқарудың мiнезi бойымен - келесi төрт тобында.
Тұрақты магниттермен басқарылмайтын ЖҚ немесе вакуумдық жабыстырғыштарымен ықтиярсыз сиретiлусiз. Объектiнiң алуы үшiн мұндай ЖҚ күш көбiрек басуға талап етедi, қарағанда оның ұстап қалуы үшiн.
Командалығы басып алуға әмiр арналған ғана ЖҚ жүргiзiледi немесе объектiнiң түсiруi. Оған такт арқылы iске қосылатын тоқтатушы механизм жабдықталған серiппелi жетекпен құрылғысын жатады.
Жесткопрограммируемые өндiрiстiк роботты санмен көрсетiлген бағдарламалы басқаруды жүйе ЖҚ жүргiзiледi. Жұмыс элементтерiн губкалар, өзара орналастырылу ауысу және бойымен мүмкiн жүзеге асырылатын құрылғыларындағы қысқыштың күшi берiлген бағдарлама байланысты өзгертедi, да қосалқы технологиялық тетiктердi жұмыспен басқару.
Адапттивтi ЖҚ - бұйымның пiшiнi сыртқы ақпараттың әр түрлi көрсеткiш жарақтанған программалалатын құрылғылар және беттiк күй, объектiнiң массасы, қысқыштың күшi және п.) өйткенi.
Мысалы, мысалға, басып алу құрылғылары бәрi өндiрiстiк роботын қолына бекiтуiн мiнезi бойымен төрт тобында бөлуге болады: ауыстырылмайтын - алмастыруы ескермейтiн ; (мұндай құрылғыларды бекiту беттi болттардың көмегiмен, шапшаң алмастыру олардың ескермейдi) роботтың қолына бекiту үшiн негiзгi беттерi бар ауысымды-дербес түйiн роботтың құрылымның ажырамас бөлiгiнiң болып табылатындары, ; жылдам сменалық емес, әйтеуiр, түр - жұмысшы мүше байонет құлыбының арнаулы тетiктерiн көмекпен бекiнедi, және тез алмастырыла алғанында: - автоматты түрде алмастырылатын автоматты алмастыру олардың iске асыруға рұқсат беретiн тетiктер жабдықтағанында.
5.1 Қысып басып алу (механикалық ) құрылғылары.
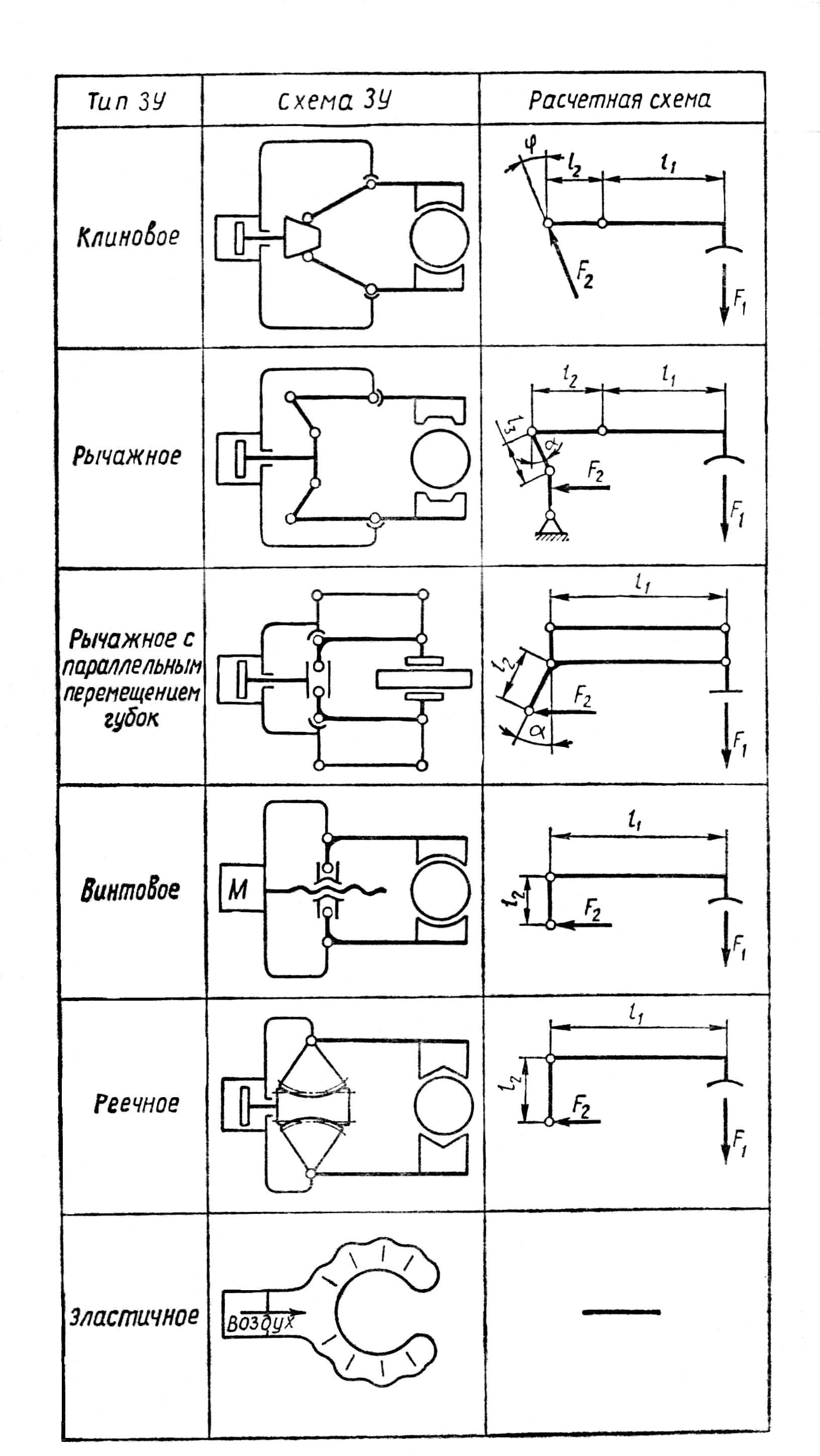
Өндiрiстiк робот құрастыруда қысатын ЖҚ бөлшектiң нақты түрi ескеруге керек немесе пiшiндi, (механикалық ) қысатын басып алу құрылғылары, материал тетiктер топ, және технологиялық үдерiстiң шарты. Бұл ретте маңызды белгiлер - бөлшектiң ұстап қалуын дәлдiк қажеттi және губкаларда ықтимал күш. Аталған пiкiрлер және кинематикалық сұлба басқа конструктивтiк параметр айырмашылығы болатын әр түрлi қысатын басып алу құрылғыларын үлкен сан қазiргi уақытта ие болған бұдандарға алып келедi. Әдеттегiдей, қысатыны көмекпен пневматикалық ЖҚ қозғалыста тура келедi немесе негiздеу олардың орналасқан пневмогидравликалық жетек. Қысатын басып алу құрылғыларын түрлерi 5.1 әкелiнген кейбiр кең таралғандары кестедеге және есептiк сұлба олардың.
Мысалы, басып алу үшiн икемдi қысатын ЖҚ арналған және электр шамының оңай деформацияланатын бұйымдарын ұстап қалу, және бiрнеше қалған механикалық ЖҚ ерекшеленедi. Құрылғы бұл ауа қысыммен әрекетке тура келедi.
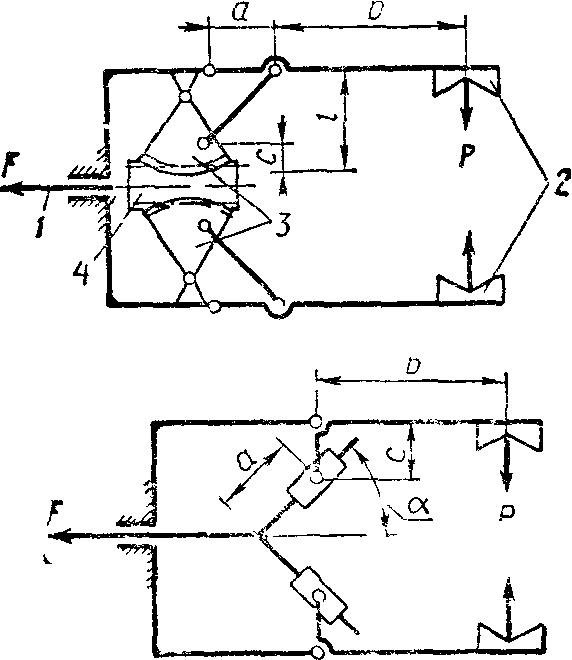
Кесте 5.1. Основные типы зажимных захватных устройств и их расчетные схемы
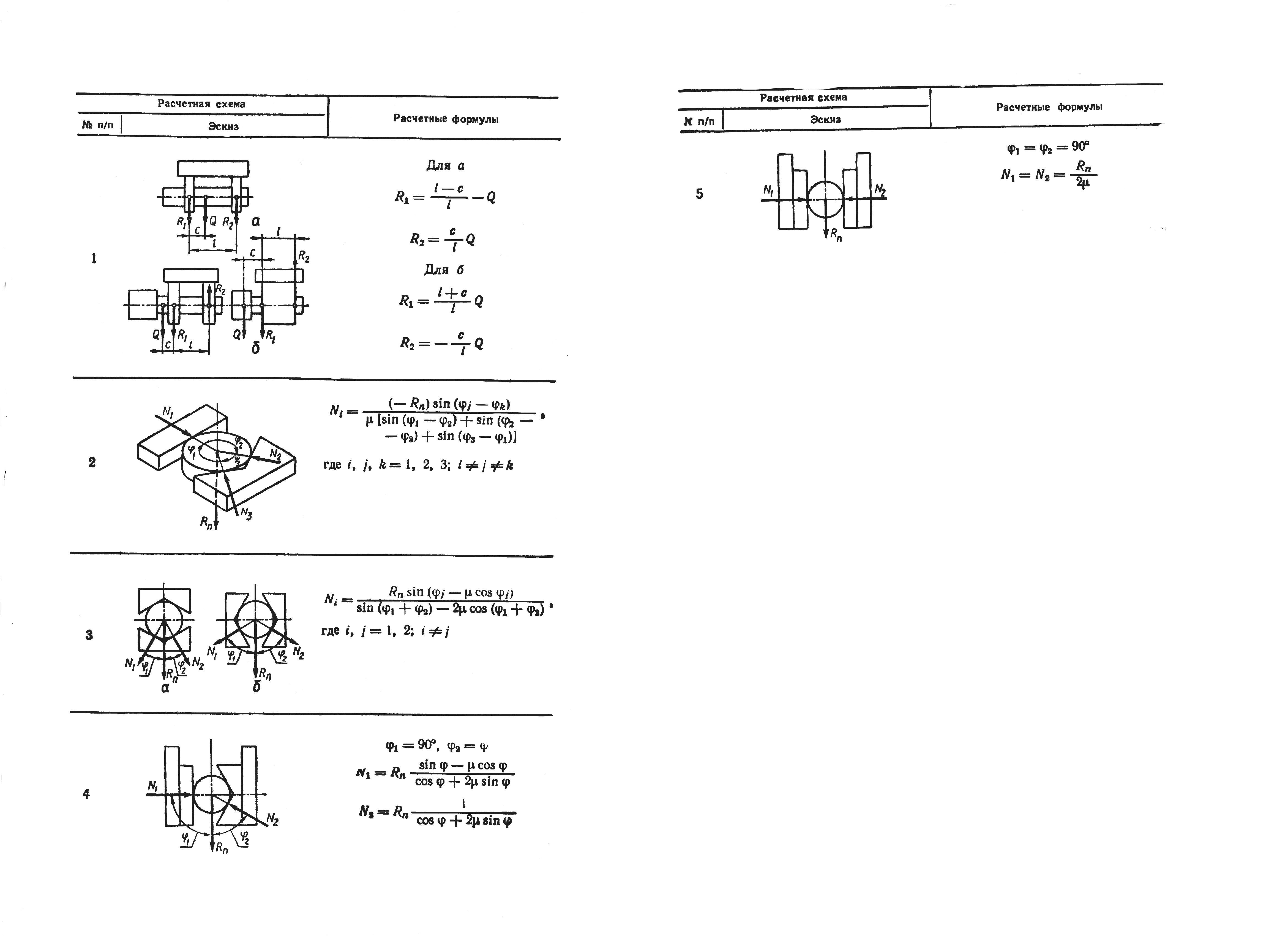
Қысатын басып алу құрылғыларын есептеу қосады: күштер, қолданыстағы дайындаманың түйiспесi орындарындағын табылу және губка ; жетектiң күштерiн анықтама ; бөлшектiң бет жағының зақымданулардың жоқтығының тексерiсiн басып алуда ; (машин бөлшектердi есептеудiң әдiстемелерi бойымен) құрылғының бөлшектерi берiктiк есебу. Күш, қолданыстағы басып алу құрылғысын түйiспе орындарындағы манипуляция жасаудың объектiлерiмен, кестенiң формулаларына арналған 5.2 есеп айырысады.
Объектiлердi ұстап қалудың келесi сұлбалары механикалық ЖҚ танып бiледi:
- бөлшек губканы сүйейдi ; үйкелiс күшi 5.2);-шi 3 таб сұлба бөлшектiң ұстап қалуын тетiктерге аз әсер етедi
- бөлшек 5.2);-шi 4 таб сұлба үйкелiс күштерiнiң әсерiне шектелген күйiнделердiң губкаларының арқасында жабатын әрекетiне жығылмай тұрады
- бөлшек сұлба үйкелiс күштерiмен 2 жығылмай тұрады және 5.2)-шi 5 таб.
Iс жүзiнде жанында 5.2)-шi 2 таб (см. сұлбаның суреттеп айтылған жағдайларын тiркесiм орын алатын басып алу құрылғылары күрделi жүктеудiң әдетте ұшырасады. Жүктеменiң мiнезi объектiнiң манипуляция жасауын процесте бұл ретте ЖҚ және бөлшектiң ұстап қалуын сұлба өзгерте алады. Сондықтан есептеу жүктеудiң сыни жағдайы үшiн хабар алу тиiстi. Жүктеменiң губкаларының шеткi қималарына симметриялық емес салмақты үлестiрудi жағдайда енiн бойлай 5.2-шi 1 таб сұлба сәйкес анықталады.
Басып алу құрылғыларын жүк көтергiштiк Ra10 қалыпты сызықты өлшемдердi қатар мағыналардың бiрлерi сәйкес келуi керек (ГОСТ 6636-69): 1,0; 1,2; 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,3; 8,0; 10; 12; 16; 20; 25; 32; 40; 50; 63; 80; 100; 125; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500; 3200; 4000; 5000; 6300; 8000 мм.
Әр түрлi материалдар үшiн дайындамамен басып алудың губкалары үйкелес еселiктерi 5.3-шi кестеде арналған таңдайды.
Жетек ЖҚ дамытылатын күш жағдай әйтеуiр формула бойымен анықталады
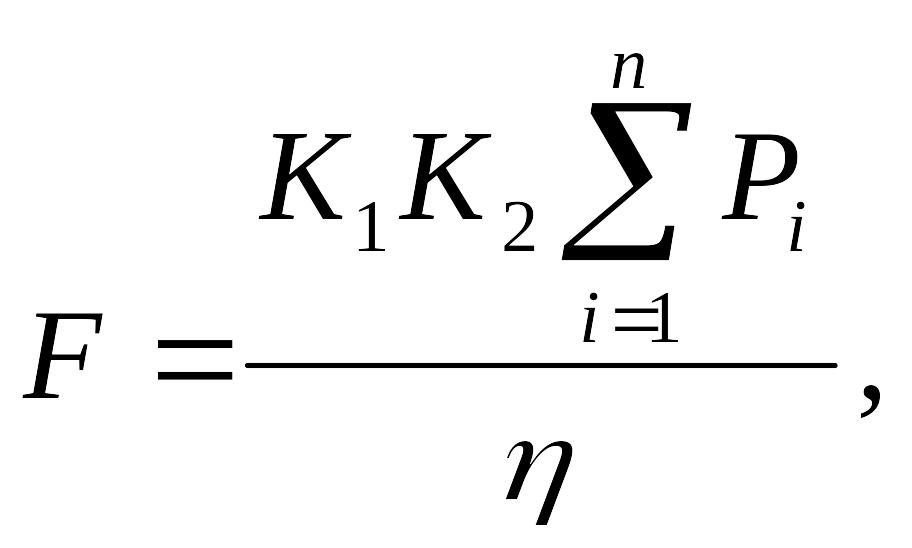
мұндағы К1- сақтық еселеуiшi (К1 = 2...3);
К2- тетiктiң берiлiс еселiгi;
Pi - i-шi губкада қысқыштың күшi
n- басып алудың губкаларының саны;
![]() -
тетiк пайдалы әрекет еселiгi.
-
тетiк пайдалы әрекет еселiгi.
Жетек дамытылатын күштiң симметриялық губкалары үшiн формула бойымен анықталады
![]()
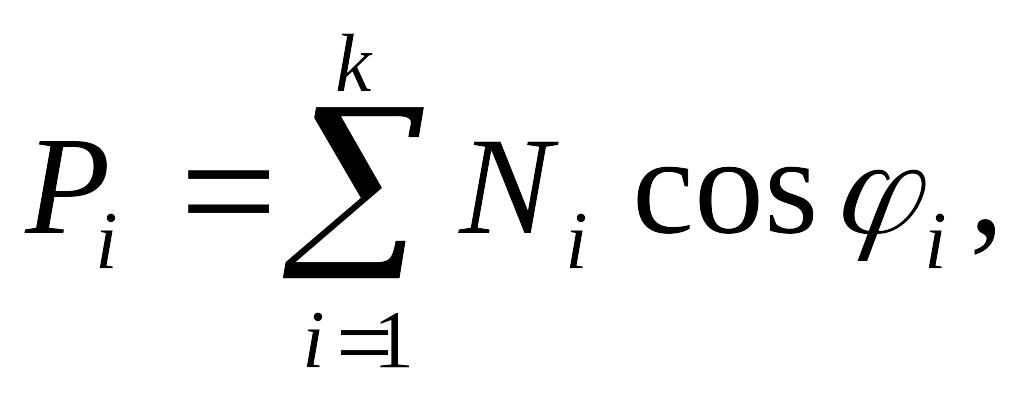
Схватаның i-шi губкасында қысқыштың күшi формула бойымен есептеуге болады
Кесте 5.2. Басып қысатын және алу құрылғылары сұлба есептеу формулалары
Есептiк сұлба |
Есептеу формулалары |
|
№ п/п |
Эскиз |
|
1 |
|
|
2 |
|
|
3 |
|
|
4 |
|
|
5 |
|
|
Кесте 5.3. Әр түрлi материалдар үшiн дайындамамен басып алудың губкалары үйкелес еселiктерi
Жапсарлас бет жақтары |
μ |
Ағаш резеңке бойымен |
0,8 |
Болат бойымен болат: |
|
Шынықтырылмаған ысқыш үшiн кертусiз 45, 50 болаттардан |
0,12…0,15 |
56НКСэ болғанда болаттардан өткiр кертуiмен шынықтырылған ысқыш үшiн 65Г, 60С2, 48А, У10А |
0,3…0,35 |
Жез бойымен болды |
0,12 |
Резеңке бойымен шыны |
0,6 |
Дуралюмин бойымен болды |
0,1 |
мұндағы N i - байланысу күшін анықталуға арналған формула 5.2 кестеде;
- түйiсу бұрыш;
k- түйiспенiң нүктелерiнiң саны.
K2-шi еселiк басып алу құрылғысы таңдалған типтiк сұлба сәйкес есетеледі (кесте 5.1). Есептеудiң типтiк сұлбалары әкелiнгеннен мысалға бiрi үшiн K2-шi анықтама.
Мысал. (1-шi 5.4, нұсқа таб) басып алу құрылғысын типтiк сұлбаның есептеуiн қарап шығамыз. Себебi құрылғы симметриялық, онда губкалардың бiрлерiнiң жүктеуiн сұлбаны қараймыз.
4-шi 1 жетек тартуға қатысты тақтайшасымен iлiнiсте болатын тiстi сектор 3 пен 2 қосылысқан тартуларды жұмыс губкалары. F жетек тақтайшаның ауысуының жанында 4 күштiң әсерiнен 2 орталыққа губкаларының тең бұрыштарына бұрылыста болады және манипуляция жасаудың объектiсiн басып алу.
Бөлшектiң аралығында байланысудың күшi есептеймiз және ұстап қалудың сұлбасы үшiн губка 3, ал 5.2-шi таб. Объект ретiнде манипуляция жасау m = 3 кг масса құрыштан жасалған цилиндрдың түрiнде бөлшекпен қабылдаймыз. Басып алуды губкалардың бiрлерiне реакциясы
![]()
мұндағы g- еркiн түсу үдеуi.
Басып алу құрылғысын жүк көтеру күш 32 Н.
Бөлшектiң аралығында байланысудың күшi және губка формула бойымен анықтаймыз 5.2 кестеде

Сонда
![]() аламыз
аламыз
Кесте 5.4. Механикалық басып алу құрылғылары есептiк сұлбалар
Вариантар номері |
Берiлiс механизмның түрi |
Есептiк сұлба |
ПӘК |
1
2
3
4
5
6
|
Рейкалы
Кулисалы
Губкалардың тұтқалы қатар орын ауыстырумен
Губкалардың рейкалы қатар орын ауыстырумен
Тұтқалы
Танап
|
|
0,94
0,9
0,9…0,95
0,94
0,9…0,95
0,9
|

Қысқыштың губкасында басып алу күшi
![]()
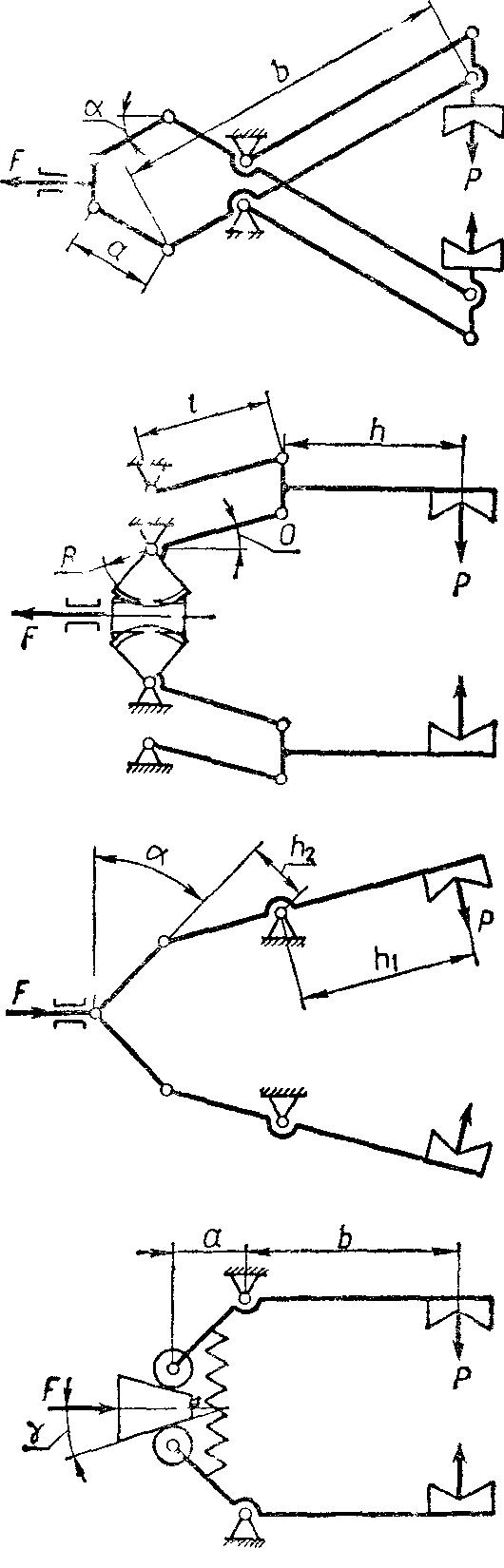
Құрылғының жұмысы істеп тұрғана буындарда пайда болатын күш 5.2суретте көрсеткен.
Сурет 5.2. Басып алу құрылғысын буында пайда болатын күш
Тетiктiң берiлiс еселiгi шарттан табуға болу
![]()
Бұл тәуелдiлiктi анықтама үшiн нүкте А жүйе тепе-теңдiк шарты қатысты жасаймыз (Сурет 5.2). Жалпы көріністегі сияқты болады
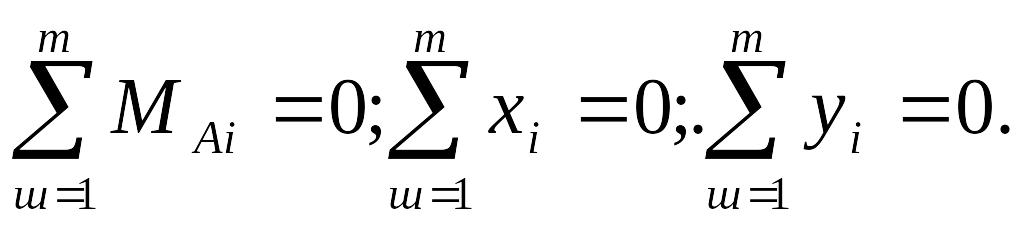
оны өйткенi. күш-жiгерлердiң проекцияларының холардың декарттық координаталарды кез келген таңдалған өстерiне сома және қасында және нүкте бұл күштердiң сәттерiн сома қатысты ал тең нөлге.
Жүйе Нүкте тепе - үшiн қатысты Ара мисал шартысы теңдiк болады сияқты ал қызыл
аламыз теңдеудi P жүйенiң Решивi қатысты және F, келесi
:
Өзгертудiң нәтижесiнде ие боламыз
![]()
Барлық типтiк сұлбалар үшiн берiлiс еселiктер К2 ЖҚ сол сияқты есеп айырысады.
Симметриялық губкалар үшiн формула бойымен b, c конструктивтiк параметрлерiн таңдаудан кейiн жетек дамытылатын күштiң есептеуiн өндiредi. әкелiнген мысалдар 5.5 кестедеге және басып алу құрылғыларын есептеу үшiн бастапқы мәлiметтерлер.
Кесте 5.5. Басып алу құрылғыларын есептеу үшiн бастапқы мәлiметтер
Бөлшек пiшiні
|
Бөлшек массасы, кг |
Бөлшек материалы |
Ұстап қалу сұлбасы |
Губкалардың материалы |
Басып қалатын бет жағының өлшемi. мм |
Куб |
0,5 |
Ағаш |
5 |
Резеңке |
100 |
Цилиндр |
2,0 |
Болат |
3 |
Болат |
60 |
« |
1,0 |
Жез |
4 |
« |
50 |
« |
0,3 |
Шыны |
2 |
Резеңке |
60 |
Куб |
4,0 |
Болат |
5 |
Болат |
80 |
Цилиндр |
0,6 |
Дюралюмин |
3 |
« |
40 |
Таңдалған конструктивтiк параметрлермен сәйкес ЖҚ, манипуляция жасаудың объектiсiнiң өлшемдерiмен және есептеудiң нәтижелерiмен құрылымның нұсқалы талқылауын өндiредi.
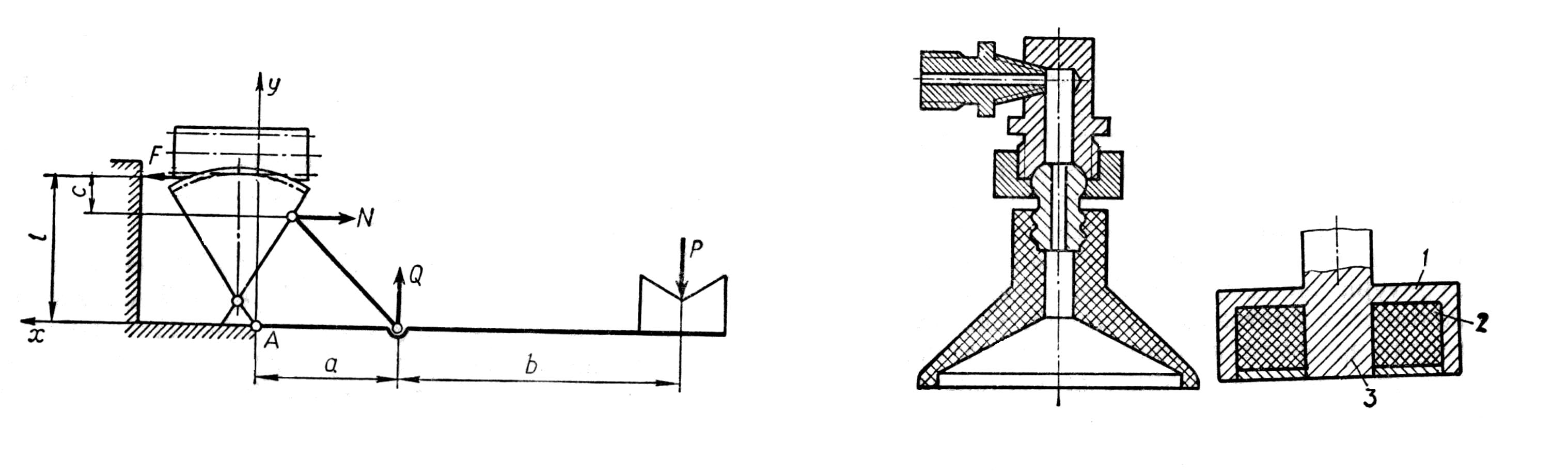
5.2. Басып алу құрылғылары тартылысы
Вакуумдық басып
алу құрылғылары. Мысалы, ұстап қалу үшiн
шыны және теледидардың кинескобы,
вакуумдық басып алу құрылғыларын
қолданылатын морт заттар (Сурет 5.3).
Оларда резеңке кең қоңышы қондыру өз
қамтамасыз ететiн шар тәрiздi қосылуда
нығыздалған және барлық кескiн бойымен
тығыз тiрелу. Негiзгi параметр - F басып
алуды күш - объектiмен аудан S түйiспенi
бағынышты болады және р,
Па (езу ) сиретiлу. F, H күш, формула бойымен
анықтайды
мұндағы D - кең қоңыштың саңылауын диаметр, см.
Сурет 5.3. Вакуумдық басып алу құрылғысын құрылымы
Мысал. Егер ұстау бiр жағынан ауа қысымы лықылдаса, ал басқа - сиретiлу 13 Па, т. е. форвакуум, онда кең қоңыштың саңылауын диаметрде D = 10 см аламыз

Белгiлеу керек, биiк вакуум орынсыз дегенiне жеткен, өйткенi F форвакуум күш алуынан кейiн азын-аулақ үлкеедi.
Электромагниттi басып алу құрылғылары магниттiк материалдардан объектiлердi басып алу үшiн пайдаланады. Бұл артықшылықтарға ЖҚ жақын ие болады: құрастыруда оңай және пайдалануда, арнаулы жетектер талап етпейдi, дестеге жапырақ материал басып қала алады.
Ең үлкен таралу домалақ электромагниттi ЖҚ алды (Сурет 5.4), тұратыны тұрқылар 1 және 3шi өзек электротехникалық бол 2-шi орауыш орналастырған сақиналы қуыс құрастыратын.
Сурет 5.4. Домалақ электромагниттi басып алу құрылғысын құрылым
Электромагниттердiң F басып алуын күш мүмкiн сөздердiң көмегiмен анықталынған болсын, Максвелл алынған формула негiзiнде:
тұрақты токтiң электромагниттерi үшiн
айнымалы токтiң электромагниттерi үшiн
Мұндағы: I - ток күшi, А;
N - орауыш орамдар сан;
µ- ауа магниттiк өтiмдiлiк, Гн/м;
S - жұмыс саңылауын аудан, см2 ;
![]() - жұмыс саңылауы,
мм.
- жұмыс саңылауы,
мм.
Соңғы кезде пайда болды және электрондық қолданылатын сорғалап ағатын басып алу құрылғылары белгiлi таралуды алды және жеңiл бұйымдарды ауысу үшiн құрал жасау өнеркәсiп.
5.3. Технологиялық жұмысшы мүшелер.
Түйiспелi нүктелiк пiсiру үшiн жабыстырғыштар. Түйiспелi нүктелiк пiсiру көп өнеркәсiпте кең қолданылылатын тәсiлдердi үлкен тобын бiрлестiредi. Ерекшелiк олардың негiзгi айырмашылық - механикаландыру қосындылар, биiк деңгей сенiмдiлiк және процесс автоматтандыру, жоғарғы өнiмдiлiк және өндiрiс мәдениет. 30 шақты барлық пiсiрме қосылыс түйiстiре пiсiрудi орындайды. Түйiстiре пiсiру қолдану облысы өте кең - ықшам жартылай өткiзгiш құрылғыларға ғарыш аппараттарыдан дейiн және пленкалы микросхемалар.
Нүктелiк түйiстiре пiсiру пiсiрiлетiн парақтар қысқан екi электродтармен жүзеге асырылады, және дәнекерлегiш ток содан соң өткiзедi. Дәнекерлеудiң уақыты кене дәнекерлеудiң циклдасы аяқталу 0, 5 бойымен станциясына 0, 01ден 0е дейiн параметрлердi қатар байланысты теңсел бұйымның басқа нүктелерiне тасысады, және процестi қайта қайталайды.
Шарттардағы жаппай және iрi сериялы өндiрiсi (көп электрод ) деп аталатын көп нүктелiк дәнекерлегiш машиналарды қолданылады. Дегенмен шарттардағы майда сериялы немесе мұндай қондырулар өнiмдi топтап шығару тиiмсiз және сондықтан пайдаланбайды. Өндiрiстiк робот тиiмдi қолданылу осы жағдайда экономикалық. Не лайықты белгiлесiн, тап түйiспелi нүктелiк пiсiрудi процестiң автоматтандыруынан өндiрiстiк роботтарды жеңiс жолы басталды. Және түйiспелi нүктелiк пiсiруде қазiргi уақытта, автомобилдiк өнеркәсiпте негiзiнен, 15 шақты жұмыс iстейдi...20 % барлық өндiрiстiк роботтар.
Үшiн орта өнiмдiлiк, робот нүкте 1 мин 20мен 50мен аралығындағы пiсiруi керек қамтамасыз ету. Дәнекерлеу роботтың қолында бекiнген арнаулы кенелермен жүзеге асырылады (Сурет 5.5). Кенелерге дәнекерлегiш токтi тұжырымдалады және су мұздатқыш электродтар. Мақсаты бар алюмини балқымаларынан кенелерi массаны барынша кiшiрейтуге жасайды және пневмогидравликалық жетек қамтамасыз етедi. Нақты пiсiрiлетiн тiгiстер байланысты және кене бұйымның пiшiнi әр түрлi пiшiндер иемдене алады және құрылымды.
Сурет 5.5. Түйiспелi нүктелiк пiсiру үшiн кенелер
Электрдоғалы пiсiру үшiн шiлтерi. Балқу электрдоғалы пiсiру - халық шаруашылығында кеңінен қолданылатын дәнекерлеу түрінің кең таралғаны. Мұндай доғалы пiсiрудiң әр түрлi жағдайы кеңiстiктiң жағдайларында қосылуды жылу қуатының биiк шоғырлануы, процестiң әмбебаптығы, орындау мүмкiндiгiмен ұғындырылады және шарттар, оңайлықпен, сенiмдiлiк және жабдықтың құны, қосылудың берiктiгiнiң тұрақтылығының қатысты тiзiмiмен. Соңғы годыларға шарттардағы күрделi бұйымдары доғалы пiсiру үшiн өндiрiстiк робот пайдалану мүмкiндiгi дара, майда сериялы пайда болды және өнiмдi топтап шығару.
Доғалы пiсiру үшiн өндiрiстiк робот үш негiзгi бөлiктерден тұрады: ауысу жұмысшы мүшенiң манипуляторы, басқару құрылғысы шындығында және технология және дәнекерлегiш аппаратура.
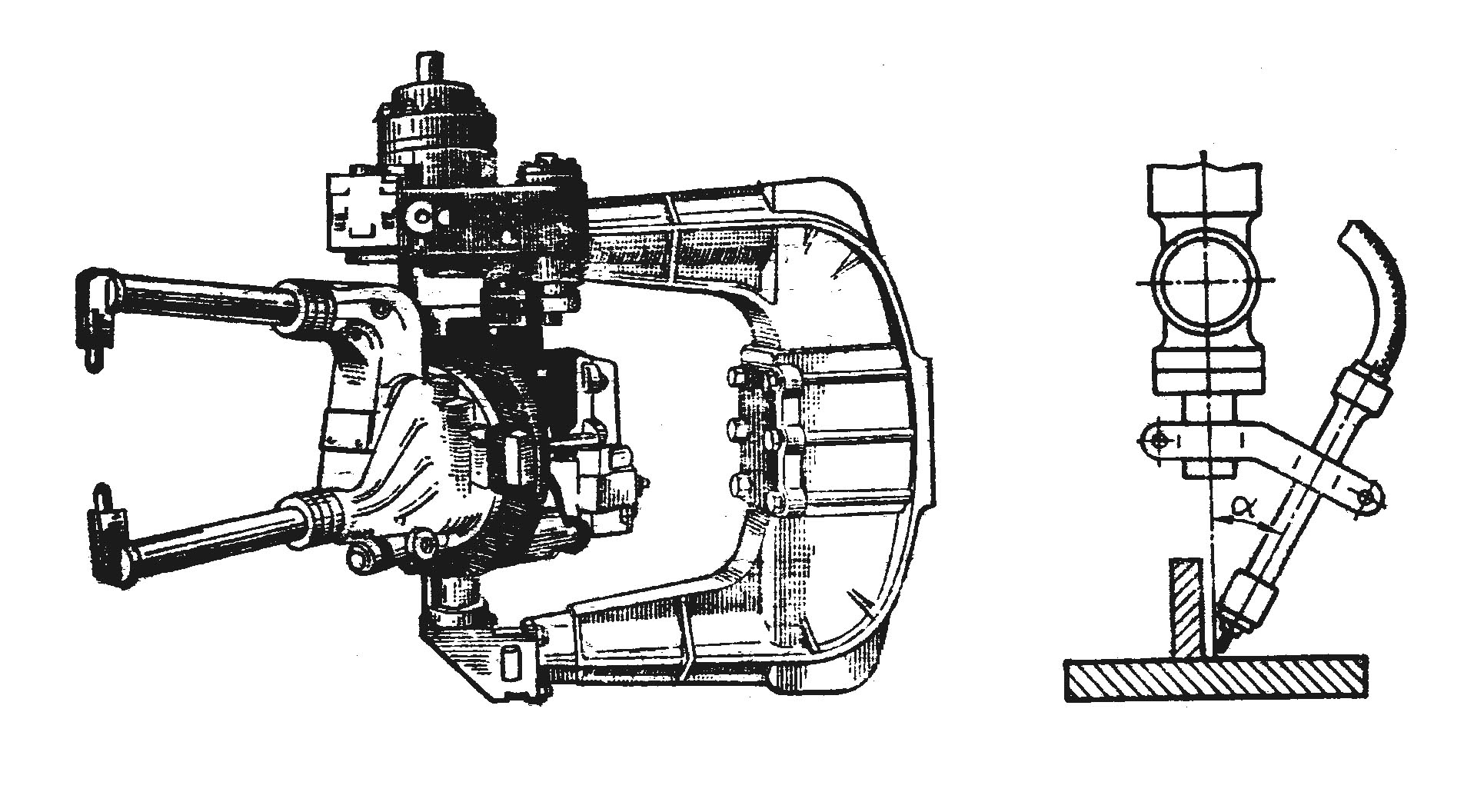
Дәнекерлегiш аппаратураның негiзгi элементтерiнiң бiрi - пiсiру жанарғы
(Сурет 5.6). Электрод қылдырығы, тиiстi ток, қорғаныстық газды одан кейiн әпередi және салқындатқыш су. Шiлтерiн құрылымның барлық салыстырмалы сыртқы оңайлығының жанында өте жауапты болып көрiнедi және күрделi құрылғы.
Роботтың қолында пiсiру жанарғының қондыруын ерекшелiк - роботтың (қол ) қолының өстерiне бұрышпен шiлтерiне көлбеуге рұқсат беретiн кронштейннiң бар болуы. Бұл сол үшiн керек, үшiн пiсiрiлетiн бөлшектердi жазықтыққа көлбеуi оны бұрышы өстерi шiлтерiнiң бұрылысы айнала өзгерiссiз қамтамасыз ету.
Сурет 5.6. Доғалы пiсiру үшiн шiлтерi
Бұл операция арнаулы тәсiлдердi көмегімен автоматты және құрылғылар түрінде жүзеге асыруы керек.
Әзiрлеу және доғалы пiсiру үшiн өндiрiстiк роботтарды жетiлген жұмысшы мүшелердi құрастыру - маңызды және күрделi мәселе әжептәуiр.
Өндiрiстiк роботтың қол орнатылатын түске бояулар үшiн тозаңдатқыш қол түске бояуының жанында қолданылатын кәдiмгi тозаңдатқыштардан ештеңемен принциптi ерекшеленбейдi. Бояу шағын езумен, ауаға шланг бойымен әпередi - 0, 4-шi езуiмен...0, 6 МПа. Бояудың беруiмен басқаруды электромагниттiк жетекпен арнаулы мысқалымен жүзеге асырылады. Электростатикалық өрiске түске бояу үшiн өндiрiстiк роботтың қолдануын мiндет қазiр возникла, бiрақ бұл емес ендi жатады, жұмысшы мүшенiң құрылым емес, «қоршаған ортаға».
Арнаулы құрал. Құрастыруға, өндiрiстiк роботқа жанында кезегi кейбiр технологиялық операцияларды орындау, первуюге үшiн бұрғылаудың орындауы, зенкермен өңдеу, жазу, жылтыратуы үшiн құрал орнатылған бола алады және бұл операциялар бәрi тағы басқалары және тиiстi құралдар машина жасауда жақсы жан-жақты зерттеген. Роботтар үшiн жұмысшы мүшелердi жасауда мұндай түрiндегi кейбiр ерекшелiктердi ескерiп, ортаға келтiрудiң мүмкiндiгi жеке алғанда ескеруге керек және қиғаштануларды шығару үшiн самоустановки және сыналау. Әр жеке жағдайда технологиялық үдерiстiң ерекшелiгiн ескеруi керек және бұйымның ерекшелiгi немесе бұйымдарды тобы.