

Разработка и анализ вариантов технологической системы для альтернативных вариантов ртп
Характеристика |
Расчётная формула |
Прокат-РТК. |
Литье-ГПС. |
1. Количество основного технологического оборудования, шт |
|
Принять 8
|
Принять 4
|
2.Кол-во вспомога-тельного оборудования,шт |
Исходя из М |
склад-1
6.Кран – 1. |
ПР – 1 |
3. Количество основных рабочих (операторов), чел |
|
R=29 |
R=10 |
4. Занимаемая площадь, кв.м. |
|
|
|
5. Капитальные затраты, тыс. $ |
|
|
|
6. Зарплата, тыс. $ |
|
|
|
7. Годовые приведенные затраты, тыс. $ |
|
|
|
8.Производительн-ть труда, тыс.шт/чел
|
PТр=N/R
|
PТр=80000/29=2758,6
|
PТр=80000/10=8000 |
9.Производительн-ть оборуд, тыс.шт/ед.
|
Pоб=N/M |
Pоб=80000/29=2758,6 |
Pоб=80000/12=6666,7 |
10.Структурная надежность |
Табл.19 |
0,948 |
0,921 |
11. К-т прост.в очер.к тр |
[6]ст.27-38 |
|
|
12. К-загрузки оборудования |
Kз=Мрасч/Мприн |
Кз=27б91/29=0,96 |
Кз=10,34/12=0,86 |
13. К-т использов.оборуд |
Kио= |
Кио=0,25 |
Кио=0,3 |
14. Длит.пр.цикла дет.,ч |
Тц= |
Тц=2,95 |
Тц=0,797 |
15. Годовой экон.эффект, тыс$ |
Эг=Зпр2-Зпр1 |
Эг=1617-520= =1097 |
Эг=520-1617= =-1097 |


 ,
принять 4
,
принять 4 принять
17
принять
17


 ,
принять 2
,
принять 2 принять
6
принять
6
















РТК:
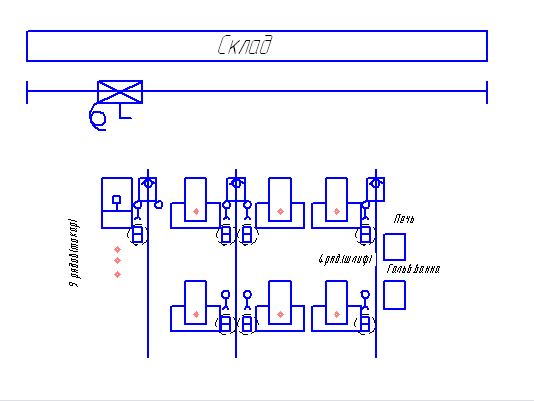
Рисунок 7.1 - Компоновка РТК
ГПС

Рисунок 7.2 – Компоновка ГПС
Схема структурной надежности РТК:
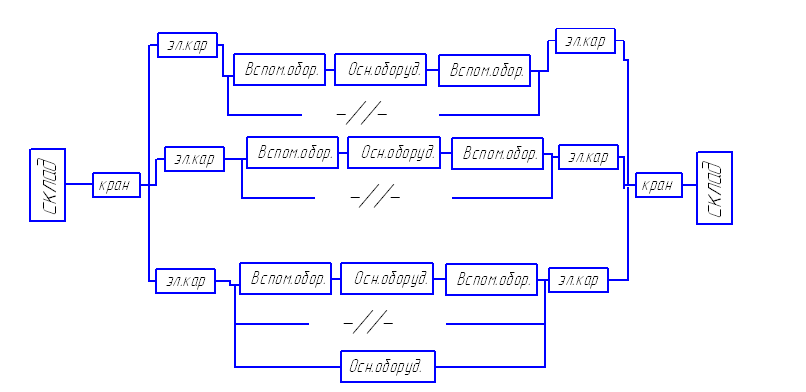
Для параллельного соединения блоков схемы надежность определяется по формуле:

Для последовательного соединения:
 (7.1.)
(7.1.)
где
 -надежность
каждой ветки схемы.
-надежность
каждой ветки схемы.
 (7.2.)
(7.2.)
 .
.
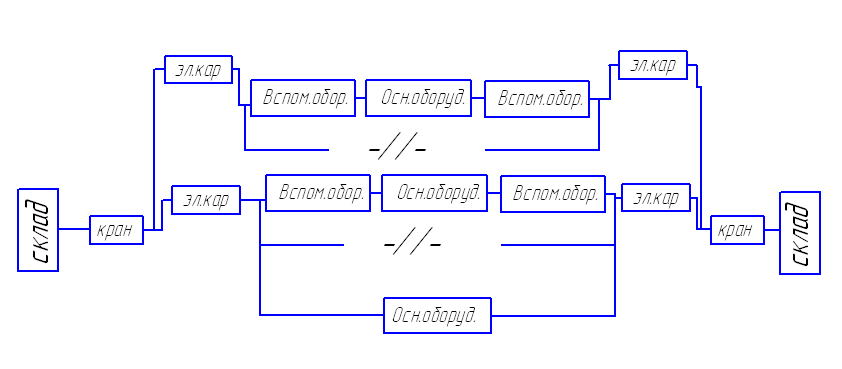
Схема структурной надежности ГПС:
 (7.3.)
(7.3.)
(7.4)
 (7.5.)
(7.5.)
 (7.6.)
(7.6.)
 ,
,
 ,
,

8. Выбор проектного варианта ртп и технологической системы.
Для выбора проектного варианта РТП и технологической системы используем метод экспертных оценок. Принимаем пятибальную систему оценки:
0-очень плохо;
1-плохо;
2-удовлитворительно;
3-хорошо;
4-отлично.
Выбор производим по следующим критериям:
Таблица 8.1.
Критерий |
ГПС |
РТК |
1. Приведенные затраты (Зпр) |
2 |
1 |
2. Количество станков (М) |
2 |
1 |
3. Количество основных рабочих-операторов (R) |
2 |
1 |
4. Занимаемая площадь (S) |
2 |
1 |
5. К-т использования оборудования по Топ (Кио) |
1 |
2 |
6. Длительность производственного цикла (Тц) |
2 |
1 |
7. Структурная надежность (Р) |
1 |
2 |
8. Вероятность простоя узла |
1 |
2 |
9. Соответствие особенностям конкретного предприятия по заданию |
2 |
1 |
10. Безопасность труда |
1 |
2 |
Таблица 8.2.
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
Х |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
1 |
1 |
16 |
2 |
0 |
Х |
1 |
0 |
0 |
0 |
0 |
1 |
0 |
0 |
9 |
3 |
0 |
1 |
Х |
1 |
0 |
0 |
0 |
1 |
0 |
0 |
5 |
4 |
0 |
0 |
1 |
Х |
1 |
0 |
0 |
1 |
0 |
0 |
3 |
5 |
0 |
1 |
2 |
2 |
Х |
1 |
1 |
1 |
1 |
1 |
7 |
6 |
0 |
1 |
2 |
2 |
2 |
Х |
0 |
2 |
1 |
2 |
11 |
7 |
0 |
2 |
2 |
2 |
2 |
1 |
Х |
1 |
1 |
2 |
12 |
8 |
0 |
0 |
0 |
1 |
1 |
0 |
0 |
Х |
1 |
0 |
3 |
9 |
1 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
Х |
1 |
17 |
10 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
0 |
Х |
8 |

Таблица 8.3.
Коэффициент |
16 |
9 |
5 |
3 |
7 |
11 |
12 |
3 |
17 |
8 |
|
ГПС |
32 |
18 |
10 |
6 |
7 |
22 |
12 |
3 |
34 |
8 |
152 |
РТК |
16 |
9 |
5 |
3 |
14 |
11 |
24 |
6 |
17 |
16 |
121 |
Использование ГПС по отношению к РТК в нашем случае является предпочительным.