

1.2. Элементы режима резания. Геометрия срезаемого слоя
К элементам режима резания относятся: скорость – V (м/мин), подача – S0 (мм/об), глубина резания – t (мм), основное технологическое время Т (мин).
Скорость резания – перемещение обрабатываемой поверхности заготовки в единицу времени относительно режущей кромки инструмента.
![]() (1)
(1)
где n – частота вращения (об/мин).
Подача – величина перемещения режущей кромки резца (РИ) в направлении движения подачи. Рассматривают подачу на оборот Sо, мм/об – перемещение РИ в направлении движения подачи за один оборот заготовки; минутную подачу Sмин или скорость движения подачи V - перемещение РИ в направлении движения подачи за одну минуту.
Sмин = S0n. (2)
Глубина резания – величина слоя материала снимаемого за один проход инструмента, рассматриваемого как расстояние между обрабатываемой и обработанной поверхностями.
![]() .
(3)
.
(3)
Основное технологическое время – время затрачиваемое непосредственно на процесс снятия стружки.
![]() ,
(4)
,
(4)
где l – длина обработанной поверхности, мм; у - величина врезания инструмента, мм; - величина перебега инструмента, мм.
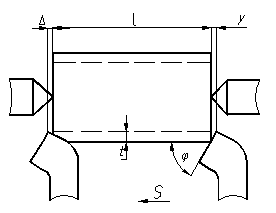
Рис. 2. Схема рабочего хода токарного резца
В результате перемещения резца вдоль заготовки в процессе резания можно рассматривать сечение срезаемого слоя, получаемого при смещении резца на величину подачи.

Рис. 3. Геометрические параметры срезаемого слоя при токарной обработке
Геометрические параметры срезаемого слоя:
b – ширина срезаемого слоя – расстояние между обрабатываемой и обработанной поверхностями измеренное вдоль главной режущей кромки:

a – толщина срезаемого слоя – расстояние между двумя последовательными положениями поверхности резания: a=Ssin;
F – площадь срезаемого слоя: F=St=ab.
При изучении процесса резания рассматривают номинальную площадь срезаемого слоя АВДК, действительную – АЕDК и остаточную – АВЕ. По остаточной площади АВЕ можно приближенно судить о шероховатости обработанной поверхности (рис. 4). На рис. 4 высота остаточного гребешка h – высота микронеровностей.
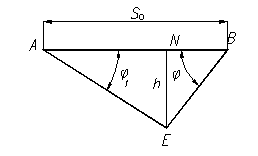
Рис. 4. Схема расчета шероховатости обработанной поверхности
1.3. Физико-механические и физико-химические аспекты процесса резания
П роцесс
образования стружки сопровождается
двумя видами деформаций: сжатие
определенного объема металла,
непосредственно примыкающего к передней
поверхности РИ, и его сдвиг. Для того,
чтобы этот сдвиг произошел необходимо,
чтобы напряжения на плоскости сдвига
превышали предел текучести материала.
роцесс
образования стружки сопровождается
двумя видами деформаций: сжатие
определенного объема металла,
непосредственно примыкающего к передней
поверхности РИ, и его сдвиг. Для того,
чтобы этот сдвиг произошел необходимо,
чтобы напряжения на плоскости сдвига
превышали предел текучести материала.
Рис. 5. Зоны деформаций при резании: зона OLM – зона основных пластических деформаций, образуется в результате сжатия металла (OL - начальная граница зоны стружкообразования, где частицы металла получают первую деформацию, OM – конечная граница зоны стружкообразования, здесь частицы металла получают наибольшую деформацию и имеют свойства, характерные для готовой стружки); зона OEF – зона дополнительных пластических деформаций, протяженность ее приближенно равна половине полной длины контакта стружки с передней поверхностью РИ – Сγ (причиной образования этой зоны являются процессы трения на передней поверхности РИ)
Согласно современной теории стружкообразования процессы деформации в зоне резания происходят с соответствии со схемой (рис. 5).
В зависимости от вида обрабатываемого материала (ОМ), геометрии РИ и режима резания имеют место четыре типа стружки:
элементная – состоит из отдельных элементов, не связанных, или слабо связанных между собой, одинаковой формы и размеров;
суставчатая – разделение на отдельные элементы не происходит, намечается граница раздела между элементами, но она не пронизывает стружку насквозь;
сливная – характеризуется своей непрерывностью, прирезцовая сторона стружки отполирована (за счет трения о переднюю поверхность), имеет мелкие зазубрины в верхней части;
надлома – состоит из отдельных элементов различной формы и размеров.
Первые три типа называются стружками скалывания (сдвига), так как их образование связано с напряжениями сдвига, последняя – отрыва, так как ее образование связано с растягивающими напряжениями. Тип стружки является важным технологическим параметром, по которому можно судить о процессе резания (табл. 3).
При обработке пластичных материалов образуются первые три типа стружки, причем с увеличением твердости ОМ стружка переходит от сливной к элементной. При обработке хрупких ОМ образуется стружка элементная и надлома, причем с увеличением твердости ОМ стружка переходит из элементной в стружку надлома.
|
Рис. 6. Силы резания при токарной обработке |
Силы при обработке материалов резанием определяют экспериментально при помощи динамометров, с помощью которых равнодействующую силу резания R раскладывают по трем координатным осям (z, x, y) (рис. 6).
![]() (5)
(5)
где Pz – главная составляющая силы резания, определяет мощность и крутящий момент при резании; необходима для расчета привода главного движения; Py – радиальная составляющая силы резания, отжимает РИ от заготовки, оказывает влияние на точность и шероховатость обработанной поверхности; Px – осевая составляющая силы резания; необходима для расчета привода подачи станка.
При =45, =15, =0 то Pz =1, Py = (0,4 – 0,5)Pz, Px=(0,3 – 0,4)Pz.
Влияние скорости резания на силы носит нелинейный характер, причем в целом вне зоны наростообразования рост скорости резания приводит к снижению силы, так как в результате роста температуры резания происходит разупрочнение ОМ.
Увеличение прочности ОМ, подачи и глубины резания приводит к росту силы резания, так как возрастает площадь сечения срезаемого слоя.
Мощность затрачиваемая на процесс резания:
![]() [кВт] (6)
[кВт] (6)
где Pz–(Н), v–(м/мин).
Мощность на валу электродвигателя:
![]() ,
(7)
,
(7)
где - КПД электродвигателя станка.
Как указывалось выше, процесс резания сопровождается интенсивным тепловыделением. Основными источниками теплоты при резании являются:
1. Пластическая деформация материала в зоне OLM, в результате образуется теплота деформации.
2. Трение стружки по передней поверхности, в результате образуется теплота трения по передней поверхности.
3. Трение ОМ по задней поверхности, в результате образуется теплота трения по задней поверхности.
Теплота при резании играет двойную роль. С одной стороны она облегчает процесс резания, так как определяет интенсивность протекания процесса разупрочнения ОМ. С другой стороны – непрерывное тепловое воздействие на контактной площадке РИ приводят к их износу.
Увеличение прочности ОМ, скорости резания, подачи и глубины резания приводит к росту тепловыделения. Для снижения температуры при резании применяют охлаждение жидкостями и газами, используют твердые и пластичные смазки, покрытия.