

9.4.3. Микропроцессорные контроллеры
Важным направлением развития средств ВТ является создание микропроцессорных контроллеров.
Согласно Малой Советской Энциклопедии, контроллер — это электрический многопозиционный переключающий аппарат низкого напряжения, с помощью которого изменяют режим работы электрических двигателей. Использование микропроцессорных контроллеров (например, Б9601) для управления пуском и остановом отдельных механизмов и целых технологических узлов позволяет заменить громоздкие и дорогостоящие релейно-контактные схемы управления электродвигателями, расширить функциональные возможности, отказаться от специальных помещений, сократить время аварийного простоя оборудования из-за неисправностей релейно-контактных схем.
При использовании таких контроллеров последовательность выполнения операций пуска — останова соответствует заложенной в контроллер программе.
Регулирующие микропроцессорные контроллеры — ремиконты — представляют собой новый класс устройств управления, выполненных на микропроцессорной элементной базе и специализированных для решения задач автоматического регулирования. Один из первых ремиконтов Р-100 располагает библиотекой из 25 наиболее употребляемых алгоритмов автоматического регулирования. Сюда входят алгоритмы аналогового и импульсного регулирования, динамического, статического и нелинейного преобразования, а также управляющей логики. Эти алгоритмы «зашиваются» в блок постоянной памяти устройства при его изготовлении. Программирование ведется непосредственно на объекте управления, для чего не нужны программисты — с этой работой могут справиться заводские специалисты, занимающиеся настройкой и эксплуатацией обычных аналоговых устройств. В настоящее время создано ПО, позволяющее конфигурировать и настраивать алгоблоки Р-100 (а также последующих модификаций Р-110, Р-130) с использованием ПЭВМ, что сильно ускоряет и упрощает процесс создания и настройки системы управления. В Р-110 встроены средства самодиагностики, позволяющие относительно быстро обнаружить неисправность. Автоматическое переключение с рабочего на резервный контур значительно повышает надежность систем регулирования. На вход Р-100 можно подключать сигналы до 64 аналоговых и 126 дискретных сигналов. Выходные устройства формируют на выходе контроллера до 64 импульсных, 64 аналоговых и 126 дискретных сигналов.
9.4.4. Техническая структура асу тп
В период использования мини-ЭВМ преобладала централизованная структура управления, когда контроль и управление технологическим процессом были сосредоточены в одной или нескольких мини-ЭВМ, расположенных в специально оборудованном помещении, достаточно удаленном от технологических агрегатов. Недостатками централизованной структуры являются низкая надежность и высокая стоимость АСУ ТП. Ненадежность обусловлена тем обстоятельством, что при выходе из строя центральной ЭВМ выходит из строя вся АСУ ТП. Высокая стоимость обусловлена сложностью коммуникаций между объектом, ЭВМ и технологом-оператором (многочисленные кабельные трассы от датчиков и исполнительных механизмов к ЭВМ).
Микро-ЭВМ и микропроцессорные контроллеры позволяют реализовать децентрализованные структуры управления. В варианте использования микро-ЭВМ структуру управления современного цементного завода можно представить следующим образом. Каждая параллельно работающая группа агрегатов оснащается одной микро-ЭВМ, выполняющей функции контроля и управления данным технологическим процессом. Она производит вычислительную обработку и контроль измеряемых величин, многоканальное регулирование процесса, оптимизацию (если требуется) по заданному критерию. Взаимосвязь технолога-оператора с ЭВМ осуществляется через пульт контроля и управления, оснащенный дисплеями, ключами управления и клавиатурой. Щитовые вторичные показывающие и записывающие приборы не проектируются, либо проектируются в ограниченном числе для самых главных параметров. На дисплеях высвечивается мнемосхема контролируемого процесса (или ее часть) и представляются текущие цифровые значения всех контролируемых параметров. На экране дисплея могут быть представлены графики изменения во времени основных параметров процесса. В такой системе большое внимание уделяется диагностике различных нарушений.
Параметры контроля состояния объекта управления в агрегированном виде передаются со всех микро-ЭВМ на верхний уровень в мини-ЭВМ. Применительно к цементному заводу на ЦПУ* располагается одна мини-ЭВМ, информационно связанная со всеми микро-ЭВМ. На дисплее и печатающих устройствах этой машины приводятся сводки работы технологической линии или завода в целом за текущие интервалы времени (час, смену, сутки) и осуществляется связь с операторами местных постов.
При использовании микропроцессорных контроллеров они, располагаясь в непосредственной близости от соответствующих технологических участков, выполняют функции интеллектуального УСО. Контроллеры осуществляют прием и первичную обработку информации от ТОУ и передачу ее в микро-ЭВМ для представления оператору на экранах дисплея и выработки управляющих воздействий. Кроме того, контроллеры могут осуществлять программное управление пуском и остановом исполнительных механизмов и относительно простые функции автоматического регулирования технологических процессов.
В последние годы в качестве микропроцессорных комплексов стали применяться автоматизированные рабочие места (АРМ) на базе персональных компьютеров (ПЭВМ), связанные с помощью специальных аппаратных средств с микропроцессорными контроллерами.
За рубежом применяется сходная контроллерно-микропроцес-сорная структура, объединенная в единую информационную сеть. В качестве примера можно привести схему управляющего вычислительного комплекса фирмы F. L. Smidth (Дания), приведенную на рис. 9.3. В соответствии с этой схемой всем технологическим процессом управляет с ЦПУ один технолог-оператор. Благодаря сетевому принципу, когда на общей шине «сидят» многочисленные общающиеся между собой абоненты, достигается большая надежность системы (за счет децентрализации и резервирования) и высокая скорость обмена информацией.
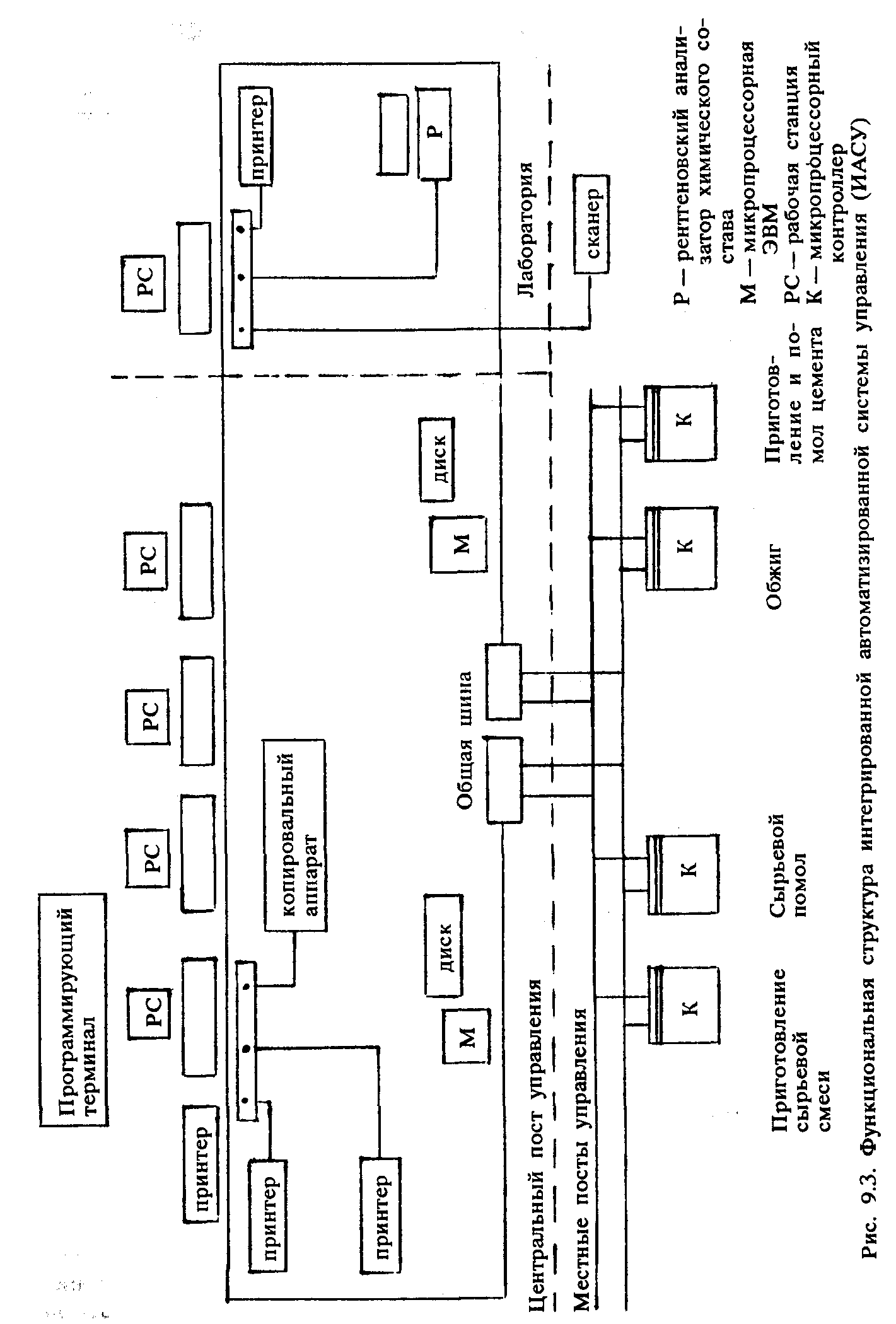
Значительная степень унификации сетевых устройств и ПО к ним позволяет быстро конфигурировать системы управления на стадии проектирования и адаптировать ПО прямо на объекте, для чего предусмотрен специальный программирующий терминал.
В отечественном цементном производстве АСУ ТП, базирующиеся на т. н. локальных микропроцессорных вычислительных сетях (ЛМВС), находятся в стадии разработки.
* ЦПУ — центральный пульт управления.