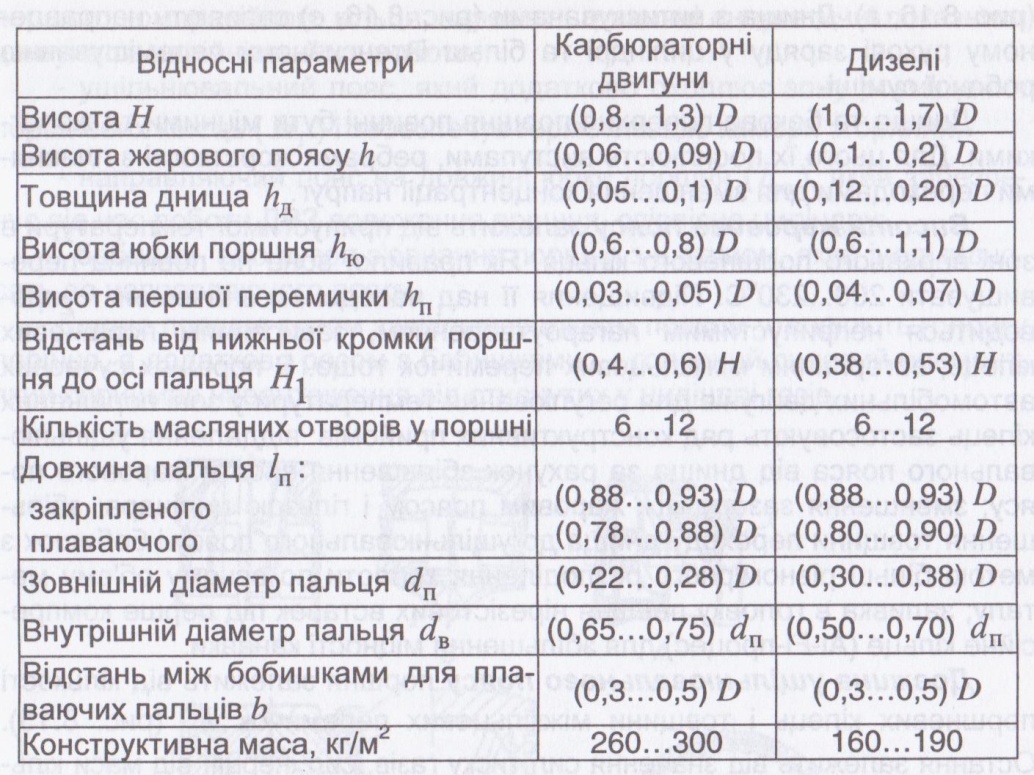
Значення відносних конструктивних параметрів поршня
Для зменшення спрацювання поршня у його бобишки поршня закладають бронзові та сталеві втулки, збільшують діаметр пальця та покращують його змащення. На сучасних автомобільних двигунах, як правило, застосовують одне оливознімальне кільце. Збільшення числа кілець значно підвищує втрати потужності на тертя.
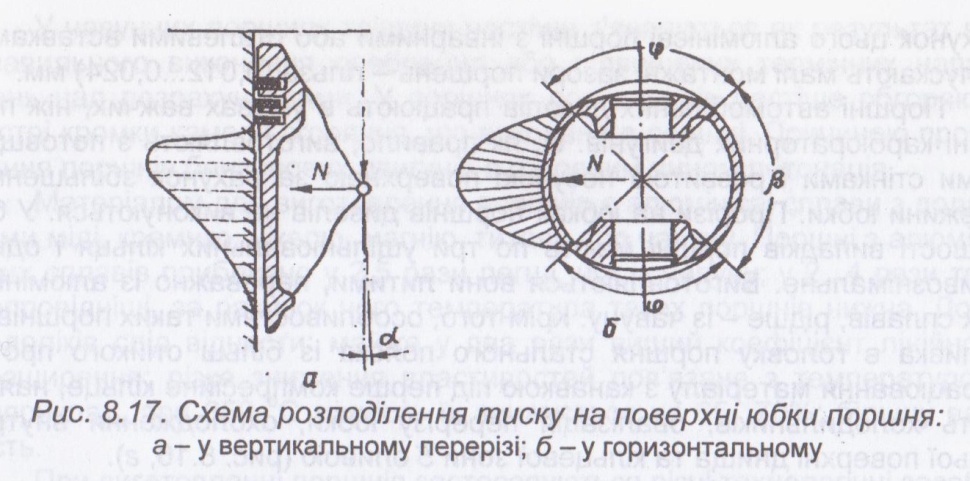
Бокова сила N, що діє на поршень, навантажує тільки частину бокової поверхні юбки, яка обмежена у поперечному перерізі дугою з кутом при вершині β = 80...100° (рис. 8.17). Неробоча частина поверхні юбки (кути φ) під час роботи завдяки нагріву деформується таким чином, що її розміри у напрямку осі пальця зростають; відбувається овалізація поршня. Для того щоб уникнути заїдання поршня внаслідок указаних деформацій, юбці під час виготовлення поршня надають еліптичну або овальну форму. При цьому більша вісь овалу збігається з напрямком дії нормальної сили, а менша - з поздовжньою віссю пальця.
У сучасних карбюраторних двигунах застосовують поршні таких конструкцій:
монометалеві поршні без прорізів (рис. 8.16, а);
монометалічні з поперечними 1 та поздовжніми прорізами 2 між ущільнюючим та направляючим поясами для зменшення нагрівання юбки при роботі та підвищення її пружності (рис. 8.16, б, в);
біметалеві поршні з терморегулюючими вставками з інвару (рис. 8.16, д).
Розрізні поршні, як правило, виготовляються з невеликою товщиною юбки, що дозволяє забезпечувати в холодному стані малі зазори між поршнем та циліндром за рахунок її пружності. До того ж для зменшення жорсткості юбки застосовують поєднання поперечних та поздовжніх прорізів П- та Т- подібної форми. Звичайно поздовжні прорізи розміщують на тій стороні юбки, яка не притискується до дзеркала циліндра при робочому ході поршня.
При підвищенні теплових та механічних навантажень на поршень необхідно збільшувати його міцність, жорсткість та застосовувати автоматичне теплове регулювання. Для здійснення терморегулювання у направляючий пояс поршнів заливають сталеві поперечні пластини З (рис. 8.16 д), за допомогою яких у відливці створюють залишкові напруження.
Застосовуються також вставки з інвару (нікелевого сплаву), який містить 36% Ni та 64% Fe. Коефіцієнт лінійного розширення інвару приблизно у 10 разів менший, ніж у алюмінієвих сплавів. При нагріванні поршнів із алюмінієвого сплаву стальні або інварні пластини, які мають менший коефіцієнт лінійного розширення, перешкоджують тепловому розширенню направляючого поясу по лінії дії нормальної сили N. За рахунок цього алюмінієві поршні з інварними або сталевими вставками допускають малі монтажні зазори поршень - гільза (0,012...0,024) мм.
Поршні автомобільних дизелів працюють в умовах важчих, ніж поршні карбюраторних двигунів. їх, як правило, виготовляють з потовщеними стінками і розвитою несучою поверхнею за рахунок збільшення довжини юбки. Прорізи на юбках поршнів дизелів не виконуються. У більшості випадків поршні мають по три ущільнювальних кільця і одне оливознімальне. Виготовляються вони литими, переважно із алюмінієвих сплавів, рідше - із чавуну. Крім того, особливостями таких поршнів є заливка в головку поршня стального пояска із більш стійкого проти спрацювання матеріалу з канавкою під перше компресійне кільце, наявність холодильників, овалізація перерізу юбки, охолодження внутрішньої поверхні днища та кільцевої зони 5 оливою
(рис. 8.16, г).
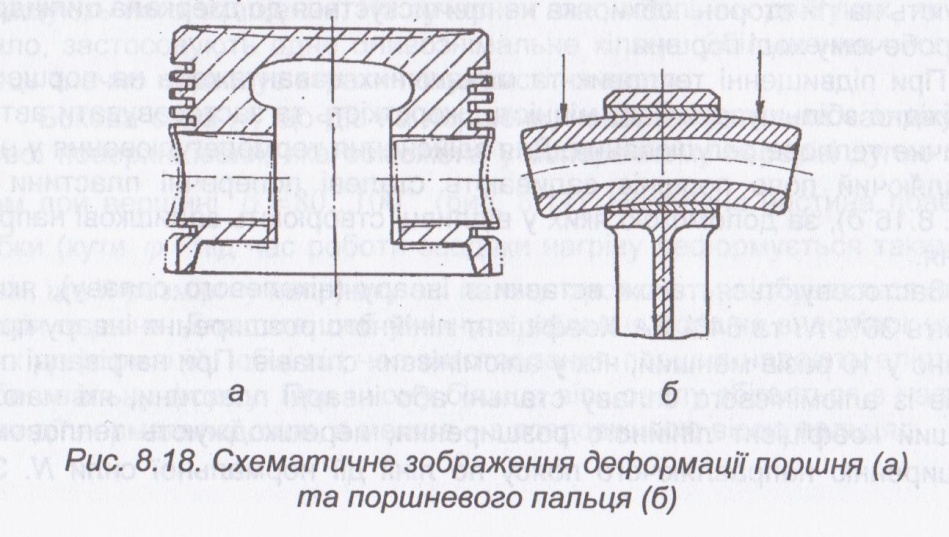
При експлуатації поршнів спостерігаються задирки, заїдання, зруйнування, прогари, а також зношування та розбивка кільцевих канавок. Задирки спостерігаються як під час приробки поршня, коли площа поверхні прилягання ще мала, так і при поточній експлуатації. Задирки у цьому разі найчастіше пов'язані з забрудненням масла стружкою, піском та іншим. Недостатня жорсткість поршня, гільзи циліндра та пов'язані з цим збільшені деформації також можуть викликати як задирки, так і заїдання поршня. Це може призвести до обриву шатуна. Під дією сил тиску газів поршень та палець деформуються, як показано на рис. 8.18. Спільна дія указаних деформацій може викликати викришування опорної поверхні по внутрішній кромці бобишок. Для запобігання цьому дефекту необхідно збільшувати жорсткість поршня та пальця, а також вести розробку опори під палець фаскою з кутом до одного градуса на довжині 3...4 мм від кромки бобишки.
У чавунних поршнях тріщини частіше з'являються як результат неправильного виконання оребрення або підвищених термічних напружень над розрахунковими. У поршнях для дизелів частіше обгоряють гострі кромки камери згоряння, що виконана в поршні. Причиною прогоряння поршнів бензинових двигунів є головним чином детонація.
Матеріалом для виготовлення поршнів є алюмінієві сплави з додатками міді, кремнію, нікелю, магнію, титану або чавуну. Поршні з алюмінієвих сплавів приблизно у 2,5 рази легші, ніж із чавуну; у 2...4 рази теплопровідніші, за рахунок чого температура таких поршнів нижча. До їх недоліків слід віднести: майже у два рази вищий коефіцієнт лінійного розширення; різке зниження властивостей пов'язане з температурою, наприклад, при 350 °С міцність їх знижується на 65...70%; більшу вартість.
При виготовленні поршнів застосовуються різні технологічні засоби, які підвищують якість їх поверхні. Це такі, як лудіння, хромування, анодування юбки, а також термообробка, наприклад, штучне старіння.
Поршневі кільця за призначенням розділяються на компресійні (ущільнюючі) та оливознімальні.
Компресійні кільця працюють у важких умовах, особливо перше з них. Тому більшість неполадок у поршневій групі пов'язана з кільцями. У результаті безпосереднього контакту з гарячими газами та жаровим по ясом поршня, а також унаслідок нагрівання від тертя температура першого компресійного кільця значно підвищується. До того ж у цій зоні тертя кільця об стінку циліндра має характер, близький до напівсухого, що збільшує спрацювання його та циліндра.
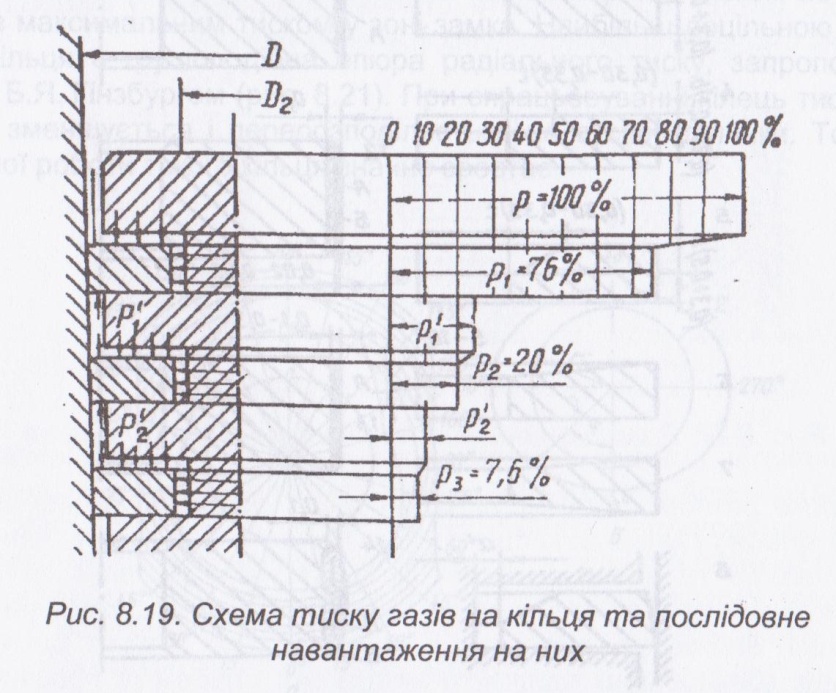
На рис. 8.19 схематично показано, як діє тиск газів на кільця. Гази із надпоршневого простору через зазори проникають за кільце, притискують його до гільзи. Лабіринт, який створюється канавками та кільцями, лише підвищує ущільнювальну дію кілець.

За конструкцією компресійні кільця бувають (рис. 8.20) прямокутного перерізу (7), конусні (2, 3), з вибіркою (4, 5), рідше - з бронзовими та олов'яними вставками (11-14) та інші (9-10), висота кілець коливається в межах b = 2...4 мм, а відносна товщина складає
t / D= 1/21...1/25 .
Для прискорення приробки застосовують конусні та бочкоподібні кільця. У кілець з конусною формою кут нахилу твірної виготовляється у межах 15...30;.
Кільця 4 - 8 з циліндричним або конічним внутрішнім підрізом внаслідок несиметричності поперечного перерізу при стисненні під час установки скручуються і впираються зовнішньою кромкою у стінку гільзи. Такі кільця мають відносно короткі строки приробки. Площа контакту нижньої поверхні кільця з опорною поверхнею канавки при цьому зменшується, що погіршує відвід теплоти у гільзу.
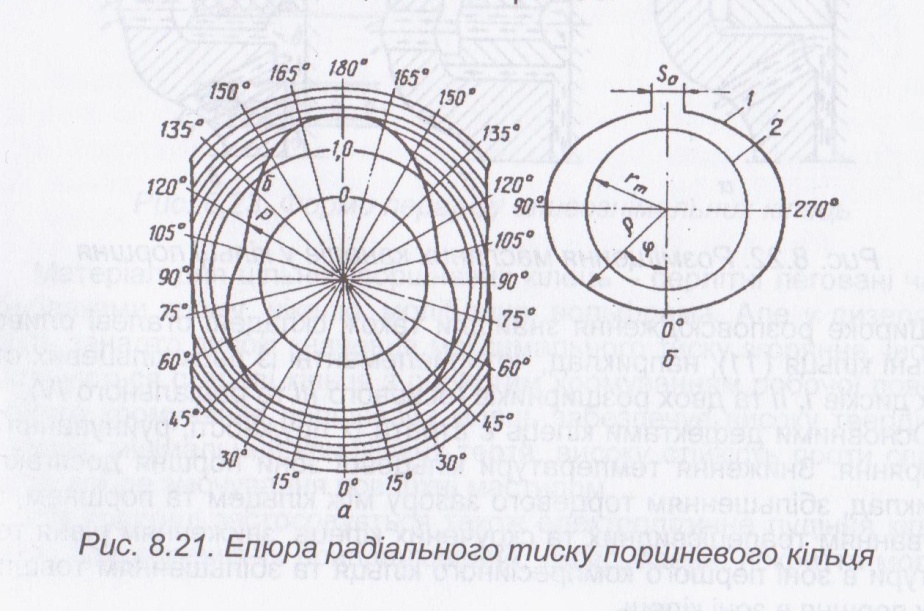
Для надійного ущільнення бажано, щоб кільце притискувалося до стінки циліндра з рівномірним тиском протягом усього строку роботи. Але при роботі у міру зносу між кільцем та циліндром з'являються просвіти і, передусім, у районі зазору замка. Для збільшення строку роботи кілець їх виготовляють із початковим нерівномірним тиском по колу, а саме з максимальним тиском у зоні замка. Найбільш доцільною для такого кільця є грушоподібна епюра радіального тиску, запропонована проф. Б.Я. Гінзбургом (рис. 8.21). При спрацьовуванні кілець тиск у зоні замка зменшується і перерозподіляється на сусідні ділянки. Тому час надійної роботи такого кільця значно зростає.
Оливознімальні кільця призначені для регулювання кількості масла, що знаходиться на боковій поверхні поршня і поступає до компресійних кілець, а також для обмеження попадання масла у камеру згоряння.
Ефективна робота оливознімальних кілець забезпечується виконанням таких умов:
високим середнім питомим тиском на стінку циліндра внаслідок малої поверхні тертя кільця;
малими зазорами між торцем кільця та боковими стінками поршневої канавки;
наявністю порожнин, у яких збирається та з яких через отвори відводиться олива, що знімається із стінок циліндра.
Порожнини та отвори робляться у кільцях та поршнях. У тілі поршня порожнини розміщені під кільцем, а отвори - під ним і за ним (рис. 8.22).
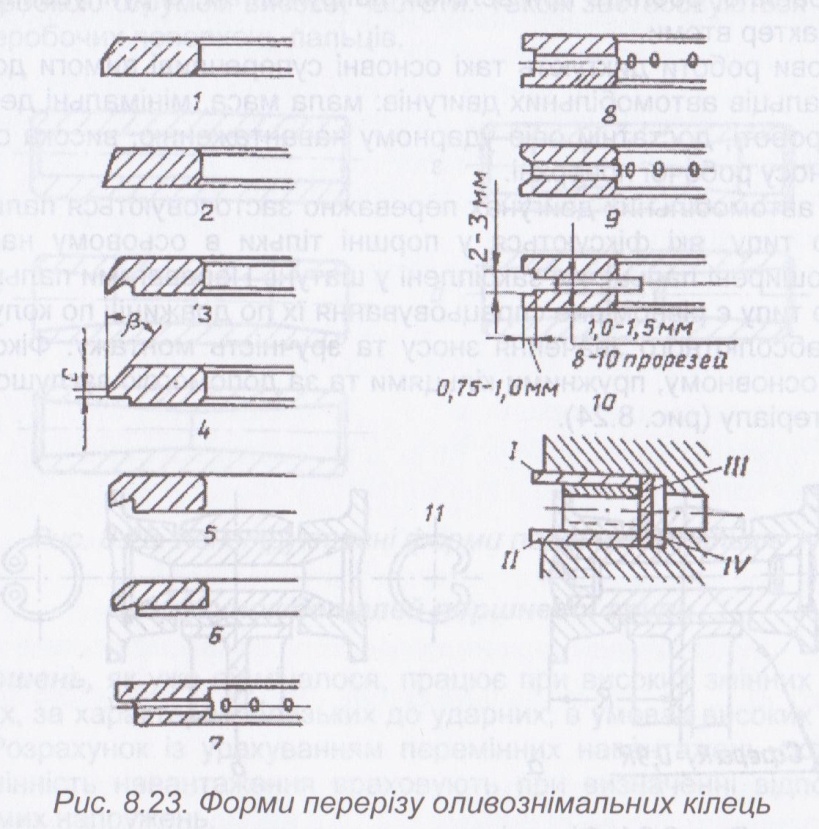
Конструкції оливознімальних кілець різноманітні (рис. 8.23). Найбільше розповсюдження знайшли шліцьові та багатоелементні сталеві кільця. Для збільшення питомого тиску кільця на гільзу у канавці з тильної сторони його інколи встановлюють сталеві розширники у вигляді багатогранних стрічок або циліндричних кручених пружин.

Широке розповсюдження знайшли також складені сталеві оливознімальні кільця (11); наприклад, чотириелементні із двох кільцевих сталевих дисків /, //та двох розширників (осьового /// та радіального IV).
Основними дефектами кілець є втрата їх пружності, руйнування та пригоряння. Зниження температури кільцевої зони поршня досягають, наприклад, збільшенням торцевого зазору між кільцем та поршнем, застосуванням трапецієвидних та скручених кілець, зниженням рівня температури в зоні першого компресійного кільця та збільшенням товщини стінок поршня в зоні кілець.
До матеріалів, із яких виготовляються поршневі кільця, висуваються такі основні вимоги:
висока стійкість проти спрацювання в умовах напівсухого тертя;
високі антифрикційні якості у парі з поверхнею гільзи циліндра;
стабільні показники механічної міцності та пружності при робочій температурі.
Матеріал для цільних поршневих кілець - перлітні леговані чавуни з добавками хрому, нікелю, молібдена, вольфрама. Але у дизелях, які мають занадто високі значення максимального тиску згоряння, іноді застосовуються сталеві кільця з пористим хромуванням робочої поверхні. Пористе хромування поршневих кілець забезпечує високу твердість їх поверхні; мінімальний коефіцієнт тертя, високу стійкість проти спрацювання, добре змочування поверхні мастилом.
На практиці застосовується також електролітичне лудіння кілець з метою прискорення їх припрацювання, оксидування, покриття молібденом.
Поршневий палець забезпечує шарнірне з'єднання шатуна з поршнем. Діаметр поршневого пальця значно впливає на розміри боби-шок, а відповідно і на масу поршня в цілому. Тому треба встановлювати мінімальні розміри, виходячи з припустимих навантажень і овалізації пальця. Навантаження на поршневий палець носить перемінний характер, близький до ударного. Все це призводить до того, що поршневі пальці, як правило, роблять при великих напруженнях, а руйнування їх мають характер втоми.
Умови роботи диктують такі основні суперечливі вимоги до поршневих пальців автомобільних двигунів: мала маса, мінімальні деформації при роботі, достатній опір ударному навантаженню, висока стійкість проти зносу робочої поверхні.
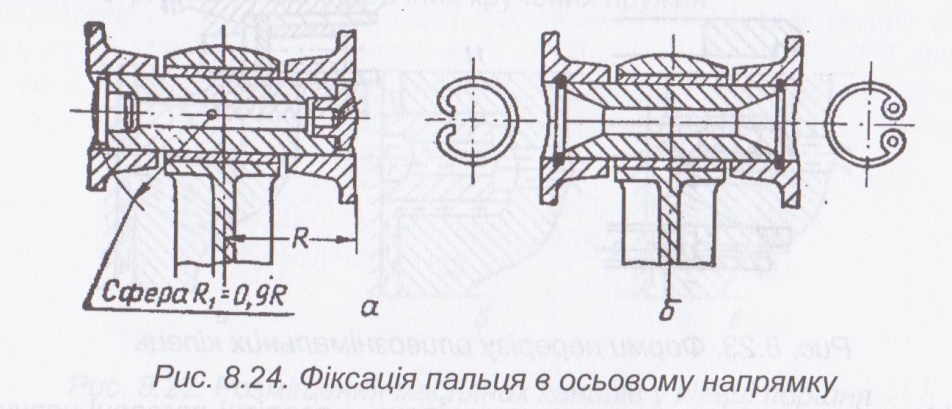
На автомобільних двигунах переважно застосовуються пальці плаваючого типу, які фіксуються у поршні тільки в осьовому напрямку; менш поширені пальці, які закріплені у шатуні. Перевагами пальців плаваючого типу є рівномірне спрацьовування їх по довжині і по колу, зменшення абсолютного значення зносу та зручність монтажу. Фіксуються вони, в основному, пружними кільцями та за допомогою заглушок з м'якого матеріалу (рис. 8.24).
У свою чергу пальці, закріплені в шатуні, також мають свої переваги, незважаючи на нерівномірний знос. Ця конструкція дозволяє скоротити опорну довжину у поршневій головці шатуна та зменшити вільний проліт пальця, що знижує напруження вигину; зменшити питоме навантаження на бобишки поршня шляхом збільшення їх довжини і тим самим підвищити надійність їх роботи. Тому такі пальці поруч із плаваючими знайшли застосування у автомобільних двигунах (наприклад, у двигунах ВАЗ).
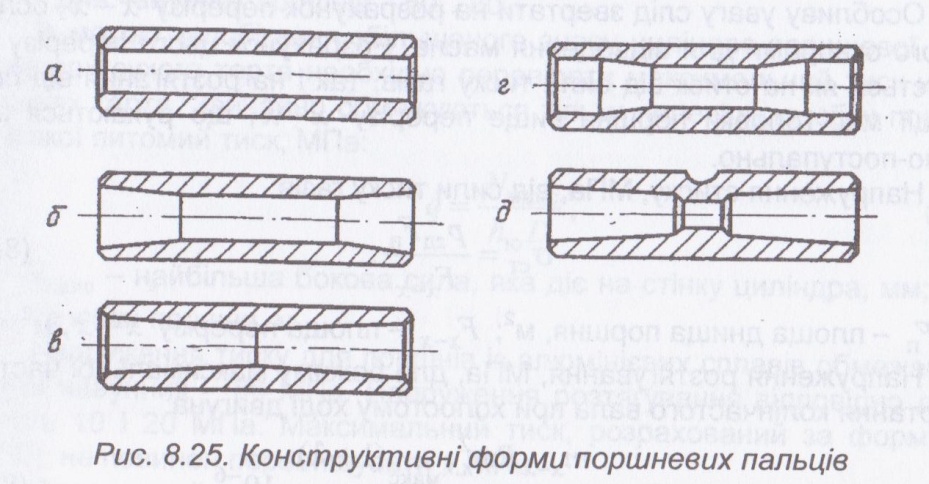
Конструктивні форми пальців різноманітні. Найбільш простими є пальці трубчатої форми з прямими циліндричними поверхнями (рис. 8.25).
Для забезпечення міцності та стійкості проти спрацювання поршневих пальців при тяжких умовах їх роботи вони виготовляються переважно із легованих, цементуючих або азотуючих сталей із наступною термічною обробкою струмом високої частоти. Також застосовуються полірування неробочих поверхонь пальців.