Образец задания пр (Практическая работа № 1)
(УЭМК 2913.000.000. ПР.01)
Тема: «Изучение электрической схемы управления электродвигателя кулачко-вым контроллером ККТ–61А».
1. Цель работы: «Изучить электрическую схему управления асинхронным двигателем с фазным ротором контроллером ККТ-61А».
2. Краткие теоретические сведения
Силовые кулачковые контроллеры типа ККТ – кулачковый контроллер, трёх-фазный, предназначены для коммутации силовых цепей электродвигателей пере-менного тока, мощностью до 30 кВт при Л - лёгких, С - средних и Т - тяжёлых ре-жимах работы кранов. Если тяжёлый режим отсутствует, то контроллеры могут уп-равлять более мощными двигателями до 75 кВт. Контроллер обеспечивает включе-ние, отключение и реверсирование двигателей переменного тока с фазным ротором и пять ступеней регулирования частоты вращения введением пусковых резисторов в цепь ротора.
3. Задание:
3.1. Прочитать § 3-9. «Крановая аппаратура управления и защит» (стр. 133–142) и § 3-10. «Электрические схемы контроллерного управления двигателями крановых механизмов» (стр. 142–146) учебника Л.2.1.
3.2. Проанализировать работу схемы по алгоритму изучения систем.
4. Содержание и форма отчёта.
4.1. Цель работы
4.2. Электрическая принципиальная схема и контроллерная диаграмма § 3-10 стр. 143.
4.3. Механические характеристики.
4.4. Системный анализ контроллера ККТ-61А.
4.5. Вывод.
Тема работы записывается в штампе. Отчёт изложить письменно на формате А4.
5. Контрольные вопросы
5.1. Что такое контроллерное управление электродвигателями?
5.2. Какие функции выполняют крановые резисторы?
5.3. Что такое стандартный ящик резисторов?
5.4. Какие способы регулирования частоты вращения электродвигателей вы знаете?
6. Литература.
Основная
6.1. Зимин Е.Н. Электрооборудование промышленных предприятий и уста-новок / Е.Н. Зимин. – М.: Энергоиздат, 1981. – 552с.
Дополнительная
6.2 Васин В.М. Электрический привод / В.М. Васин. – М.: Высш. шк., 1991. – 234с.
Введение
Электрификация обеспечивает выполнение задачи широкой комплексной ме-ханизации и автоматизации производственных процессов, что позволяет усилить темпы роста производительности общественного труда, улучшить качество про-дукции и облегчить условия труда. На базе использования электроэнергии ведется техническое перевооружение промышленности, внедрение новых технологических процессов и осуществление коренных преобразований в организации производства и управлении им. Поэтому в современной технологии и оборудовании промышленных предприятий велика роль электрооборудования, т. е, совокупности электрических машин, аппаратов, приборов и устройств, посредством которых производится преобразование электрической энергии в другие виды энергии и обеспечивается автоматизация технологических процессов.
Электромашиностроение — одна из ведущих отраслей машиностроительной промышленности. Процесс изготовления электрической машины складывается из операций, в которых используется разнообразное технологическое оборудование. При этом основная часть современных электрических машин изготовляется методами поточно-массового производства. Специфика электромашиностроения заклю-чается главным образом в наличии таких процессов, как изготовление и укладка обмоток электрических машин, для чего применяется нестандартизованное обору-дование, изготовляемое обычно самими электромашиностроительными заводами.
В преобладающей же своей части технологическое оборудование и электро-оборудование электромашиностроительных заводов типичны для машиностроения в целом. Электромашиностроение характерно многообразием технологических про-цессов, использующих электроэнергию: литейное производство, сварка, обработка металлов и материалов давлением и резанием, термообработка и т. д. Предприятия электромашиностроения широко оснащены электрифицированными подъёмно-транспортными механизмами, насосными, компрессорными и вентиляторными установками. Автоматизация затрагивает не только отдельные агрегаты и вспомо-гательные механизмы, но во все большей степени целые комплексы их, образующие полностью автоматизированные поточные линии и цехи.
Первостепенное значение для автоматизации производства имеют много-двигательный электропривод и средства электрического управления. Развитие электропривода идет по пути упрощения механических передач и приближения электродвигателей к рабочим органам машин и механизмов, а также возрастающего применения электрического регулирования скорости приводов. Широко внед-ряются комплектные тиристорные преобразовательные устройства. Применение тиристорных преобразователей не только позволило создать высокоэкономичные регулируемые электроприводы постоянного тока, но и открыло большие возмож-ности для использования частотного регулирования двигателей переменного тока, в первую очередь наиболее простых и надежных асинхронных двигателей с коротко-замкнутым ротором.
Всё большее распространение получают новейшие средства электрической автоматизации технологических установок, машин и механизмов на базе полу-проводниковой техники, высокочувствительной контрольно-измерительной и регу-лирующей аппаратуры, бесконтактных датчиков и логические элементов. Расши-ряется область применения программного управления технологическими объектами. Для управления технологическими процессами все чаще используются электронные вычислительные машины.
В современных условиях эксплуатация электрооборудования требует глубоких и разносторонних знаний, а задачи создания нового или модернизации существующего электрифицированного технологического агрегата, механизма или устройства решаются совместными усилиями технологов, механиков и электриков. Требования к электро-оборудованию вытекают из технологических данных и условий. Электрооборудование нельзя рассматривать в отрыве от конструктивных и технологических особенностей элек-трифицируемого объекта, и наоборот. Поэтому специалисты в области электро-оборудования промышленных предприятий должны быть хорошо знакомы как с элек-трической частью, так и с основами технологических процессов и конструкциями уста-новок электронагрева и электросварки металлообрабатывающих станков и машин, подъёмно-транспортных механизмов и т. д.
Электрооборудование промышленных предприятий и установок проектируется, монтируется и эксплуатируется в соответствии с Правилами устройства электроустановок (ПУЭ) и другими руководящими документами.
Г лава первая. ЭЛЕКТРООБОРУДОВАНИЕ УСТАНОВОК ЭЕКТРО -НАГРЕВА
1-1 ОБЩИЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВ-КАХ
Электронагрев широко применяется на предприятиях электромашиностроения при производстве фасонного литья из металлов и сплавов, нагрева, заготовок перед обработкой давлением, термической обработки деталей и узлов электрических машин, сушки изоляционных материалов и т. д.
Электротермической установкой (ЭТУ) называют комплекс, состоящий из электротермического оборудования: электрической печи или электротермического устройства (отсутствует камера нагрева), в которых электрическая энергия преобразуется в тепловую, и электрического, механического и другого оборудования, обеспечивающего осуществление рабочего процесса в установке.
Электротермическое оборудование весьма разнообразно по принципу действия, конструкции и назначению. В наиболее общей форме все электрические печи и электротермические устройства можно разделить по назначению на плавильные печи для выплавки или перегрева расплавленных металлов и сплавов и термические (нагревательные) печи и устройства для термообработки изделий из металла, нагрева материалов под пластическую деформацию, сушки изделий и т. д. По способу преоб-разования электрической энергии в тепловую различают, в частности, печи сопротив-ления, дуговые печи, индукционные печи и устройства.
В
электропечах и электротермических
устройствах сопротивления
используется выделение тепла электрическим
током при прохождении его через твердые
и жидкие
те-ла. Электропечи этого вида преимущественно
выполняются как печи косвенного
нагрева. Превращение электроэнергии в
тепло в них происходит в твёрдых
нагревательных
элемен-тах, от которых тепло путем
излучения,
конвекции и теплопроводности передается
нагре-ваемому
телу, либо в жидком теплоносителе -
расплав ленной
соли, в которую погру-жается нагреваемое
тело, и
тепло передается ему путём конвекции
и теплопроводности.
Печи сопротивления - самый распространенный
и многообразный вид элек-тропечей.
ленной
соли, в которую погру-жается нагреваемое
тело, и
тепло передается ему путём конвекции
и теплопроводности.
Печи сопротивления - самый распространенный
и многообразный вид элек-тропечей.
Плавильные печи сопротивления применяют преимущественно при произ-водстве литья из легкоплавких металлов и сплавов. Термические печи исполь-зуются для термообработки металлов и сушки материалов и изделий. Электротер-мические устройства сопротивления работают по принципу прямого нагрева: под-лежащее нагреву тело непосредственно служит проводником тока и в нём выде-ляется тепло.
Работа плавильных дуговых электропечей основана на выделении тепла в дуговом разряде. В электрической дуге концентрируется большая мощность и раз-вивается температура свыше 3500° С. В дуговых печах косвенного нагрева дуга горит между электродами, а тепло передается расплавляемому телу в основном из-лучением. Печи такого рода используют при производстве фасонного литья из цвет-ных металлов, их сплавов и чугуна. В дуговых печах прямого нагрева одним из электродов служит само расплавляемое тело. Эти печи предназначены для выплавки стали, тугоплавких металлов и сплавов. В дуговых печах прямого нагрева, в час-тности, выплавляют большую часть стали для фасонного литья.
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев, Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вто-ричной обмоткой служит само нагреваемое тело. Индукционные плавильные печи применяют при производстве литья, в том числе фасонного, из стали, чугуна, цвет-ных металлов и сплавов. Нагревательные индукционные печи используют для наг-рева заготовок под пластическую деформацию и для проведения разного рода тер-мообработки. Индукционные термические устройства применяют для поверхност-ной закалки и других специализированных операций.
Серийно выпускаемое отечественной промышленностью электротермическое оборудование имеет обозначения, отражающие способ нагрева, конструктивные признаки и особенности технологического характера. Такое обозначение состоит из трех основных букв, нескольких цифр и вспомогательных букв. Первая основная буква указывает на способ нагрева, например: Д — дуговой, И — индукционный, С — сопротивлением.
У плавильных печей вторая основная буква обозначения определяет основной металл, для плавки которого предназначена печь А — алюминий и его сплавы; М — медь и ее сплавы (кроме латуни); Л — латунь; О — олово, свинец, баббит; С — сталь и жаропрочные сплавы; Ч — чугун и др. Третья основная буква характеризует важ-нейший конструктивный признак плавильной печи, например, для дуговых печей: П — с поворотным сводом; Б — барабанная; для индукционных печей: К — канальная, Т — тигельная; для печей сопротивления: Т — тигельная, К — камерная, Б — бара-банная. Может добавляться и четвертая (вспомогательная) буква, например буква М, для обозначения миксера. Цифра после буквенного обозначения для большинства плавильных печей означает емкость печи в тоннах.
У термических печей сопротивления вторая основная буква характеризует основной конструктивный признак; А — карусельная; Б — барабанная; В – ванная; Д — с выдвижным подом; К — конвейерная; К — камерная; Р — рольганговая; Т — толкательная; III — шахтная и др. Третья основная буква для этих печей пока-зывает характер среды в печном пространстве: А — азотирующая; 3 —защитная; О — окислительная (воздух); С — соль, селитра; Ц — цементационная и т. д. После букв, следуют размеры рабочего пространства в дециметрах. У всех печей через, дробь указывается максимальная температура в сотнях градусов.Для агрегатов из нескольких печей обозначение агрегата соответствует обозначению первой печи с добавлением, буквы А, знаменатель соответствует температуре последней печи агре-гата. К обозначениям печей с камерами охлаждения добавляется буква X и цифра, определяющая длину камеры в дециметрах.
У индукционных устройств вторая основная буква определяет технологичес-кое назначение: Н — нагревательное; 3 — закалочное; третья буква характеризует вид нагреваемого изделия или характер нагрева: М —- мерные заготовки; П — прут-ки; У — участковый (местный) нагрев и т. д. После букв ставятся цифры, пока-зывающие мощность устройства в десятках киловатт, и последняя цифра (буква) указывает на частоту тока, например: 1 — 1000 Гц; 0 — 8000 Гц; П — 50 Гц («про-мышленная» частота).
Примеры обозначений электропечей: СКЗ-4.30.1/9 конвейерная электропечь сопротивления с защитной атмосферой, размерами рабочего пространства 0,4X3X0,1 ми температурой 900° С; СНО-З.6,5.2/7 — камерная электропечь сопротивления с воздушной атмосферой, размерами рабочего пространства 0,3X0,65X0,2м и тем-пературой 700° С; ИЛК-1 — индукционная канальная электропечь для плавки лату-ни, емкость 1 т; ДСП-1,5 — дуговая сталеплавильная печь с поворотным сводом, ём-кость 1,5 т.
Электротермические установки, как правило, питаются переменным током (кроме установок вакуумных дуговых печей для которых необходим постоянный ток). В отношении обеспечения надежности электроснабжения ЭТУ согласно ПУЭ преимущественно принадлежат к электроприемникам 2-й или 3-й категории.
 К
комплектующему электрооборудованию
ЭТУ относятся: печные транс-форматоры
и автотрансформаторы; преобразовательные
агрегаты (для установок печей и
электротермических устройств в которых
преобразование
электрической энергии в тепловую
происходит при частоте,
отличной от 50 Гц); коммутационные и
защитные аппараты на вводе ЭТУ;
токопроводы ЭТУ — силовые
электрические цепи, соединяющие печи
(электротермические
устройства) с другим электро-оборудованием;
автоматические регуляторы теплового
режима печи (устройства); электроприводы
вспомогательных механизмов ЭТУ;
щиты, пульты и станции уп-равления. Ниже
кратко рассмотрены основные виды ЭТУ.
К
комплектующему электрооборудованию
ЭТУ относятся: печные транс-форматоры
и автотрансформаторы; преобразовательные
агрегаты (для установок печей и
электротермических устройств в которых
преобразование
электрической энергии в тепловую
происходит при частоте,
отличной от 50 Гц); коммутационные и
защитные аппараты на вводе ЭТУ;
токопроводы ЭТУ — силовые
электрические цепи, соединяющие печи
(электротермические
устройства) с другим электро-оборудованием;
автоматические регуляторы теплового
режима печи (устройства); электроприводы
вспомогательных механизмов ЭТУ;
щиты, пульты и станции уп-равления. Ниже
кратко рассмотрены основные виды ЭТУ.
1-2. УСТАНОВКИ ПЕЧЕЙ СОПРОТИВЛЕНИЯ
Конструктивнее исполнение печей сопротивления. На конструкцию печей сопротивления существенно влияют характер работы и особенности загрузки и выг-рузки нагреваемых материалов, а также температурные условия, наличие или от-сутствие искусственной атмосферы в рабочем пространстве печи.
По способу загрузки и характеру работы во времени различают печи перио-дического (садочные) и непрерывного (методические) действия. В печи периодичес-кого действия после загрузки нагреваемое тело не изменяет своего положения в течение всего времени тепловой обработки, т. е. до момента выгрузки. В печи неп-рерывного действия нагреваемые изделия загружаются с одного конца печи, посте-пенно перемещаются по ее длине, прогреваясь до заданной температуры, и выдают-ся с другого конца печи. Такие печи используются, в частности, в автоматических технологических линиях.
На рис.1-1 схематично показаны некоторые основные типы конструкций тер-мических печей сопротивления: садочных рис.1-1,а-д) и методических (рис.1-1, е-и).
Камерная печь (рис., 1-1, а) среди печей периодического действия является простейшей и в то же время универсальной. Ее корпус 2 прямоугольной формы выполнен в виде камеры с огнеупорной и теплозащитной футеровкой, помещенной в металлический кожух. Печь загружается и выгружается через отверстие в передней стенке, закрываемое дверцей 1. Малые печи для удобства загрузки устанавливаются на ножках, большие печи — непосредственно на полу. Нагревательные элементы 3 располагаются в поду и на боковых стенках печи, реже на ее своде (у очень крупных печей и на задней стенке печи и на дверце). Подовые нагревательные элементы перекрываются жароупорными плитами, на которых укладываются изделия. Дверцы печей обычно выполняются подъемными, у малых печей — с ручным или ножным приводом, у более крупных — с электроприводом.
Шахтная печь (рис. 1-1,6) представляет собой круглую, квадратную или прямоугольную шахту. Корпус печи 2 заглублен в землю и перекрывается сверху крышкой 4 с затвором и электроприводом. Нагревательные элементы 3 подве-шиваются на боковых стенках печи. В таких печах производится термообработка, например: длинных валов. Некоторые шахтные печи имеют две —три тепловые зоны для обеспечения равномерности нагрева изделий большой длины.
В колпаковой печи (рис. 1-1, в) съемный корпус 2 (колпак) цилиндрической или прямоугольной формы с нагревательйыми элементами 3 на боковых стенках и жароупорный муфель 5 устанавливаются краном. Загрузка помещается также при помощи крана на стенд — под 6 печи (при поднятых колпаке и муфеле). Питание нагревательных элементов осуществляется, при помощи гибких кабелей и электри-ческих соединителей (штепсельных разъемов). Обычно одним колпаком обслужи-ваются несколько стендов. По окончании нагрева колпак отключается и краном пе-реносится на соседний стенд, где уже установлена очередная загрузка. Остывание загрузки происходит под муфелем.
Печь с выдвижным подом (рис. 1-1, г) является разновидностью камерной печи. Ее применяют для термообработки и отжига очень крупных изделий. Здесь камера 2 не имеет дна и стоит на колоннах, а выдвижной под 7 смонтирован на тележке с электроприводом катков или с лебедкой. Для загрузки и разгрузки откры-вается дверца и тележка, выезжает из-под камеры. Расположение нагревательных элементов такое же, как и в обычной камерной печи.
Соляная электродная
ванна (рис.
1-1,д) представляет собой металлическую
или керамическую ванну наполненную
солью 10, в
которую опущены электро-нагре

 ватели
(электроды) 11.
Часть ванны,
в которой находятся электронагреватели,
отделена от рабочей части перегородкой.
Ванна помещена в корпус 2
и прикрыта
сверху
зонтом 9. Для
пуска ванны (разогрева соли) используется
специальный погружной электронагреватель.
Соляные ванны обеспечивают быстрый и
равномер-ный разогрев изделий, помещаемых
в расплавленную соль. Они применяются,
в частности, для нагрева под закалку и
отпуск инструментов.
ватели
(электроды) 11.
Часть ванны,
в которой находятся электронагреватели,
отделена от рабочей части перегородкой.
Ванна помещена в корпус 2
и прикрыта
сверху
зонтом 9. Для
пуска ванны (разогрева соли) используется
специальный погружной электронагреватель.
Соляные ванны обеспечивают быстрый и
равномер-ный разогрев изделий, помещаемых
в расплавленную соль. Они применяются,
в частности, для нагрева под закалку и
отпуск инструментов.
Печи непрерывного действия характерны наличием транспортирующего меха-низма, который может быть выполнен различными способами.
В толкательной печи (рис. 1-1, е), которая имеет длинную прямоугольную камеру 2 с нагревателями 5, изделия на поддонах 12 или без них периодически проталкиваются по направляющим или роликам пода печи с помощью находяще-гося перед загрузочной дверцей механизхма толкателя с электро- или гидроприво-дом. На время проталкивания загрузочная 1 и разгрузочная 1' дверцы печи откры-ваются. Достоинства толкательной печи в первую очередь определяются надёж-ностью работы, поскольку механизм толкателя находится вне печи, а также возмож-ностью обработки изделий большой массы.
Конвейерная печь (рис. 1-1,ж) представляет собой длинную камеру 2 с наг-ревателями 3 и дверцами 1 и 1'. Транспортирующий механизм печи — цепной кон-вейер 13, бесконечное полотно которого состоит из плетёной металлической сетки или цепных звеньев. Конвейерная цепь натянута между ведущим и ведомым бара-банами и приводится в движение электроприводом через передаточный механизм и ведущий барабан. Барабаны могут располагаться внутри печи или вне её. В первом случае меньше потери тепла, во втором повышается надёжность работы печи, упро-щается ее загрузка и выгрузка.
Барабанная печь (рис. 1-1, з) имеет в камере 2 с нагревателями 3 жаро-упорный барабан (муфель) 14 с архимедовой спиралью. При вращении барабана с помощью электропривода изделия перекатываются в барабане, постепенно переме-щаясь от загрузочного устройства 15 к месту разгрузки. Такие печи применяются, например, для закалки мелких деталей, не имеющих острых кромок. Тогда из разгру-зочного конца барабана детали поступают в закалочный бак 16. Рольганговая печь (рис.1-1,и) наиболее универсальна. В её длинной камере 2 с нагревателями 3 и двер-цами 1 и 1’ можно обрабатывать изделия разнообразных форм и размеров. В зави-симости от размеров и конфигурации изделий последние перемещаются по рольгангу 17 печи непосредственно или в поддонах. Привод рольганга 1 — электромеханичес-кий регулируемый, весь механизм привода, кроме роликов, вынесен из печи. Роль-ганговые печи могут работать в непрерывном и в периодическом режиме; они ис-пользуются не только для разнообразных операций термообработки, но и для нагре-ва заготовок перед пластической деформацией. Часто рольганговые печи выпол-няются с несколькими самостоятельными зонами нагрева и охлаждения (несколько температурных зон могут иметь и другие методические печи). По сравнению с тол-кательными печами таких же типоразмеров и мощности рольганговые имеют луч-шие технико-экономические показатели: производительность их выше, а удельный расход электроэнергии меньше.
Р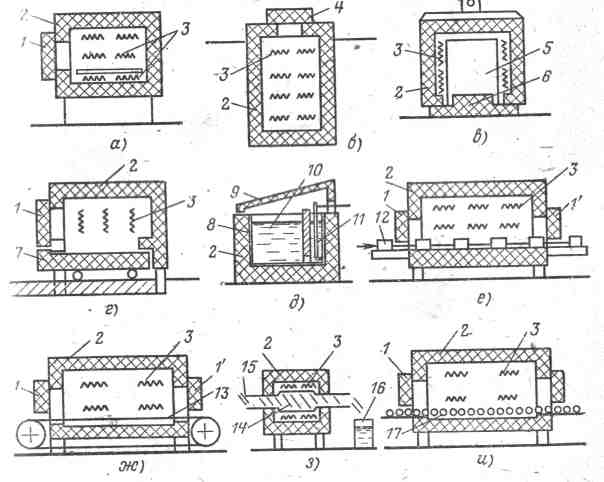 ис.
1-1. Схемы электропечей сопротивления.
ис.
1-1. Схемы электропечей сопротивления.
Кроме того, сокращается, площадь, занимаемая печью, и уменьшается расход конс-трукционных жаропрочных материалов при изготовлении печи. Рольганговые печи по сравнению с конвейерными более надежны в работе. Печи непрерывного дей-ствия особенно удобны для работы в поточных технологических линиях с метал-лообрабатывающими станками и другими агрегатами и устройствами.
Плавильные электропечи сопротивления для легкоплавких металлов (олово, цинк и т. п.) представляют собой стальную литую или сварную ванну либо котелок, помещенные в футеровку. Нагревательные элементы обычно укладываются в футе-ровке, В некоторых случаях трубчатые нагревательные элементы опускаются непосредственно в ванну. Крупные печи снабжаются, механизмом наклона для разлива металла. Для плавления алюминия при фасонном литье применяют также камерные печи емкостьюдо 250 кг, в которых металл расплавляется непосредственно в футе-ровке ванны.
В ряде процессов термообработки нагрев металлов в воздушной среде неже-лателен или даже недопустим из-за окисления металла или его обезуглероживания (у сталей). Для таких процессов применяют электропечи с защитной атмосферой, создаваемой путем введения в рабочее пространство смеси газов (азота и водорода), промышленных газов, естественного или городского газа и др. В конструкциях пе-чей с защитной атмосферой предусматриваются меры по герметизации печи или уменьшению потери газа. Иногда применяют, пламенную завесу, сжигая газ, выте-кающий через щель у порогов загрузочного и разгрузочного окон. Некоторые про-цессы термохимической обработки поверхности изделий, например цементация или азотирование, требуют специальной атмосферы. Печи в этом случае должны быть герметичаыми, так же как и печи для плавки металлов в вакууме.
По рабочей температуре печй сопротивления разделяют на низкотемпера-турные (до 600—700°С), среднетемпературные (от 600—700 до 1200—1250° С) и высокотемпературные (от 1250 до 2500°С). Температурные условия также нак-ладывают отпечаток на конструкцию печи, нагревательных элементов, вспомога-тельных механизмов и на применяемые для них материалы. В низкотемпературных печах, в которых значительная часть тепла передается конвекцией, для улучшения условий нагрева часто применяется принудительная вентиляция атмосферы. Некото-рые конструкции термических печей сопротивления показаны на рис. 1-2—1-4.
Среднетемпературная
серийная камерная печь (рис 1-2) имеет
камеру, образо-ванную огнеупорной
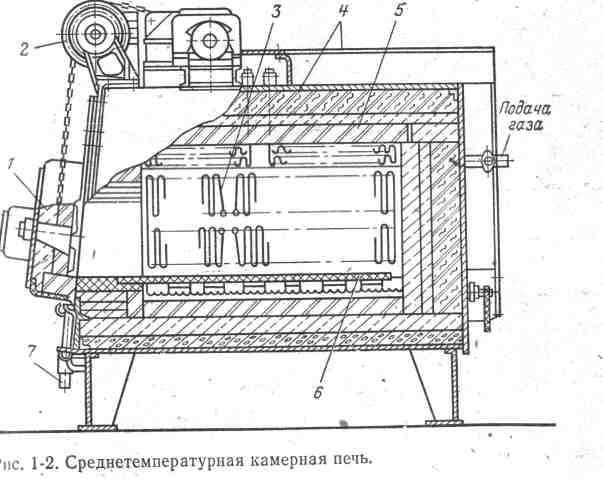
футеровкой 5 и теплоизоляцией в кожухе 4 из листовой и профилированной стали. На своде, боковых стенках и в поду расположены нагревательные элементы 3 в виде зигзагов или спиралей. Подовые нагревательные элементы перекрыты жароупорными плитами 6, на которые укладываются нагреваемые изделия. Дверца 1 печи имеет механизм подъёма 2 с электроприводом. Печь снабжена устройством пламенной завесы 7. В камеру печи подается защитный газ. На рис. 1-3, показана низко-температурная конвекционная сушильная печь, широко применяемая для сушки роторов, статоров и якорей электрических машин до и после пропитки крем нийорганическим лаком. В ней мо-
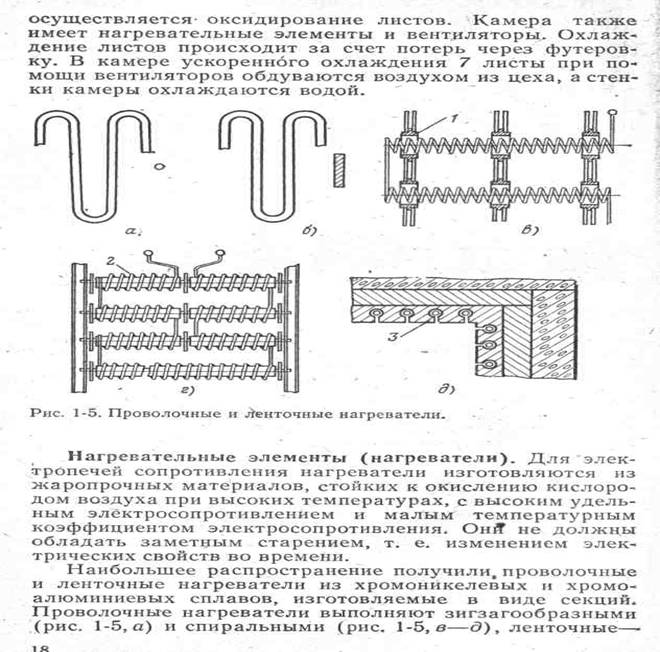

зигзагообразными (рис.1-5,б).Проволочные зигзагообразные нагреватели навешивают на стенках и своде печи на жаропрочных крючках, подовые нагреватели укладывают свободно на фасонные кирпичи. Спиральные нагреватели в низкотемпературных печах подвешивают на фасонных керамических втулках 1 (рис. 1-5, в), на керамических. Труб-ках 2 (рис. 1-5,г) или на полочках футеровки. В среднетемпературных печах спиральные нагреватели укладывают также в пазах 3 футеровки (рис. 1-5, д). Ленточные нагреватели (изготовленные из, ленты или литые) крепят на стенках и своде обычно на специальных керамических крючках; на поду их укладываю на керамических опорах.
Обычно
применяют следующие сплавы для
проволочных
и ленточных нагревателей:
железохромоалюминиевые
Х13Ю4 — для низкотемпературных печей,
ОХ23Ю5А и
ОХ27Ю5А — для печей с температурами до
1000 °С; железохромоникелевые
(нихромы): Х23Н18, Х25Н20 — для
печей с температурами до 1050 °С, Х15Н60 и
Х15Н80Т —для печей с температурами до
1150 °С, В
табл. 1-Г приведены рекомендуемые
температуры нагревателей
из этих сплавов. В области, ограниченной
рекомендуемыми
температурами, срок службы нагревателей
составляет не менее 10 000 ч. Под непрерывным
режимом
в табл. 1-1 подразумевается круглосуточная
непрерывная работа (методические печи),
под прерывистым
— работа с включением и отключением
печи несколько раз 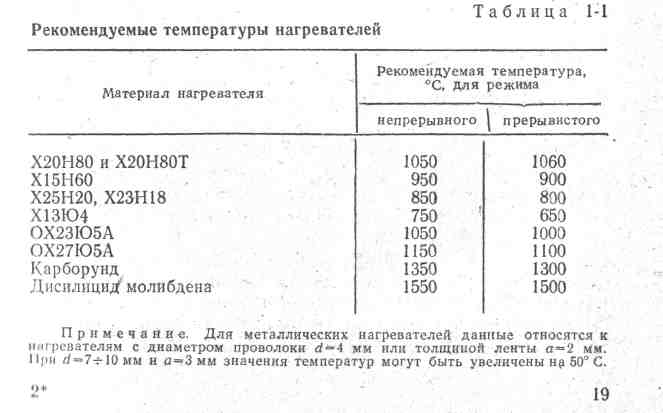
в сутки с существенным остыванием ее отключенном состоянии.
В печах с электрокалориферами и соляных ваннах (при температурах до 600 °С) часто применяют трубчатые электронагреватели (ТЭН). Нагреватель (рис. 1-6) состоит из металлической трубки 1, по оси которой расположена нихромовая спираль 2, при-варенная к выводным концам 5 нагревателя.
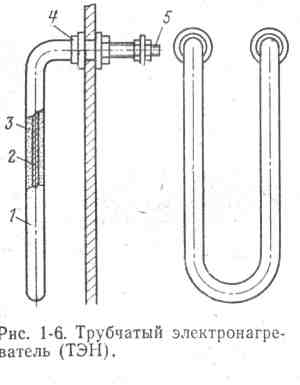
Трубка заполнена кристаллической окисью магния (периклазом) 3. В концах трубки закреплены выводные изоляторы 4. Трубка легко изгибается, поэтому ТЭН выпускаются различной формы (в том числе ребристыми - для электрокалориферов).
Для печей с рабочими температурами выше
1100 - 1150°С применяют неметаллические нагреватели в виде стержней: карборундовые, ос-нову которых составляет карбид кремния (до 1300—1400°С), и из дисилицида молибдена (до 1400—1500°С). Рекомендуемые температуры таких нагревателей указаны в табл. 1-1. Применяют также графитовые и угольные нагреватели (до 2000 — 2500 °С). Наиболее расспрос-транены в высокотемпературных печах нагреватели из молибдена (до 2000 °С в защитной среде) и вольфрама (до 2500 РС в защитной среде).
Электрическая мощность, потребляемая нагревателями, составляет для небольших мощностей единицы киловатт, а для крупных печей может достигать тысячи киловатт и более. Для ориентировки укажем установленные (номинальные) мощности некоторых видов печей сопротивления: от 8 до 160 кВт — камерные печи общего назначения; от 25 до 160 кВт — шахтные печи; от 20 до 1000 кВт — камерные печи для сушки электротехнических изделий; от 10 до 150 кВт — барабанные печи; от 90 до 270 кВт — толкательные печи (от 750 до I 100 кВт — с камерами охлаждения); от 6 до 800 кВт — конвейерные печи (до 1400 кВт — с камерами охлаждения). .
Расчет проволочных и ленточных нагревателей имеет целью определить сечение проволоки или ленты, ее суммарную длину и разместить нагревательные элементы (секции) в рабочей камере печи. Рассмотрим упрощённый метод расчета нагревателей для печей, в которых теплопередача осуществляется в основном излучением, т. е. при температуре печи не менее 600—700 °С. При расчете исходят из заданной номинальной электрической мощности печи (или мощности зоны — для многозонных печей) Рном (кВт), конечной температуры нагрева изделий t изд (°С) и площади футеровки печи, на которой разместятся нагреватели. Сначала выбирают схему включения нагревателей для каждой зоны печи. При питании нагревателей от цеховой трехфазной сети 380 В нагреватели можно соединять в звезду или в треугольник с последовательным или параллельным соединением нагревательных элементов (секций), т. е, с одной или несколькими фазоветвями в каждой фазе. Возможно и однофазное включение нагревателей на фазное напряжение 220 В. В ряде случаев нагреватели питаются от спе-циальных понизительных печных трансформаторов или автотрансформаторов. Пос-ле выбора схемы включения известны: мощность на фазоветвь Рф (кВт); фазное напряжение Uф (В). Исходя из максимальной температуры изделия tизд (°С), вы-бирают, по табл. 1-1 материал нагревателя и его рекомендуемую температуру tНаг (°С). Затем с учетом принятой конструкции нагревательных элементов определяют значение допустимой удельной поверхностной мощности нагревателя W доп, кото-рой отвечает срок службы нагревателя не меньший, чем 10 000 ч. Удельная повер-хностная мощность — есть мощность, выделяемая с единицы поверхности наг-ревателя (Вт/м2). На рис.1-7 приведены зависимости допустимой удельной по-верхностной мощности идеального нагревателя Wид от температуры изделия при различных температурах нагревателя t наг. Под идеальным подразумевается сплошной нагреватель, окружающий изделие со всех сторон, при допущении, что тепловые потери через футеровку печи отсутствуют.
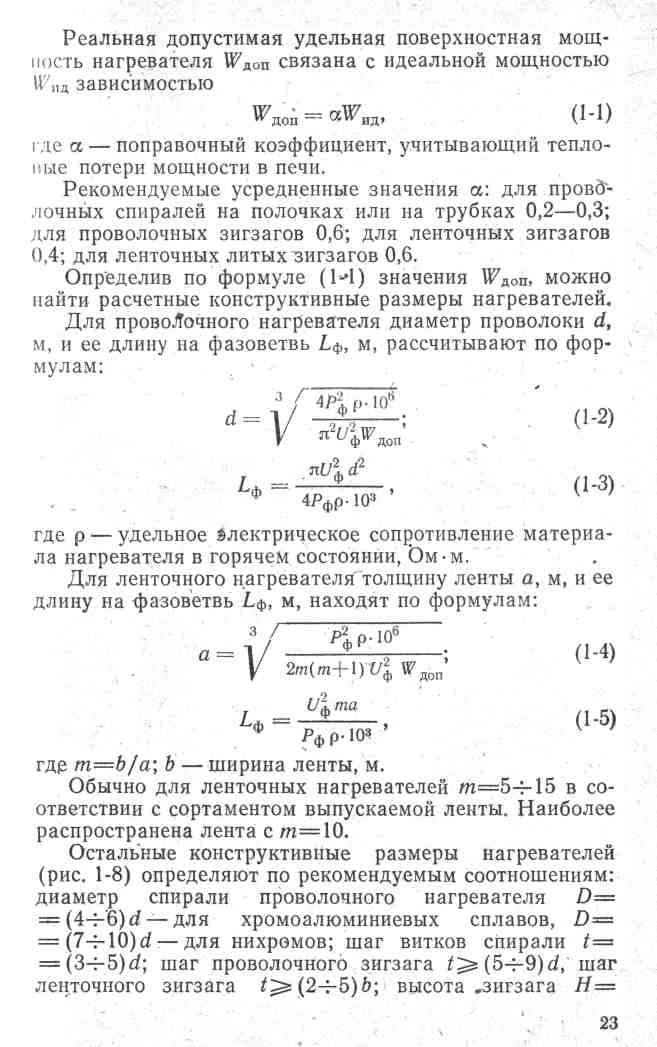
= 0,15 – 0,3 м – для хромоалюминевых сплавов, H| =0,2 - 0,4 м — для нихромов; радиус закругления зигзага R>d или R=(4 - 5)а. Для температур на нагревателе до 1000 °С применяют ленту размером не менее 0,001X 0,01 м, при более высоких температурах — не менее 0,002 Х 0,02 м. Для проволочных спиралей минимальный диаметр
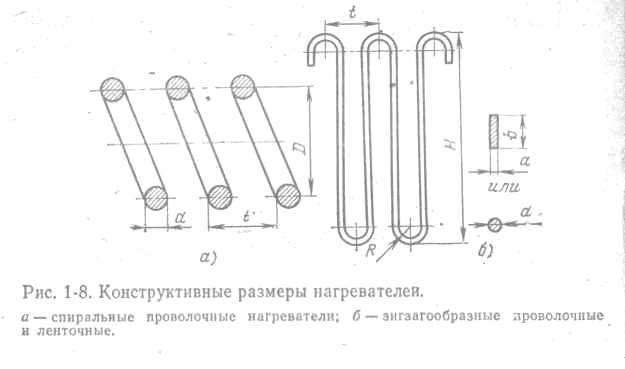
проволоки 0,003 м, для проволочных зигзагов 0,006 м.
При расчёте нагревателей можно исходить также из также из имеющегося сорта-мента проволоки или ленты. Тогда, зная расчётное опротивление фазоветви нагревате-ля R = U / P и выбирая по сортаменту проволоку или ленту находят длину нагрева-теля на фазоветвь, м:
Рассчитанный таким образом нагреватель проверяют на допустимую удельную поверхностную мощность. Определяют фактическую удельную поверхностную мощность нагревателя Wнаг:
для проволочного нагревателя для ленточного нагревателя
для ленточного нагревателя
![]()
Если полученное значение WНаг < Wдот то нагреватель выбран правильно. Если WНаг > Wдоп, то размер сечения нагревателя при данной схеме соединения нагревателя не подходит. Нужно либо изменить схему соединения, повышая напряжение на фазоветвь, либо уменьшить мощность фазоветви, чтобы при том же сечении получить большую длину, а значит, и площадь поверхнсти нагревателя.
Пример 1-1. Рассчитать нагреватель для шахтной печи, предназначенной для отжига стальных изделий и работающей при тем пературе 800° С. Мощность печи 66 кВт, напряжение сети 380 В; печь трехфазная, режим работы близок к непре-рывному. Размеры шахты: диаметр 0,8 м, высота 1,2 м.
Принимаем включение нагревателей в звезду с одной ветвью на фазу. Фазная мощность печи Рф = 66/3=22 кВт; фазное напряжет Uф = 220 В. Выбираем по табл. 1-1 в качестве материала нагревавателей нихром Х15Н60 с рекомендуемой температурой 950° С и удельным сопротивлением р=1,2 х10~6 Ом х м. По рис. 1 -7 для tИзд=800° находим для идеального нагревателя Wид 3,7 x 104 рт/м2. Значение коэффициента эффективности для ленточного зигзага а=0,4. Тогда согласно (1-1) допустимая удельная поверхностная мощность для выбранного типа нагревателя
Wдоп = 0,4 х 3,7 х 10 Вт/м.
Далее расчёт ведём по формулам (1-4) и (1-5), принимая для ленты значение
m = 10. Толщина ленты: (формула стр. 25)
Выбираем ленту размерами 1,5 х 15 мм. Длина ленты на фазу:
(формула)
Нагреватель фазы выполняем в виде одной секции. Размещаем секции нагревателей трёх фаз одну над другой. Принимаем высоту зигзага Н = 0,25 м, расстояние между секциями по 0,1 м. Длина секции нагревателя по окружности шахты печи lф = 3,14 х 0,8 — 0,1 = 2,4 м (0,8 м — диаметр шахты, 0,1 м — расстоя-ние между выводами). Длина ленты на шаг зигзага с учетом закруглений: lt = 2 (Н — 2R) + 2pR = 2Н+2R(p — 2) — см. рис. 1-8,6; Принимаем R = 5а = 5 x 1,5 x 10-3=7,5 x 10~3 м, тогда lt = 2 x 0,25 + 2 x 7,5 x 10-3 (3,14 — 2) ~ 0,52 м. Число зигзагов на фазу n = Lф/lt = 41,25 : 0,52 ~ 79. Шаг зигзага t = lф/n = 2,4 : 79 = 0,03 м, т. е.
t = 2b, что приемлемо.
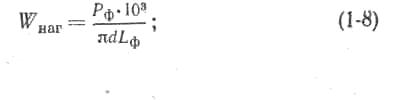
вакуумной системой вакуумных печей; г) датчики систем измерения и автоматического регулирования температуры печи, а также измерения и контроля, вакуума или давления газа и других параметров.
Поясняющие принципиальные электрические схемы печных установок приведены на рис. 1-9.
Основным родом тока для питания печей сопротивления служат трех- или одно-фазный переменный ток частотой 50 Гц, а основное напряжение 380, 660 В.
Для электроприводов вспомогательных механизмов печей обычно используются асинхронные двигатели с короткозамкнутым ротором. Для механизмов, требующих ре-гулирования скорости, применяют двигатели постоянного тока с питанием от магнитных усилителей или тиристорных преобразователей. Мощности двигателей вспомогательных механизмов печей серийного изготовления находятся в пределах 0,6—10 кВт.
Печные трансформаторы и автотрансформаторы используют при напряжении нагревательных элементов,отличающемся от напряжения питающей сети, или при необходимости регулирования напряжения на нагревателях, т.е. мощности, подводимой к нагревателям. Во многих случаях для печей с металлическими нагревательными эле-ментами применение понижающих трансформаторов (автотрансформаторов) экономически выгодно, так как позволяет выбрать нагревательные элементы, имеющие больший срок службу за счет увеличенного сечения проволоки (ленты). Трансформаторы (автотрансформаторы) применяют, как правило, также для печей с нагревательными элемен-тами из дисилицида молибдена или карборунда, сопротивление которых существенно изменяется с их разогревом, и для соляных ванн.
Регулирование вторичного напряжения U2 печных трансформаторов (автотрансфор-маторов) осуществляется ступенями. Предусматривается несколько ступеней, причём регу-лирование производят без нагрузки изменением коэффициента трансформации. Для этого изменяют числа витков, секционированной первичной обмотки перестановкой перемычек или специальным переключателем; у некоторых типов трансформаторов дополнительно переключают схему секционированной вторичной обмотки.
Трансформаторы и автотрансформаторы для печей сопротивления,как правило, имеют естественное воздушное охлаждение («сухие») и устанавливаются непосредственно в производственных помещениях поблизости от печей.
Однофазные печные трансформаторы серии ТПО изготовляются на мощности 1,6-10кВ-А с первичным напряжением 220В (на максимальные вторичные напряже-ния U2max~20-80В, с четырьмя ступенями, при этом U2min~0,65U2max) и на мощ-ности 25-250 кВ•А с первичным напряжением 380В(на напряжения U2max~40-160В, c восемью ступенями, U2min~0,3U2max).
Трёхфазные печные трансформаторы серии ТПТ рассчитаны на первичное на-пряжение 380В. При мощностях 16-25кВ-А они имеют 16 ступеней трансформации (4 ступени первичной и дополнительно 4 ступени вторичной обмоток). По ступе-ням вторичной обмотки напряжение изменяется в 8 раз (U2max-70В на первичной ступени первичной обмотки) и за счёт ступеней первичной обмотки - ещё в 1,7 раза. Трансформаторы мощностью 40-250кВ-А изготовляются с восемью ступенями напряжения U2.При U2max~270В напряжение на последней ступени составляет 0,36 U2max.Кроме того,вторичная обмотка может переключаться со звезды на треугольник.
Печные трехфазные автотрансформаторы серии АПТ мощностью 6 — 25 кВ-А с первичным напряжением 380В и 16 ступенями трансформации позволяют регу-лировать напряжение U2 в пределах от 250 до 40 — 50 В.
Применяются также трансформаторы и автотрансформаторы других серий, в том числе и трансформаторы с плавным регулированием вторичного напряжения (c подвижной вторичной обмоткой).
Электрические схемы установок печей сопротивления. Благодаря примене-нию в установках электропечей сопротивления комплектных щитов и станций уп-равления принципиальные электрические схемы установок различных печей состоят из повторяющихся типовых узлов и отличаются друг от друга главным образом в той части, которая относится к управлению электроприводами вспомогательных меха-низмов.
В качестве примера рассмотрим упрощенную принципиальную электричес-кую схему установки однозонной камерной печи (рис, 1-11). Нагреватели печи ЭПС получают питание через автотрансформатор АТ от сети
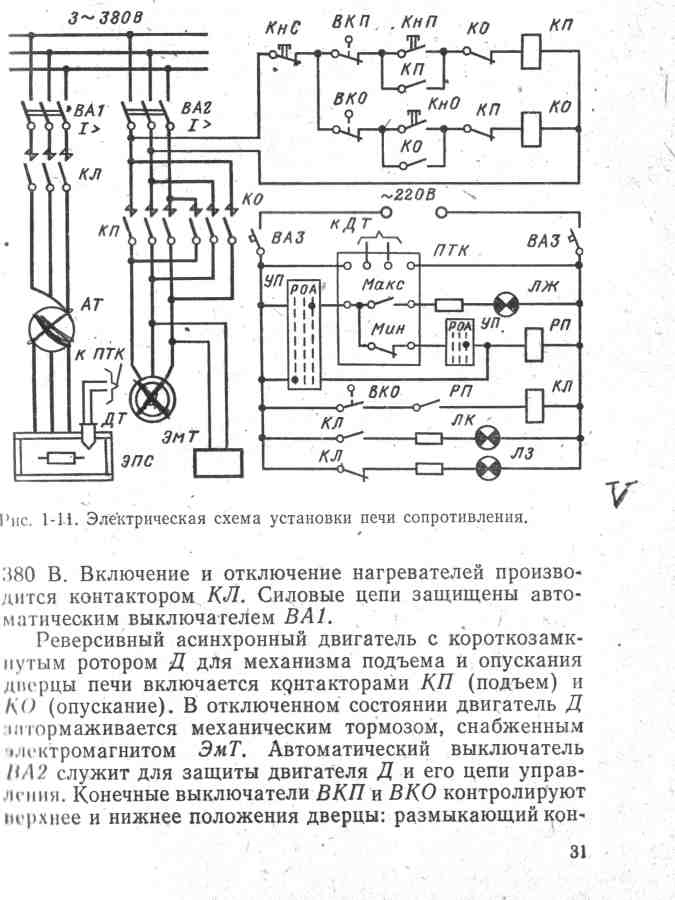
такт ВКП открывается в верхнем положении, размыкающий контакт ВКО - в нижнем. Уп-равление приводов дверцы - ручное дистанционное, при помощи кнопки КН (подъём), КО (опускание), КС (стоп).
Схема цепей управления и сигнализации питается напряжением 220 В и содержит: автоматический выключатель ВАЗ; прибор теплового контроля ПТК (с датчиком температуры печи ДТ); катушки контактора КЛ и промежуточного реле РП; сигнальные лампы ЛЗ (зеленая), Л К (красная) и Л Ж (жёлтая). Схема обеспечивает руч- ное дистанционное и автоматическое управление тепловым процессом печи. Выбор вида управления, осуществлятся универсальным переключателем УП на три положения. При нейтральном, положении 0 рукоятки УП нагреватели печи отключены, горит лампа ЛЗ. I
При ручном управлении рукоятка УП становится в положение Р, включается реле РП и своим контактом замыкает цепь катушки контактора КЛ. Контактор включается, подавая питание на нагреватели, лампа ЛЗ гаснет, лампа ЛК загорается. Оче-видно, что включение контактора КЛ возможно только при закрытой (опущенной) двер-це печи. Такая блокировка осуществлена замыкающим контактом конечного выклюю-чателя ВКО. В режиме ручного управления прибор теплового контроля ПТК ( не ока-зывает влияния на ход теплового процесса. Он лишь дает оператору информацию о температуре печи.
При автоматическом управлении рукоятка УП ставится в положение А. Теперь сигнал на включение и отключение реле РП, а следовательно, на включение и отклю-чение нагревателей выдается прибором ПТК. Реле РП включается, если замкнут контакт Мин этого прибора и отключается при размыкании контакта Мин (подробнее о работе ПТК см. ниже). Если температура печи по каким-то причинам превысит максимально допустимую замкнётся контакт. Макс ПТК и загорится лампа ЛЖ, привлекая вни-мание обслуживающего персонала.
Для печей, работающих с газовой атмосферой, в схему цепей управления вво-дятся дополнительные узлы обеспечивающие управление аппаратурой газовой атмос- феры и сигнализацию о ее работе (световую и звуковую).
Установки прямого нагрева. Электротермические установки прямого нагрева при-меняются, в частности,для нагрева заготовок при ковке и штамповке. Они обеспечи-вают быстрый и равномерный нагрев до 1100—1200°С, но потребляют очень большие токи (сотни и тысячи ампер) при относительно малых напряжениях (5—20 В).
Устройство прямого нагрева питается от однофазного
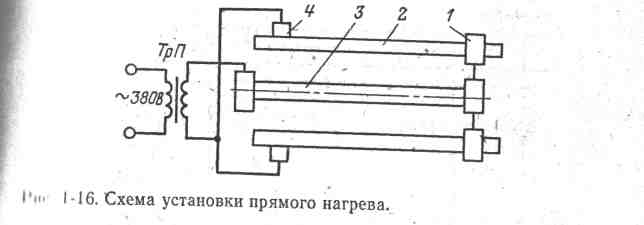
печного трансформатора ТП (рис. 1-16). Нагреваемая заготовка 3 зажимается в кон-тактных головках 1, к которым через токосъёмники 4 и токоведущие трубошины 2 подведено напряжение вторичной обмотки трансформатора.
Установки инфракрасного нагрева. В этих установил нагрев производится в сушильной камере при по мощи специальных электроламп или трубчатых нагре-вающих элементов (ТЭН), которые испускают в основном инфракрасные лучи. В электромашиностроении такие установки применяют для сушки лакокрасочных покрытий и изоляции обмоток электрических машин после, пропитки. Этот способ нагрева дает ускорение процесса сушки обмоток за счёт проникновения в обмотки тепла также от металлических частей, прогреваема инфракрасными лучами.
1-3. УСТАНОВКИ ДУГОВЫХ ПЕЧЕЙ
Конструктивное исполнение дуговых печей. Упрощённые схемы конструк-ций двух основных разновидное дуговых печей прямого и косвенного нагрева пока-заны на рис. 1-17 и 1-18.
Печь прямого нагрева (рис. 1-17) -трехфазная; ее основное назначение — выплавка. стали, в первую оче-
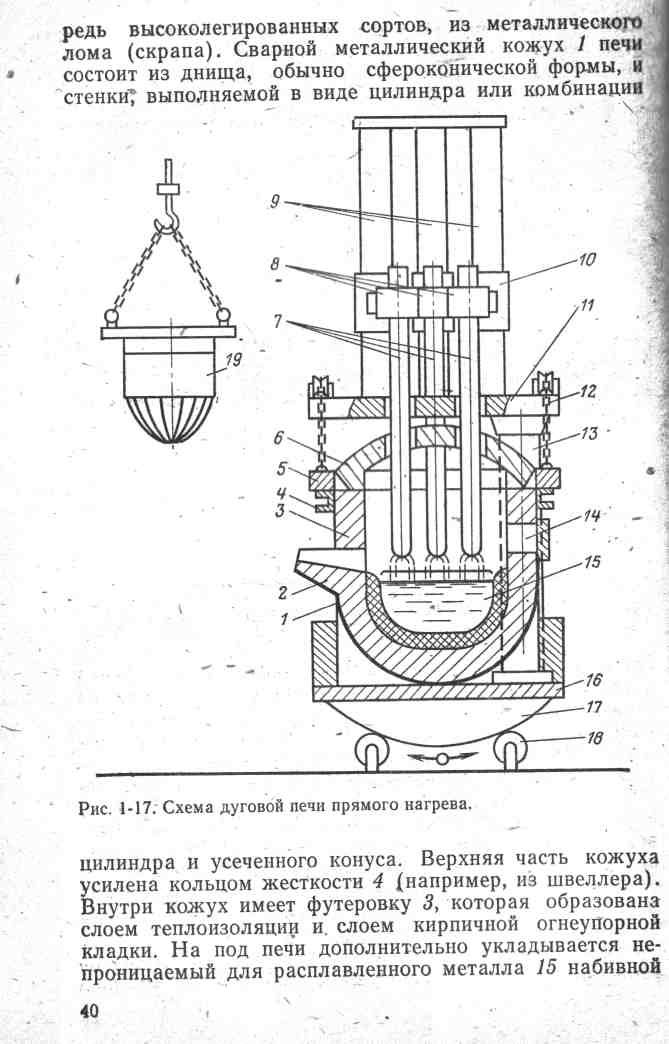

процессом плавки и выполнения необходимых операций в ходе плавки. Свод 6 печи слу-жит для предотвращения утечки газов и тепла. Он выложен из огнеупорных кирпичей и крепится в сводовом кольце 5 из швеллера или корытообразного сварного профиля. Элек-троды 7- угольные или графитированные стержни большого сечения - проходят верти-кально через отверстия в своде и укреплены в электрододержателях 5, к которым подво-дится ток гибкими кабелями. Благодаря экранирующему действию электродов свод печи частично защищён от непосредственного излучения дуги. Это и дает возможность прово-дить процессы плавки стали, требующие высоких рабочих температур (1600°С и выше).
Каждый
электрододержатель укреплен на трубе
или коробчатой
балке, соеди-нённой с кареткой 10, которая


 может
перемещаться в вертикальном направлении
по стойке 9
при помощи
механизма перемещения электрода с
электро- или гидро-приводом. Три стойки
9 установлены
на площадке 11,
к которой
на цепях 12
подвешено
сводовое кольцо 5. Свод может подниматься,
для чего имеется меха-низм, воздействующий
на цепи 12 и
снабжённый обычно электроприводом.
Пло-щадка 11
в свою очередь
установлена на опорной стойке 13
(конструктивно
узел 11—13
выполняется
иначе, например в виде полупортала). Для
наклона печи на угол 45° при сливе металла
предназначен механизм наклона. Этот
механизм конструк-тивно может быть
выполнен по-разному.В наиболее
распространенном варианте ко-жух 1 и
узел 11—13
установлены
на платформе — люльке 16,
снабжённой
двумя опорными сегментами 17,
перекатывающимися
по роликам 18
или по плоским
бал-кам. Наклон люльки осуществляется
реечным или винтовым устройством с
электро-приводом или с помощью
гидропривода. Механизм обеспечивает
также наклон пе-чи на 10—15° в сторону
рабочего окна для скачивания шлака в
процессе плавки.
может
перемещаться в вертикальном направлении
по стойке 9
при помощи
механизма перемещения электрода с
электро- или гидро-приводом. Три стойки
9 установлены
на площадке 11,
к которой
на цепях 12
подвешено
сводовое кольцо 5. Свод может подниматься,
для чего имеется меха-низм, воздействующий
на цепи 12 и
снабжённый обычно электроприводом.
Пло-щадка 11
в свою очередь
установлена на опорной стойке 13
(конструктивно
узел 11—13
выполняется
иначе, например в виде полупортала). Для
наклона печи на угол 45° при сливе металла
предназначен механизм наклона. Этот
механизм конструк-тивно может быть
выполнен по-разному.В наиболее
распространенном варианте ко-жух 1 и
узел 11—13
установлены
на платформе — люльке 16,
снабжённой
двумя опорными сегментами 17,
перекатывающимися
по роликам 18
или по плоским
бал-кам. Наклон люльки осуществляется
реечным или винтовым устройством с
электро-приводом или с помощью
гидропривода. Механизм обеспечивает
также наклон пе-чи на 10—15° в сторону
рабочего окна для скачивания шлака в
процессе плавки.
Разновидности конструкций печей определяются, в частности, способом заг-рузки в них подготовленного для загрузки материала — шихты. Способ загрузки через рабочее окно используется в настоящее время лишь для малых печей с ручной загрузкой. Наиболее распространены печи с механизированной загрузкой сверху посредством специальной корзины 19 (рис. 1-17), перемещаемой мостовым краном. Корзина снабжена раскрывающимся дном.
Для загрузки сверху большинство печей имеет поворотный свод (печи серии ДСП). Перед загрузкой свод приподнимается на цепях и вместе с площадкой 11 и стойками 9 с помощью механизма поворота свода с электро- или гидроприводом от-водится в сторону слива на угол 80-100°,открывая печь. Предварительно поднимают все электроды. Применяются также печи с выкатывающейся ванной, в которых после подъёма свода кожух, установленный на тележке, выкатывается под загрузку.
Печи с номинальной ёмкостью 12 т и более могут иметь механизм вращения ванны в пределах угла ±40° вокруг вертикальной оси. Механизм снабжён обычно электроприводом.
Дуговые сталеплавильные печи ёмкостью до 10 т, применяют в литейных це-хах предприятий при производстве фасонного стального литья. В ряде случаев для этой цели используют и более крупные печи. Ёмкость печи - количество металла, которое печь выдает за плавку, т.е. которое единовременно можно разместить в пла-вильном пространстве печи.
Печь косвенного нагрева (рис. 148) выполняется однофазной и служит для плавки металлов с температурой плавления не выше 1300—1400° С. В основном та-кие печи применяют с целью переплава цветных металлов и сплавов, а также чугуна для фасонного литья в небольших литейных цехах. В печи косвенного нагрева очаг высокой температуры (дуга) находится на некотором расстоянии от поверхности ме-талла, поэтому угар и испарение металла намного меньше, чем в печах прямого ду-гового нагрева. Кожух печи 1 с футеровкой 2 из теплоизоляционного и огнеупорно-го слоёв имеет бочкообразную (как на рисунке) или цилиндрическую форму, распо-ложен горизонтально и уложен опоясывающими его ободьями 5 на четыре ролико-вые опоры 3. В средней части кожуха расположено рабочее окно, обрамленное ли-той рамой и служащее для загрузки печи и слива металла.В нижней части рама обра-зует носок13 для слива. Окно имеет дверцу 12, футерованную с внутренней стороны.
Графитированные
электроды 9, между которыми горит дуга,
расположены по оси печи и проходят через
отверстия в торцах кожуха. Электроды
зажаты в электро-додержателях 10,
к которым
подводится ток гибкими кабелями.
Электрододержа-тели установлены на
каретках, которые могут двигаться
по направляющим консолей 6,
прикреплённых
к кожуху. Подача электродов осуществляется
с помощью двух ме-ханизмов перемещения
8 вручную
или электродвигателем 7 (в схеме на
рисунке пра-вый электрод перемещается
только вручную). Печь после расплавления
части шихты работает с непрерывным
качанием на опорных роликах 3;
одна пара
которых имеет привод от реверсивного
двигателя 4.
Качания
печи необходимы в первую очередь для
более равномерного нагрева футеровки
печи, что повышает срок ее службы.
Бла-годаря качаниям печи нагретые прямым
излучением дуги части футеровки
периоди-чески омываются
и охлаждаются расплавленным металлом,
более холодным, чем футеровка. Одновременно
улучшается качество металла за счёт
его перемешивания. 
Дуговые печи с косвенным нагревом имеют ёмкость не более 500 кг (нап-ример, печь типа ДМБ-0,5 — медеплавильная барабанная ёмкостью 0,5 т).
Электрооборудование установок дуговых печей. Установка дуговой печи включает в свой состав, кроме собственно печи и её механизмов с электро- или гид-роприводом, также комплектующее электрооборудование; печной трансформатор; токопроводы от трансформатора к электродам печи — так называемую короткую сеть; распределительное устройство (РУ) на стороне высшего напряжения транс-форматора с печными выключателями; регулятор мощности; щиты и пульты уп-равления, контроля и сигнализации; программирующее устройство для управления режимом работы печи и др.
Установки дуговых печей - крупные потребители электроэнергии; их единич-ные мощности измеряются тысячами и десятками тысяч киловатт. Расход электро-энергии на расплавление тонны твёрдой завалки достигает 400—600 кВт-ч. Поэтому питание печей производится от сетей 6,10и35кВ через понизительные печные транс-форматоры(максимальные значения вторичного линейного напряжения трансформа-торов лежат обычно в пределах до 320 В у печей малой и средней емкости и до 510 В у крупных печей). В этой связи для установок печей характерно наличие спе-
ци-альной печной подстанции с трансформатором и РУ; в новых установках приме-няются шкафы комплектных распределительных устройств (КРУ), выполненных по унифицированным схемам. Печные подстанции располагают в непосредственной близости от печей. Щиты и пульты управления для установок ДСП ёмкостью до 12 т и ДМБ размещают в пределах печной подстанции с обслуживанием пультов из цеха (с рабочей площадки). Для более крупных печей могут предусматриваться отдель-ные пультовые помещения с удобным обзором рабочих окон печей.
В электроприводах механизмов печи применяют обычно асинхронные дви-гатели с короткозамкнутым ротором напряжением 380 В на мощности от 1 - 2 кВт в небольших печах до 20 - 30 кВт в более крупных печах. Двигатели приводов перемещения электродов - постоянного тока с питанием от электромашинных или магнитных усилителей, а также от тиристорных преобразователей. Эти приводы входят в состав самостоятельного агрегата - регулятора мощности печи.
В печах ёмкостью более 20 т с целью увеличения производительности и об-легчения труда сталеваров предусматриваются устройства для перемешивания жид-кой ванны металла, основанные на принципе бегущего магнитного поля. Под днищем печи из немагнитного материала размещается статор с двумя обмотками, токи которых сдвинуты по фазе на 90°. Создаваемое статорными обмотками бегу-щее поле приводит в движение слои металла. При переключении обмоток возмож-но изменение направления движения металла. Частота тока в статоре перемеши-вающего устройства от 0,3 до 1,1 Гц. Питание устройства производится от элек-тромашинного преобразователя частоты.
Двигатели, обслуживающие механизмы дуговых печей, работают в тяжёлых условиях (пыльная среда, близкое расположение сильно нагретых конструкций печи), поэтому они имеют закрытое исполнение с теплостойкой изоляцией (краново- металлургических серий).
1-4. ИНДУКЦИОННЫЕ ЭЛЕКТРОТЕРМИЧЕСКИЕ УСТАНОВКИ
Индукционные ЭТУ включают в себя плавильные и нагревательные установки, а по частоте питающего тока охватывают широкую полосу от промышленной частоты (50 Гц) до средней (0,5—10 кГц) и высокой (сотни и тысячи килогерц).
Конструктивное исполнение индукционных плавильных печей. Для рабочего процесса индукционных плавильных печей характерно электродинамическое и тепловое движение жидкого металла в ванне или тигле, способствующее получению однородного по составу металла и его равномерной температуры по всему объёму а также малый угар металла (в несколько раз меньше, чем в дуговых печах). Эти факторы обусловили широкое применение индукционных плавильных печей при производстве фасонного литья из чёрных и цветных металов. Рабочие температуры печей: для стали 1600° С, чугуна 1200 — 1400° С, меди 1200° С и алюминия 750° С.
Индукционные плавильные печи можно разделить на канальные печи промыш-ленной частоты и тигельные печи промышленной, средней и высокой частоты.
Особенности конструкции индукционной канальной печи (печи со стальным сер-дечником) иллюстрирует рис. 1-24, а. Здесь схематически изображена однофазная печь. Она представляет собой футерованную ванну 3, заключенную в металличес-кий кожух 2 и снабжённую в данном случае одной однофазной индукционной едини-цей. Последняя состоит из индуктора 8, шихтованного магнитопровода 6 (сердечника) из трансформаторной стали и подового камня 7 с охватывающими индуктор плавиль-ными каналами 4. Камень 7 заключён в металлический кожух. Индукционные единицы делают отъёмными, чтобы можно было их заменять без охлаждения футеровки ванны.
Для слива металла 1 через сливной носок 9 печь наклоняется обычно при помощи гидропривода (в некоторых печах ванна и кожух выполнены в виде барабана по типу дуговой печи косвенного нагрева, а слив металла производится через отверстие в тор-цевой стенке печи при повороте барабана с помощью электропривода).
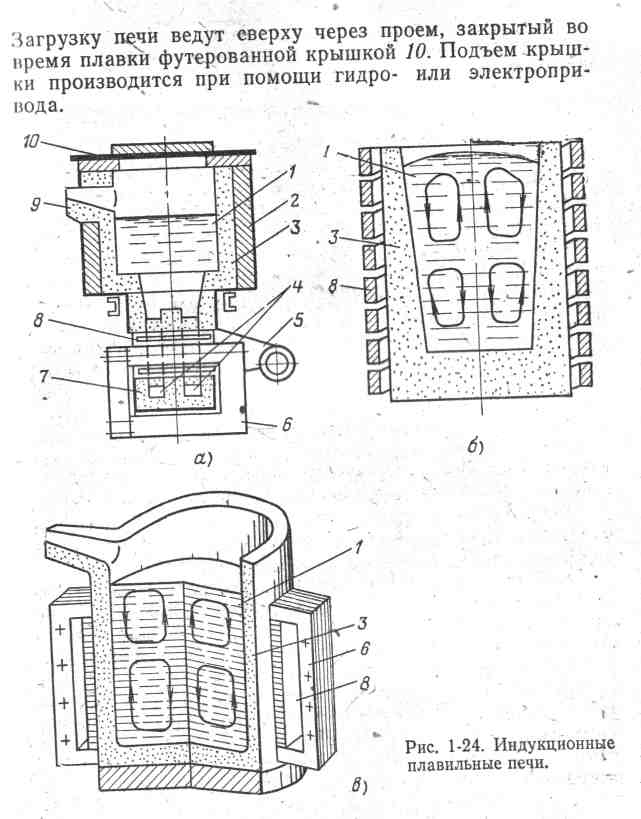
Индуктор печи изготовляют из профилированной медной трубки с водяным ох-лаждением. Подовый камень охлаждается воздухом при помощи вентилятора 5 через зазор между индуктором и подовым камнем. Ток к индуктору подводится по гибким ка-белям.
Замкнутый
контур — вторичную «обмотку»
трансформатора,
первичной обмот-кой которого является
ин дуктор,
образует жидкий металл в каналах. Поэтому
необхо-димо,
чтобы в них всегда оставалось некоторое
количество
металла, поддерживаемого в расплавленном
состоянии,
для чего печь должна быть постоянно
подключена
к питающей сети. Следовательно, канальные
печи
предназначены для непрерывной работы
с редкими
переходами с одной марки металла на
другую. В
своём большинстве канальные печи
выполняются однофазными
с одной или несколькими индукционными
единицами.
дуктор,
образует жидкий металл в каналах. Поэтому
необхо-димо,
чтобы в них всегда оставалось некоторое
количество
металла, поддерживаемого в расплавленном
состоянии,
для чего печь должна быть постоянно
подключена
к питающей сети. Следовательно, канальные
печи
предназначены для непрерывной работы
с редкими
переходами с одной марки металла на
другую. В
своём большинстве канальные печи
выполняются однофазными
с одной или несколькими индукционными
единицами.
Канальные печи в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Ёмкость печей от 0,4 до 16 т (печи серий ИАК и ИЛК). Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы (например, серии ИЧКМ, ИЛКМ и др.).
Устройство индукционных тигельных печей (печей без сердечника) показано на рис. 1-24, б и в. Внутри индуктора 8 помещен огнеупорный набивной тигель 3, в котором находится расплавляемый металл 1. В печах промышленной частоты и в некото-рых крупных печах средней частоты устанавливается внешний магнитопровод 6, кото-рый экранирует стальной кожух печи (не показанный на рисунках) от полей рассеяния индуктора. Кожух небольших печей (до 1 т) средней частоты изготовляют из немаг-нитной стали, дерева, асбоцемента. Сверху печь закрывается футерованной крышкой.
Нагрев и расплавление садка происходят за счёт вихревых токов, наводимых в ней при подключении индуктора к источнику питания. Плотность тока в садке неравномерна. Наименьшая плотность тока получается в центральной части тигля, наибольшая в слое, прилегающем к стенкам.
Индуктор тигельной печи представляет собой многовитковую водоохлаждаемую катушку из медной трубки круглого, овального или прямоугольного сечения. Токопровод к индуктору выполняется, гибким водоохлаждаемым кабелем или шинопроводами из медных или алюминиевых полос и разъемным соединением.
Механизмы наклона печй и подъёма крышки снабжаются гидро- или электроприво-дом. Загрузка печей производится вручную (малые печи) либо при помощи подвесной электротележки, мостового крана и т. п.
Тигельные, печи используют преимущественно для плавки металлов на фасонное литьё при периодическом режиме работы, а также вне зависимости от режима работы - для плавки некоторых сплавов, например бронз, которые пагубно влияют на футеровку канальных печей. На частоте 50 Гц работают печи ёмкостью от 0,4-1,0до10т (напри-мер, печи серий ИЧТ,ИЛТ,ИАТ). Печи серий ИСТ ёмкостью от 0,06до10т имеют рабо-чие частоты в пределах 500 — 2575 Гц, серии ИАТ (на 0,4 и 2,5 т) — частоту 500 Гц.
Электрооборудование индукционных плавильных установок. В индукцион-ную плавильную установку входят электропечь с ее механизмами и приводами и ком-плектующее электрооборудование: печной трансформатор или преобразовательный агрегат; вводное или распределительное устройство на стороне ВН трансформатора (при первичном напряжении выше 1000 В); конденсаторные батареи; шкафы, щиты и станции управления; токопроводы короткой сети. Комплектация оборудования ти-гельных печей возможна в нескольких вариантах: одна или две печи и один комплект электрооборудования;три печи и два комплекта электрооборудования. Питание индук-ционных печей частоты 50 Гц при мощности печного трансформатора менее 400 кВА производится от сети 380 В, при больших мощностях от сети 6 или 10 кВ. Поскольку естественный коэффициент мощности таких печей весьма низок (у некоторых типов тигельных печей не выше 0,1 - 0,3), обязательно применяют устройства его коом-пенсации (батарею конденсаторов, включаемую параллельно индуктору). Максимальные значения напряжения индукторов лежат в пределах от 500 до 2000 В у ти-гельных и от 40 до 600 В у канальных печей.
Печные трансформаторы. В индукционных установках частоты 50 Гц в качестве печных используются главным образом специально предназначенные для этой цели одно- и трехфазные силовые масляные трансформаторы типов ЭОМП, ЭОМН, ЭТМП и другие (буква О — однофазный; расшифровка остальных букв та же, что и для трансформаторов дуговых печей — см. § 1-3). Они имеют ступенчатое регулирование напряжения с устройством дистанционного управления переключением ответвлений обмотки на стороне ВН: для мощности 400 — 1000 кВ -А — при отключенном трансформаторе (устройство ПБВ), для большей мощности — под нагрузкой (уст-ройство РПН). В качестве примеров комплектации печей трансформаторами этих типов укажем: для печи ИЧТ-1 ёмкостью 1 т применён трансформатор ЭОМП-1000/10 мощностью 4000 кВ -А; для печи ИЛК -1,6 ёмкостью 1,6 т — трансформатор ЭТМН-1000/10 мощностью 1000 кВ-А. Помимо специальных трансформаторров в индукцион-ных установках применяются и некоторые типы трансформаторов для дуговых печей и печей сопротивления. При питании печи с однофазным индуктором от трехфазного печного трансформатора устанавливают симметрирующее устройство, состоящее из реактора и батареи конденсаторов [31].
Для сушки печи и первой плавки необходимо понижать мощность примерно до 30% номинальной. Поэтому печи иногда снабжают вспомогательными трансформатора-ми или автотрансформаторами. Они могут поочерёдно подключаться то к одной, то к другой печи. Для канальных печей такой трансформатор обеспечивает возможность работы на холостом ходу.
Преобразователи частоты. В индукционных установках средней частоты в ка-честве источников питания индукторов применяют двигатель-генераторные (машинные) и тиристорные (статические) преобразователи частоты.
Машинные преобразователи частоты старых серий ВПЧ, ПВ и ВГО (последние две серии уже не выпускаются) и новых серий ОПЧ и ВЭП — основной вид преобразователей, применяемых для питания всех тех действующих индукционных установок, в которых используется ток с частотой 1,0—10 кГц. Преобразователи пред-ставляют собой агрегаты из трехфазного асинхронного или синхронного двигателя частоты 50 Гц и однофазного индукторного синхронного генератора средней частоты. В таких генераторах обмотки переменного тока и возбуждения (постоянного тока) раз-мещены в пазах статора. Ферромагнитный ротор имеет зубчатую форму наружной поверхности и не несёт на себе обмоток. При вращении ротора изменяется воздушный зазор между статором и ротором в зависимости от того, проходит ли под соот-ветствующим полюсом статора зубец или паз
душное, агрегатов ПВ закрытого исполнения — водяное, агрегатов ВПЧ, ОПЧ и ВЭП - воздушно водяное.
Агрегаты серии ВПЧ изготовляются на мощности от 12 до 100 кВт, напряжения от 200 до 800 В и рабочие частоты в пределах 2400 - 8000 Гц; агрегаты серии ОПЧ — на мощности 250 — 500 кВт, напряжение 800 — 1600 В и частоты 1 — 10 кГц; агрегаты серии ВЭП — на мощности 60 и 100 кВт, напряжение 800/400 В и частоты 2,4 и 8 кГц.
Возбуждение генераторов осуществляется от электромашинных и магнитных уси-лителей, а также от тиристорных возбудителей — управляемых выпрямителей, встра-иваемых в шкафы и станции управления печами.
Тиристорные преобразователи частоты (ТПЧ) — новый вид источников питания средней частоты, который в перспективе должен заменить машинные преобразователи. В настоящее время выпускаются преобразователи серии СЧИ на номинальные мощности 100 и 250 кВт и номинальную частоту 3,0 кГц (с регулированием ее от 67 до 100%) и серии ТПЧ на номинальные мощности от 160 до 3200 кВт и номинальные частоты 0,5; 1,0; 2,4; 8,0 кГц (с регулированием от 80 до 100%). Номинальное напряжение преобразователей в основном равно

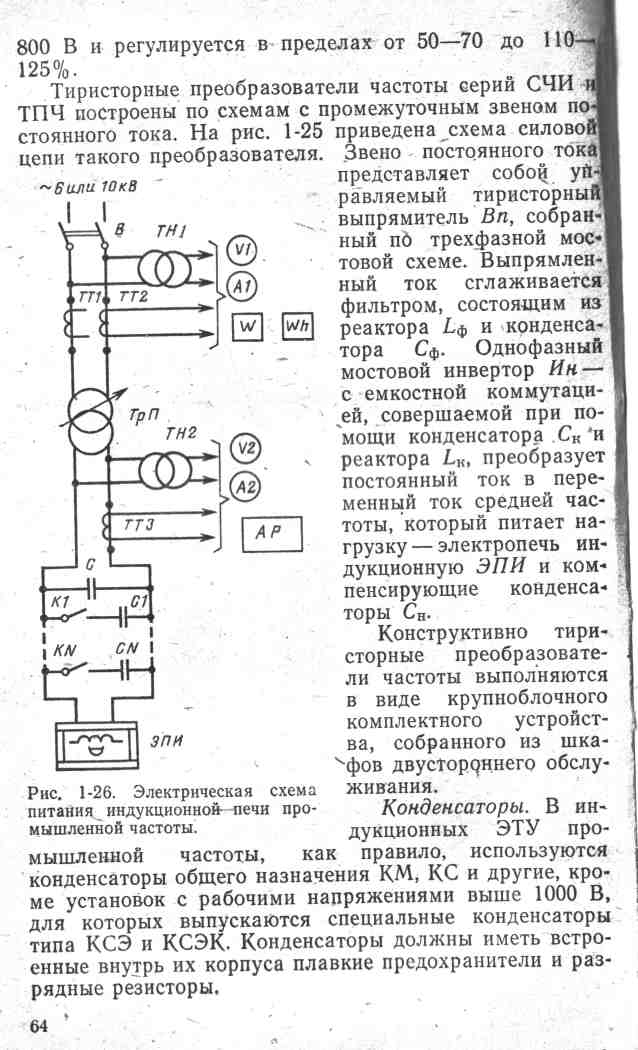
Индукционные нагревательные установки. В такой установке индуктором создаётся электромагнитное поле; оно наводит в металлической детали вихревые токи, наибольшая плотность которых приходится на поверхностный слой детали, где и вы-деляется наибольшее количество тепла. Это тепло пропорционально мощности, под-веденной к индуктору, и зависит от времени нагрева и частоты тока индуктора. Путём соответствующего выбора мощности, частоты и времени действия нагрев может быть произведен в поверхностном слое разной толщины либо по всему сечению детали.
Индукционные нагревательные установки по способу загрузки и характеру ра-боты бывают периодического и непрерывного действия. Последние могут встраиваться в поточные и автоматические технологические линии.
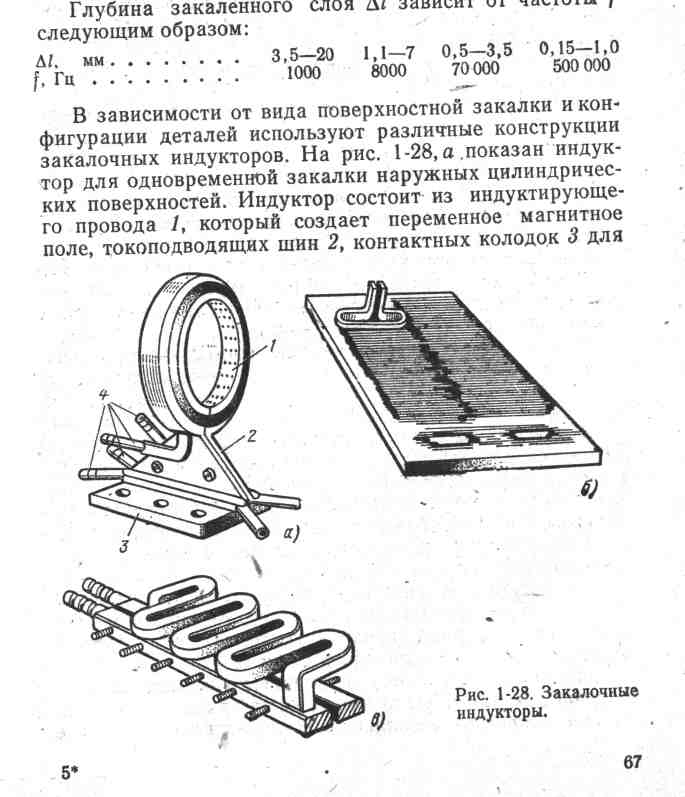
Индукционный нагрев наиболее широко применяется для поверхностной закалки и для сквозного нагрева под горячую деформацию. По сравнению с нагревом в печах сопротивления он позволяет повысить скорость обработки для разнообразного сор-тамента деталей и улучшить её качество, легче поддается автоматизации, даёт воз-можность нагрева отдельных участков детали, требует меньших площадей под рабочие агрегаты. Поверхностная индукционная закалка, в частности, заменяет такие дорого-стоящие операции поверхностного упрочнения, как цементация, азотирование и др.
Закалочные установки. Различают три вида поверхностной закалки. При одно-временной закалке вся закаливаемая поверхность одновременно нагревается, после чего одновременно охлаждается (нагрев шеек, фланцев втулок и пр.). Одновремённо-поо-черёдная закалка характерна тем, что отдельные участки детали подвергаются закалке поочередно. Непрерывно-последовательная закалка используется при большой протя-женности закаливаемой поверхности и производится при непрерывном движении детали относительно индуктора. Охлаждение нагретой поверхности следует за нагревом. Охла-дитель и индуктор в последнее случае могут быть как совмещенными, так и раздель-ными.
Источниками питания закалочных индукторов средней частоты служат рас-смотренные выше электромашинные и тиристорные преобразователи, обеспечиваю-щие рабочие частоты до 8 кГц.
Глава вторая. ЭЛЕКТРООБОРУДОВАНИЕ УСТАНОВОК ЭКТРИЧЕС-КОЙ СВАРКИ
2-1. ОБЩИЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОСВАРКЕ
Электросваркой называется способ получения неразъёмного соединения ме-таллических деталей путем их местного нагрева до жидкого или пластического состояния с использованием для нагрева электрической энергии. Наиболее рас-пространенные виды электросварки — дуговая и контактная.
При контактной электросварке детали в месте соединения нагревают до оплав-ления (до пластического состояния) и сжимают с определенным усилием. Нагрев осуществляется теплом, которое выделяется в точках контактов между деталями при прохождении электрического тока. Присадочный материал не добавляется.
При дуговой электросварке соединяемые детали обычно нагреваются вместе с присадочным материалом при помощи электрической дуги, температура в которой превышает 5000° С. В зоне сварки создается ванночка расплавленного контактов между деталями при прохождении через них электрического тока.
На предприятиях электромашиностроения установки электросварки применя-ют для сварки остовов генераторов и двигателей постоянного тока, приварки к остовам лап, изготовления сварных кожухов электрических машин, сварки крестовин и т. д. Электросварка широко используется при монтажных и ремонтных работах.
Дуговая сварка имеет несколько разновидностей. Различают сварку открытой дугой, закрытой дугой под слоем флюса, защищенной дугой в среде защитного газа. В зависимости от степени механизации и автоматизации процесса сварки говорят о ручной, полуавтоматической и автоматической сварке. Сварка может производиться на постоянном и на переменном токе однофазной и (реже) трехфазной дугой. Сварка на постоянном токе дороже и требует более сложного оборудования, но даёт более высокое качество сварного шва.
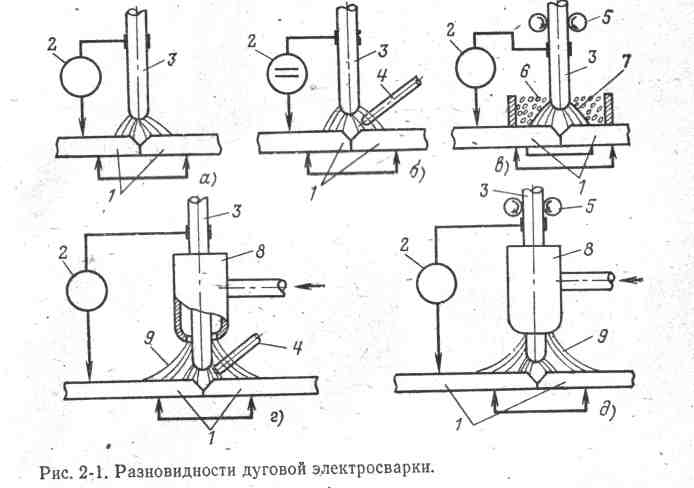 Самое
широкое применение для сварки черных
металлов получила ручная электросварка
открытой дугой с плавящимся электродом
(рис. 2-1,а). Дуга, получая питание от
источника 2 переменного или постоянного
тока
Самое
широкое применение для сварки черных
металлов получила ручная электросварка
открытой дугой с плавящимся электродом
(рис. 2-1,а). Дуга, получая питание от
источника 2 переменного или постоянного
тока
горит в воздухе между свариваемыми деталями 1 и электродом 3, который плавится в процессе сварки и участвует в образовании сварного шва. Электрод из проволоки, по химическому составу близкой к металлу свариваемых деталей, покрыт обмазкой. Она содержит вещества, которые образуют при расплавлении шлаки и газы, повы-шающие устойчивость дуги и в известной мере защищающие расплавленный металл от воздействия кислорода и азота воздуха.
Ручная сварка
открытой дугой с неплавящимся электродом
(рис. 2-1,6) ис-пользуется обычно при сварке
деталей из цветных металлов и сплавов.
В этом слу-чае применяется источник
постоянного тока. Дуга горит между
свариваемыми дета-лями 1
и электродом
3 (уголь ным
или графитовым). В зону сварки вводится
приса-дочный
пруток 4.
ным
или графитовым). В зону сварки вводится
приса-дочный
пруток 4.
При автоматической и полуавтоматической сварке закрытой дугой под флюсом с плавящимся электродом (рис. 2 1, в) дуга горит под находящимся на свариваемых деталях 1 слоем сыпучего вещества — флюса 6. Голая электродная проволока 3 авто-матически подается в зону сварки через флюс с помощью подающего механизма 5. Дуга получает питание от источника 2 переменного или постоянного тока. При сварке под флюсом в зоне сварочной дуги под действием высокой температуры флюс расплавляется и образует своеобразный газовый пузырь. Оболочка 7 последнего надёжно защищает расплавленный металл от действия кислорода и азота воздуха. При автоматической сварке автоматизируется и перемещение дуги вдоль свариваемых кромок; при полуавтоматической сварке это перемещение осуществляется вручную. Автоматическая сварка под флюсом дает высокое качество сварного соединения; ее производительность в 6—12 раз выше, чем ручной дуговой сварки.
Сварка защищённой дугой в среде защитного газа характерна тем, что в зону сварки специально подают аргон или смеси его с небольшим количеством активных газов (аргонодуговая сварка) или углекислый газ. Ручная аргонодуговая сварка непла-вящимся электродом (рис. 2-1, г) на постоянном и переменном токе от источника 2 при-меняется при изготовлении конструкций 1 из нержавеющих и жаропрочных сталей, цветных металлов и их сплавов, при сварке тонкого металла. Вольфрамовый электрод 3 помещён в газоэлектрическую горелку 5, к которой под давлением подводится газ из баллона. Вытекающая из сопла горелки струя газа 9 защищает в зоне сварки основной металл и металл присадочного прутка 4 от воздействия кислорода и азота воздуха. При автоматической и полуавтоматической сварке в среде аргона или углекислого газа ис-пользуется плавящийся электрод (рис. 2-1, д. Неизолированная электродная проволока 3 при помощи механизма 5 непрерывно подаётся через горелку 8 в зону сварки, которая отделена от окружающего воздуха струей газа 9. Сварка в среде аргона производится как на переменном, так и на постоянном токе, сварка в среде углекислого газа, (она применяется для сталей любого состава) — на постоянном токе. Сварка в среде угле-кислого газа чаще экономически эффективнее других способов сварки.
При питании сварочной дуги постоянным током свариваемые детали чаще всего соединяют с положительным полюсом источника, а электрод — с его отрицательным полюсом. Это так называемая «прямая полярность» сварки. В дуге в области анода вы-деляется большее количество тепла, чем в области катода, поэтому при сварке е прямой
полярностью большую долю тепла получают служащие анодом свариваемые детали, которые обычно массивнее электрода. Но в ряде случаев (при сварке тонких листов, не-которых цветных металлов, при сварке в среде углекислого газа и др.) применяют и «обратную полярность», когда электрод является анодом.
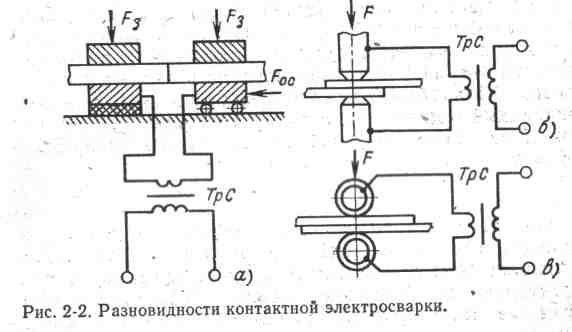
Оборудование для дуговой сварки используется и при резке и наплавке ме-таллов, например при ручной дуговой резке металлическим или угольным электродом открытой дугой, аргонодуговой резке и наплавке и т. п. Контактная электросварка имеет следующие разновидности: стыковая сварка, точечная и роликовая (шовная). Сварку производят на контактных машинах переменным однофазным током большого значения (до тысяч и десятков тысяч ампер) при малых напряжениях (единицы вольт) или мощ-ными однополярными импульсами тока (только для точечной и роликовой сварки).
При стыковой сварке (рис. 2-2, а) детали сваривают по всей плоскости их ка-сания. В зависимости от марки металла, площади сечения и требований к качеству соединения процесс стыковой сварки осуществляют по-разному. Для сравнительно малых сечений свариваемых деталей (до 300 мм2) применяют стыковую сварку сопротивлением. Заготовки с механически обработанными и зачищенными торцами устанавливают в стыковую машину и закрепляют усилием Fa. После этого их при - жимают одну к другой усилием осадки Fос определенного значения и пропускают через них ток от трансформатора ТрС. При нагреве металла в зоне сварки до плас-тического состояния происходит осадка. Ток выключают еще до окончания осадки. При больших сечениях применяют стыковую сварку оплавлением. Её производят в три стадии: предварительный подогрев, оплавление и окончательная осадка — или только в две последние стадии. Предварительный подогрев в зажимах машины вы-полняют периодическим смыканием и размыканием деталей при постоянно вклю-чённом токе. При этом происходит процесс прерывистого оплавления торцов. Затем детали непрерывно медленно сближают, заготовки прогреваются в глубину до плас-тического состояния, а на торцах возникает тонкий слой расплавленного металла, после чего резко увеличивают скорость сближения, осуществляя осадку небольшим усилием Fос. Стыковая сварка оплавлением дает более высокую прочность шва, не требует предварительной механической обработки, позволяет сваривать детали из разнородных металлов.
При точечной сварке листов (рис. 2-2,6) детали соединяют сваркой в отдель-ных местах, условно называемых точками. Заготовки устанавливают между электродами точечной машины и плотно сжимают усилием F. Включают ток, и заготовки быстро нагреваются, особенно в месте контакта — чечевицеобразной «точке» под электродами, в которой металл расплавляется и образуется сварная точка, диаметр которой обычно близок к диаметру электродов. После этого ток выключают и заго-товки кратковременно выдерживают между электродами под действием усилия F. Точечная сварка применяется для соединения не только листовых заготовок, но и листовых заготовок со стержнями или уголками, швеллерами и т.п. Свариваемые де-тали могут быть из однородцых и из разнородных металлов. Толщина заготовок от сотых долей миллиметра до 35 мм. Разновидностью точечной сварки является так называемая рельефная сварка. Она характерна тем, что на одной из заготовок пред-варительно изготовляют выступы (релъефы) круглой, продолговатой или иной фор-мы. Сварку осуществляют одновременно по всем рельефам или последовательно один за другим.
Роликовая сварка (рис. 2-2, в) заключается в том, что заготовки соединяют, непрерывным прочноплотным сварным швом который состоит из ряда последова-тельных точек, частично перекрывающих друг друга. Заготовки устанавливают в сварочной машине между роликами, один из которых ведущий, или между одним ведущим роликом и оправкой» На ролики действует усилие F механизма давления, и к ним подведен ток. Наиболее распространены два способа роликовой сварки: 1) при непрерывном вращении роликов прерывистым (импульсным) включением тока; 2) включение тока при неподвижных роликах и вращение роликов при выключенном токе (шаговая сварка).
2-2. ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
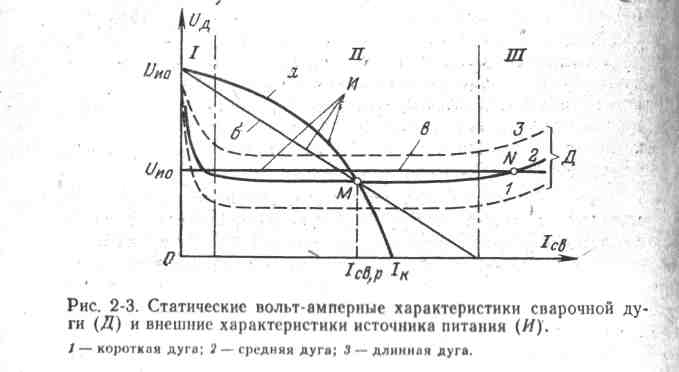
Характеристики сварочной дуги. Статические вольтамперные характерис-тики сварочной дуги, т. е. зависимости в установившемся процессе сварки напря-жения дуги (Uд от сварочного тока IСв (тока дуги), показаны на рис. 2-3 для трех различных значений длины дуги. В области I, т. е. при малых токах (например до 100 А для ручной сварки открытой дугой), характеристика дуги падающая. При средних значениях тока (например от 100 до 1000 А для ручной сварки открытой дугой и автоматической сварки под флюсом тонкой проволокой) напряжение дуги практически не зависит от тока (область II). В этом случае
 При
больших токах (свыше 1000 А для автоматической
сварки под флюсом толстой проволокой),
т.е. в области, III,
дуга имеет возрастающую характеристику
Для сварки в среде защитных газов эта
область характеристики начинается при
зна -чительно меньших токах.
При
больших токах (свыше 1000 А для автоматической
сварки под флюсом толстой проволокой),
т.е. в области, III,
дуга имеет возрастающую характеристику
Для сварки в среде защитных газов эта
область характеристики начинается при
зна -чительно меньших токах.
Сварочная дуга переменного тока менее устойчива,чем дуга постоянного тока. В каждый полупериод переменного тока дуга угасает и вновь зажигается (вос - станавливается). Перерывы в горении дуги будут тем меньше, чем выше напряже-ние холостого хода источника (при прочих равных условиях). Для сварки открытой дугой напряжение зажигания U3 связано с напряжением дуги Uд зависимостью:
Для ручной дуговой сварки, ряда режимов автоматической сварки под флю-сом и некоторых видов сварки в среде защитных газов внешняя характеристика источника должна быть крутопадающей. Чем круче характеристика а в рабочей части (точка М на рис. 2-3), тем меньше колебания тока при изменении длины дуги. При таких характеристиках напряжение холостого хода источника Uио которое по усло-виям техники безопасности не должно превышать 90 В, всегда больше напряжения дуги Uд, что облегчает первоначальное и повторное зажигания дуги, особенно при сварке на переменном токе. Кроме того, ограничивается ток к.з. Iк, который по отношению к рабочему току Iсв,р должен находиться в пределах IК/IСв, р = 1,25 - 2,0.
При автоматической сварке под флюсом тонкой проволокой в большинстве случаев используется пологопадающая характеристика источника б. При сварке в среде защитных газов на постоянном токе для режимов, когда статическая характе-ристика 2 дуги возрастающая (точка N), целесообразно применение источника с жёсткой характеристикой - в.
Источники сварочного тока должны обеспечивать возможность настройки различных режимов сварки, т. е. установления наивыгоднейшего значения рабочего тока Icв,р при заданном напряжении дуги Uд. Поэтому источники тока выполняются регулируемыми, позволяя в определенном диапазоне изменений тока и напряжения получить семейство внешних характеристик с плавным или ступенчатым переходом с одной характеристики на другую.
Источники тока в установках ручной дуговой сварки предназначаются для ра-боты с одним сварочные постом (однопостовые) или для работы с несколькими постами (многопостовые). Источники для многопостовой сварки должны иметь жесткие внешние характеристики. Каждый пост подключается при этом через свой балластный реостат.
Номинальный режим работы источников для автоматической и полуавтомати-ческой сварки устанавливают при продолжительности включения ПВНом = 60 или 100%, которая определяется так же, как и ПР, но при ПВ = 100% считается, что в периоды пауз источник отключается от сети питания, и время цикла равно 10 мин.
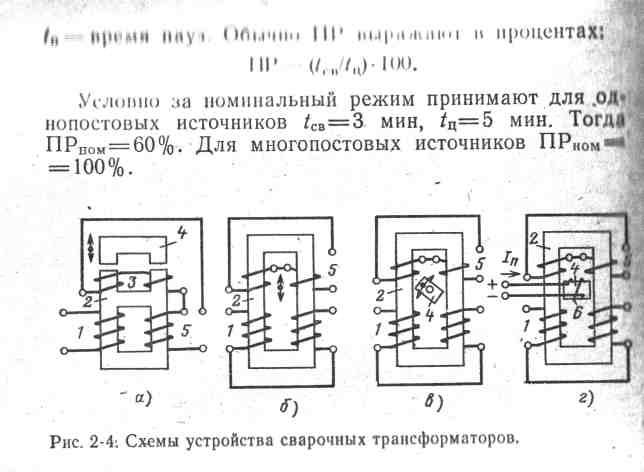
Сварочные трансформаторы. Основными источниками питания для сварки на переменном токе служат однофазные сварочные трансформаторы с первичным напряжением 220 или 380 В. Однопостовые трансформаторы с падающими характеристи-ками подразделяются на две группы: трансформаторы с нормальном магнитным рас- сеянием и дополнительной реактивной катушкой - дросселем; трансформаторы с по-вышенным магнитным рассеянием. Трансформаторы второй группы можно разделить на три основных типа: трансформаторы с подвижными катушками, трансформаторы с маг-нитным шунтом, трансформаторы с витковым (ступенчатым) регулированием. Схемы устройства современных однопостовых сварочных трансформаторов показаны на рис. 2-4. В трансформаторах с нормальным магнитным рассеянием и дополнительной реактивной катушкой (рис. 2-4,а)
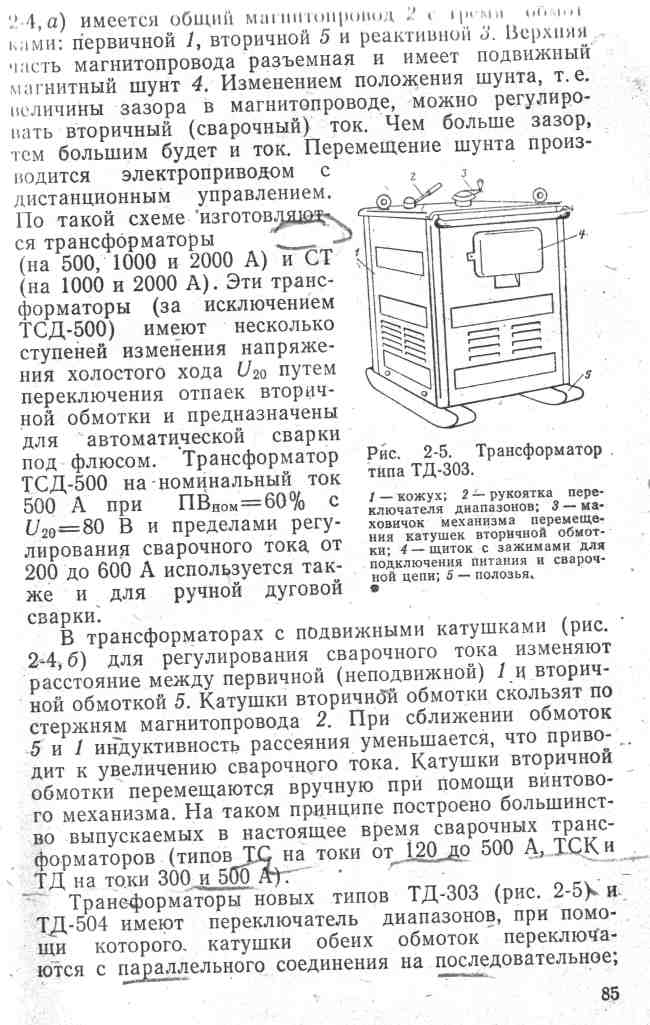
это даёт два диапазона изменения сварочного тока. Например, трансформатор ТД - 504 на номинальный ток 500 A (при ПРном = 60%) в диапазоне I позволяет при U20 = 60 В регулировать сварочный ток от 240 до 750 А, в диапазоне II при U2о = 70 В — от 75 до 240 А. Номинальное вторичное напряжение U2ном = 30 В.
Трансформаторы типов ТС и ТСК (последние отличаются от трансформаторов типа ТС наличием конденсаторов, включенных параллельно первичным обмоткам для по-вышения cos ф), а также типа ТД предназначены для ручной дуговой сварки.
В трансформаторах с магнитным шунтом (рис. 2-4, в) - изменение индуктивного сопротивления рассеяния производится при помощи магнитного шунта 4, расположенного в окне магнитопровода 2 между разнесёнными катушками первичной 1 и вто-ричной 5 обмоток. При уменьшении зазора между сердечником и шунтом сварочный ток уменьшается. На этом принципе устроены трансформаторы типа СТШ на токи 250, 300 и 500 А. Некоторые из этих трансформаторов имеют переключатель соединения катушек обмоток 1 и 5 с параллельного на последовательное, а также устройство, обеспечивающее отключение трансформатора от сети через 0,5 — 1 с после прек-ращения процесса сварки. Трансформаторы типа СТШ предназначены для ручной ду-говой сварки и автоматической сварки под флюсом.
Трансформаторы с магнитным шунтом, подмагничиваемым постоянным током (см. рис. 2-4, г), имеют в окне магнитопровода 2 между катушками 1 и 5 шунт 4, на котором размещена обмотка подмагничивания 6. Изменяя ток 1п в. этой обмотке, можно регулировать индуктивное сопротивление рассеяния основных обмоток. При /п=0 это сопротивление минимально и сварочный ток наибольший. Увеличение Iп приводит к уменьшению сварочного тока. Подобную конструкцию имеют трансформаторы новых типов ТДФ-1001 иТДФЛ-601 (соответственно на 1000 и 1600 А при ПВНОм== 100%) для автоматической сварки под флюсом. Трансформаторы позволяют осуществить ступенчато-плавноерегулирование сварочного тока. Ступенчатое регулирование достигается переключением катушек 5 вторичной обмотки, плавное - изменением тока Iп, для чегообмотка 6 питается от однофазного тиристорного выпрямителя.
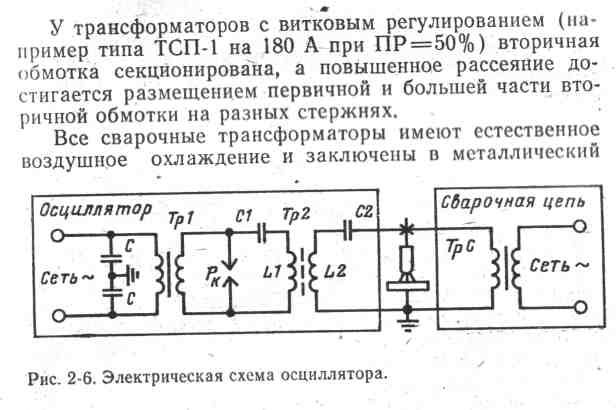
кожух, установленный на двух иди четырех катках или на двух полозьях (рис. 2-5).
Осциллятор, предназначен для питания сварочной дуги токами высокой частоты и высокого напряжения параллельно со сварочным трансформатором, что облегчает зажигание дуги и повышает ее устойчивость. Мощность осциллятора составляет всего 100-250 Вт. Частота тока 150-260 кГц и напряжение 2-3 кВ дают возможность зажигать дугу даже без соприкосновение электрода с деталью. В то же время ток такой частоты и напряжения безопасен для человека. Схема осциллятора (рис. 2-6) содержит: низкочастотный повышающий трансформатор Тр1; высокочастотный трансформатор Тр2 с обмотками, имеющими катушки индуктивности L1 и L2; разрядник Рк; конденсаторы С1 и С2. Напряжение вторичной обмотки Тр1, изменяюсь по си-нусоиде, заряжает конденсатор С1 и при некотором своём значении вызывает пробой разрядника Рк. В результате колебательный контур L1, С1 оказывается практически закороченным, и в нем возникают затухающие колебания высокой частоты. Через об-мотку L2 и защитный конденсатор С2 эти колебания прикладываются к дуговому промежутку. Такую схему включения осциллятора называют параллельной, поскольку колебательный контур осциллятора по отношению к дуге включён параллельно с источником питания - сварочным трансформатором ТрС. Конденсаторы С включены в первичную цепь трансформатора Тр 1 уменьшения помех радиоприему.
Осцилляторы применяют при сварке дугой малой мощности, при ручной ар- гонодуговой сварке неплавящимся электродом, при значительном падении напряже-ния в силовой сети 380 Вивряде других случаев.
Сварочные преобразователи постоянного тока. Питание сварочной дуги постоянным током дороже, чем переменным. Однако применение постоянного тока целесообразно, когда к качеству сварных швов предъявляются особо высокие тре-бования, а также когда использование переменного тока затруднено, например при сварке деталей малой толщины.
Источники питания постоянного тока можно разделить на две группы: машин-ные сварочные преобразователи и полупроводниковые сварочные выпрямители.
Машинный сварочный преобразователь состоит из генератора постоянного то-ка и приводного асинхронного двигателя с короткозамкнутым ротором. Для работы в полевых условиях выпускаются также преобразователи с двигателями внутреннего сгорания. В своем большинстве преобразователи изготовляются в однокорпусном исполнении: генератор и двигатель находятся на одном валу в одном корпусе.
Электрическая схема выпрямители ВДУ-504 в упрощённом виде представлена на рис.2-13а. Напряжение на схему подаётся после включения авто-матического выключателя ВА. После нажатия на кнопку КнП (Пуск) срабатывает контактор КЛ1 двигателя ДВ вентилятора. При нормальной работе вентилятора от потока воздухавключится ветровое реле Ро, что приведет к срабатыванию контакто-ра КЛ2 и включению сварочного трансформатора ТрС. Одновременно с включением двигателя ДВ подается напряжение на трансформаторы управления ТрУ] и ТрУ 2, а следовательно, на блок импульсно-фазового управления БИФУ тиристорами Т1—Т6, блок питания БП, блок управления БУ и в цепь витания датчика ДТ сварочного тока. Тем самым будет подано шестифазное напряжение
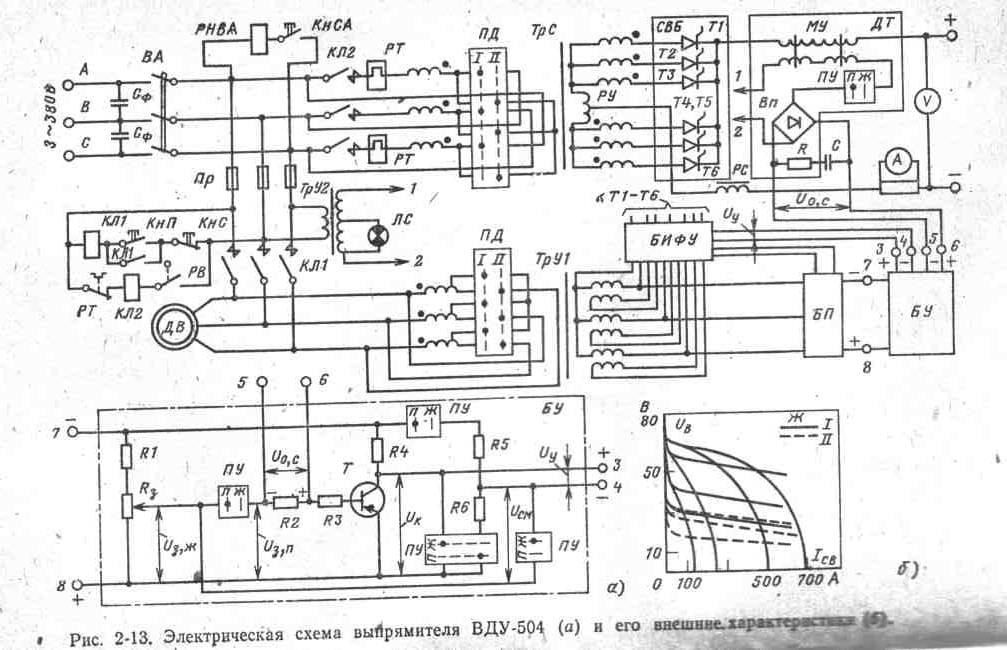
на выпрямительную схему, в силовую часть которой входят тиристоры силового вентильного блока СВБ, уравнительный реактор РУ и сглаживающий реактор РС в цепи сварочного тока. Выпрямитель готов к работе.
Схема предусматривает возможность сварочных работ с падающимими или жёсткими характеристиками. Выбор вида характеристик проводится переключате-лем ПУ на два положения: Л (падающие) н Ж (жёсткие). Для жёстких характеристик имеется два диапазона: I - при (Uв=50 -24 В (для тока IСв,ном=500 А); I I— при UВ = 25 - 15 В (также при IСв,ном = 500 А)/ Для диапазона 1 переключатель диапазонов ПД устанавливается в положение 1, что отвечает соединению пер-вичных обмоток ТрС в треугольник. Положение I I переключателя соответствует диапазону II, при котором первичные обмотки ТрС соединяются в звезду. Одновременнo переключаются в звезду и первичные обмотки трансформатора ТрУ1 для сохранения фазировки системы управления тиристорами. Для падающих ха-рактеристик используется только диапазон 1.
При работе с падающими характеристиками (ПУ находится в положении II) нужный вид характеристик обеспечивается наличием отрицательной обратной связи по сварочному току Iсв. Датчик тока ДТ представляет собой магнитный усилитель МУ с рабочими обмотками, питающимися от трансформатора ТрУ2, и выходом на постоянном токе (через выпрямитель Вп и фильтр R, С). Обмотка подмагничивания усилителя включена в цепь сварочного тока.
Напряжение обратной связи Uос, примерно пропорциональное току Icв, по-дается в блок управления БУ. Здесь разность напряжения задания U3п (для па-дающих характеристик), снимаемого с потенциометра Rз, и напряжения U0с пода-ётся на базу транзистора T. Напряжение управления UУ на входе блока БИФУ (величина Uу определяет угол отпирания тиристоров, а с ним и значение выпрямленного напряжения Uв) равно разности напряжения смещения Ucм, снимаемого с резистора R6, и напряжения Uк перехода эмиттер — коллектор транзистора T, т. е. Uу = Uсм — Uк. В свою очередь, напряжение Uк естьусиленное транзистором напряже-ние базы Uб = Uз.п — Uо,с.
При малых токах Iсв напряжение U0,с также мало, (Uб = Uзп с73,п, и транзистор практически полностью открыт (Uk = О). Поэтому Uу = Ucм, что отвечает наи-большему выпрямленному напряжению Uв. По мере увеличения Iсв напряжение Uб уменьшается, транзистор постепенно закрывается, значение Uк растёт, что и при-водит к уменьшению выпрямленного напряжения Uв тем сильнее, чем больше ток Iсв. Изменяя (U3,п, можно получить семейство падающих характеристик Uв = f(Iсв), изображенное на рис. 2-13, б.
Для получения жёстких характеристик Uв = f(Iсв) переключатель ПУ ставится в положение Ж. Датчик тока ДТ и транзистор Т отключаются. На вход БИФУ теперь поступает только напряжение задания для жёстких характеристик U3,Ж с потенциометра R3, т.е. Uу = Uз,ж, значение которого определяет положение жёсткой характеристики. Семейства таких характеристик для обоих диапазонов I и 11 по-казаны на рис. 2-13,6.
Защита выпрямителя при к. з. осуществляется электромагнитным расцепите-лем автоматического выключателя ВА. Двигатель вентилятора и схема управления защищаются плавкими предохранители Пр. Для защиты выпрямителя от перегрузок применены тепловые реле РТ. Защита тиристоров от коммутационных перенапря-жений обеспечивается цепочками RС (на схеме не показаны). На входе схемы включены конденсаторы фильтра защиты от помех радиоприему Сф. При нажатии на аварийную кнопку КнСА (Стоп) срабатывает независимый расцепитель РНBА, отключающий выключатель В А.
Сварочные выпрямители ВДУ-1001 и ВДУ-1601 на токи 1000 и 1600 А пред-назначены для сварки металлов в среде защитных газов и под флюсом на автоматах н полуавтоматах. Силовые блоки
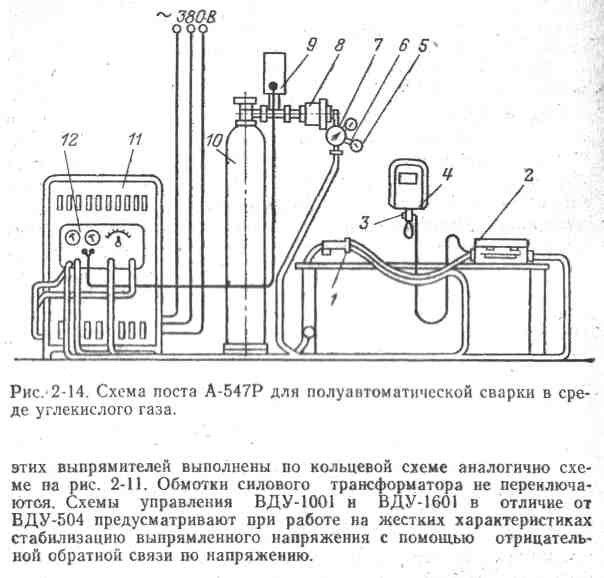
2-3. УСТАНОВКИ ДУГОВОЙ СВАРКИ
Рассмотрим конструктивное оформление и электрооборудование некоторых типичных установок дуговой сварки.
Ручная дуговая сварка. Электрооборудование сварочного поста состоит из источника тока (сварочного трансформатора, генератора или выпрямителя с падающими характеристиками); осциллятора (при необходимости), сварочных проводов и электро-додержателя. Гибкие сварочные провода марок ПРГ или ПРГН, одинарные или двой-ные, длиной не более 30 м служат для подвода тока от источника к свариваемой детали и электрододержателю. Для присоединения провода к детали применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твёрдым припоем. Сварочный ток Iсв выбирают в зависимости от марки и диаметра электрода dэ с учётом положения сварного шва в пространстве, вида соединения, толщины и химического состава свариваемого металла. Ориентировочно IСв = 50dэ,
Полуавтоматическая сварка в углекислом газе. Схема поста с полуавтоматом А-547Р для сварки тонкого металла (толщиной до 3 мм) электродной проволокой с dэ=0,8--1,0 мм постоянным током обратной полярности приведена на рис. 2-14. На рабочем месте сварщика располагается газоэлектрическая горелка 1 с гибким шлангом, подающий ме-ханизм 2, щиток 4 сварщика с пусковой кнопкой 3. Газ в горелку 1 поступает из баллона 10 с жидкой углекислотой через подогреватель газа 9, осушитель газа 8, редуктор 7 и переходный штуцер 6 с манометром 5. На корпусе источника сварочного тока 11 раз-мещён пульт управления 12. В качестве источника тока с жесткой характеристикой ис-пользуются генераторы типов ПСТ, ПС или ПСУ, выпрямители типов ВДУ и ВС (на рис. 2-14 показан выпрямитель типа ВС).
Механизм подачи электродной проволоки конструктивно оформлен в виде чемо-дана, в котором находятся основные узлы механизма: двигатель постоянного тока, ре-дуктор, катушка для проволоки, направляющие ролики для подачи проволоки. Ско-рость подачи регулируется двумя способами: плавно изменением частоты вращения двигателя и ступенчато - сменой подающих роликов. Гибкий шланг присоединён к ме-ханизму подачи через специальный токосъёмник и имеет внутри направляющий прово-локу канал со стальной спиралью. На другом конце шланга укреплена горелка.
2-4. УСТАНОВКИ КОНТАКТНОЙ СВАРКИ
Принципы контактной сварки описаны в § 2-1. Как пример установки контактной сварки, рассмотрим машину типа МШ-3201 для роликовой (шовной) сварки. На рис. 2-17 показан ее общий вид. Машина предназначена для сварки изделий из стали как поперечными, так и продольными швами (при небольшой переналадке). Номинальная мощность машины 354 кВ -А, питание от сети 380 В, номинальный сварочный ток 32 кА при вторичном напряжении 8,56 В и ПВном = 50%.
Машина состоит из следующих узлов: сварной станины 3, направляющего устройства 3, пневматического привода сжатия 10, верхнего 8 и нижнего 6 роликовых электродных устройств; нижнего кронштейна 4 с токопроводом 5, верхнего токопровода с гибкими шинамя 7, привода вращения верхнего ролика с асинхронным двигателем 18, электромагнитной муфтой скольжения 17, втулочно-пальцевой муфтой 13, тахогене-ратором 14, редуктором 12 и карданным валом 11, блока управления 2 приводом вращения и переключателя скорости 15, панели управления 16 сварочным циклом, сварочного трансформатора 19, игнитронного прерывателя 1 сварочного тока. Ролики машины, сварочный трансформатор, токоподводы и игнитроны охлаждаются про-точной водой.
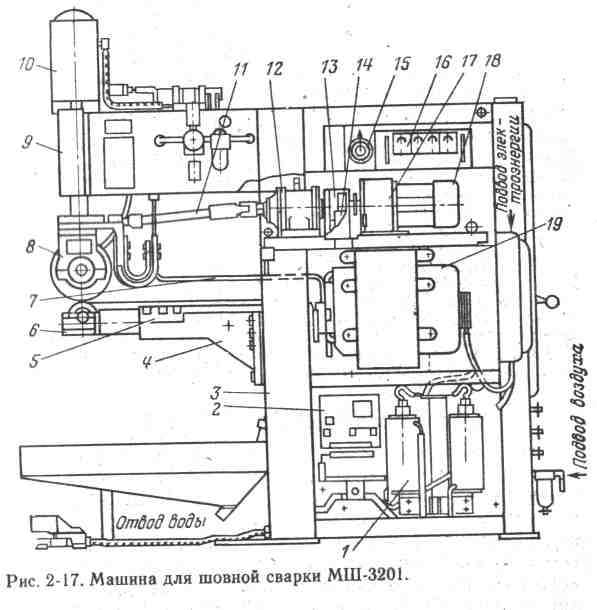
Сварочный трансформатор - однофазный, со ступенчатым регулированием напря-жения на вторичной стороне путём переключения отпаек первичной обмотки. Угловую скорость роликов регулируют, изменяя угловую скорости ротора электромагнитной муфты скольжения. Это обеспечивается автоматическим регулированием тока возбуж-дения муфты функций угловой скорости ее ротора, задаваемой тахогенератором.
Большинство машин контактной сварки переменнго тока - однофазные. Их сварочные трансформаторы имеют магнитопроводы стержневого или броневого типа, набранные из пластин или витые из холоднокатаной ленты. Первичная обмотка трансформатора — дисковая из медного провода, изолированного стекловолокном. Вторичная обмотка представляет собой один виток или несколько витков, сое-динённых параллельно. Конструктивно вторичная обмотка может быть выполнена по-разному. Её витки изготовляют литыми из алюминиевого сплава с внутренней стальной трубкой для охлаждающей воды, сварными из медных полос или цельно-штампованными из медных листов с припаянными по периметру витков медными трубками для охлаждения воды. Параллельные витки соединены между собой при помощи медных контактных колодок. Обмотки трансформатора после сборки зали-вают эпоксидным компаундом. Для получения высококачественной точечной или шовной сварки при высокой производительности необходимо выдерживать заданное значение сварочного тока, строго определенное время его протекания и время паузы для каждого цикла сварки. Это достигается при помощи регуляторов цикла сварки и контакторов, включающих и отключающих сварочный ток.
Глава третья. ЭЛЕКТРООБОРУДОВАНИЕ МОСТОВЫХ КРАНОВ
3-1. ОБЩИЕ СВЕДЕНИЯ О МОСТОВЫХ КРАНАХ
Кранами называются грузоподъёмные устройства, служащие для вертикального и горизонтального перемещения грузов на небольшие расстояния. По особенностям конс-трукции, связанным с назначением и условиями работы, краны разделяются на мос-товые, портальные, козловые, башенные и др. В цехах предприятий электромашиностро-ения наибольшее распространение получили мостовые краны, с помощью которых произ-водятся подъём и опускание тяжелых заготовок, деталей и узлов машин, а также их пере-мещение вдоль и поперек цеха. Вид мостового крана в основном определяется специфи-кой цеха и его технологией, однако многие узлы кранового оборудования, например меха-низмы подъёма и передвижения, выполняются однотипными.
На рис. 3-1 показан общий вид нормального (крюкового) мостового крана. Не-сущая сварная конструкция крана представляет собой мост с двумя главными балками 25 коробчатого сечения (или с решётчатыми фермами), перекинутыми через пролет цеха, и концевыми балками 2 и 13, на которых установлены ходовые колеса 15. Колеса переме-щаются по рельсам 16 подкранового пути, закрепленным на балках опорных конструк-ций 1 в верхней части цеха. Привод ходовых колес осуществляется от электродвигателя 19 через редуктор 14 и трансмиссионный вал 18.
Вдоль моста проложены рельсы 20, по которым на колесах 12, приводимых во вращение электродвигателем 9 через редуктор 70, перемещается тележка 5 с подъёмной лебёдкой. На барабан 6 лебёдки наматываются подъёмные канаты 24 с подвешенным к ним на блоках 22 крюком 23 для захвата грузов. Барабан приводится во вращение электродвигателем 7 через редуктор 5.
Управление работой механизмов крана производится из кабины 27 оператора-кра-новщика, в которой установлены контроллеры или командоконтроллеры 26 - органы ручного управления электроприводами механизмов. Электроаппаратура управления при-водами размещается в шкафах 4, установленных на мосту крана. Здесь же располага-ются ящики резисторов 21. Для проведения операций обслуживания механизмов и элек-трооборудования предусмотрен выход на мост из кабины через люк 3. Электроэнер-гия к крану подводится при помощи скользящих токосъёмников от главных троллеев 17, уложенных вдоль подкранового пути. Для подвода питания к электрооборудованию, размещённому на тележке5,служат вспомогательные троллеи11,идущие вдоль моста.
В зависимости от вида транспортируемых грузов на мостовых кранах ис-пользуют различные грузозахватывающие устройства: крюки, магниты, грейферы, клещи и т. п. В связи этим различают краны крюковые, магнитные, грейферные, клещевые и т. д. Наибольшее распространение получили краны с крюковой под-веской или с подъемным электромагнитом, служащим для транспортировки сталь-ных листов, стружки и других ферромагнитных материалов. Питание электромагни-та, подвешиваемого к крюку, осуществляется с помощью гибкого кабеля, для намот-ки которого на кране установлен кабельный барабан, приводимый во вращение через передачу от барабана лебедки.
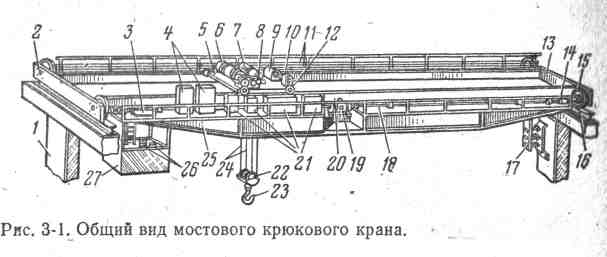
У всех типов кранов основными механизмами для перемещения грузов явля-ются подъёмные лебедки и механизмы передвижения. Это позволяет выделить ряд общих вопросов электропривода кранов: расчёт статических нагрузок, выбор двига-телей по мощности, анализ режимов работы, выбор системы электропривода и дру-гие. На рис. 3-2 изображены кинематические схемы механизмов мостовых кранов. Так как двигатели обычно имеют угловую скорость, значительно большую, чем скорость подъёмного барабана или ходовых колес моста (тележки), то движение к рабо-чим органам механизмов крана передается через редукторы.

гателя Д. Передача движения к ходовым колесам концевых балок от двигателя, установ-ленного на мосту, может осуществляться через редуктор, расположенный в средней части моста (рис. 3-2, г). Широко применяется также схема механизма передвижения моста с раздельным приводом ходовых колес (рис. 3-2, д). Каждый механизм крана имеет ме-ханический тормоз Т который устанавливается на соединительной муфте между двигателем и редуктором или на тормозном шкиве на противоположном конце вала Для механизмов подъё-ма наибольшее применение получили схемы с полиспастом П (рис. 3-2,а), при помо-щи которого движение от барабана Б передается крюку К У полиспаста на схеме двигателя. Номинальные скорости движения крюка 0,15-0,2 м/с, тележки 0,65-1 м/с, моста 2,0-2,3 м/с. По грузоподъёмности мостовые краны условно разделяют на малые (масса груза 5-10 т), средние (10-25 т) и крупные (свыше 50 т). Обычно на тележках мостовых кранов грузоподъёмностью свыше 15 т устанавливают два меха-низма подъема: главный — для подъёма тяжёлых грузов с малой скоростью, и вспомогательный — для подъёма легких грузов с большой скоростью (с соотношением грузоподъёмности, например, 20/5, 30/5, 50/10 т). Вызвано это тем, что поднимать грузы малого веса тяжёлым крюком невыгодно, так как расходуется лишняя электроэнергия, а производительность невысока.
3-2. РЕЖИМЫ РАБОТЫ И ОСОБЕННОСТИ ЭЛЕКТРООБОРУДОВАНИЯ КРАНОВ
Нагрузка кранов, как правило, изменяется в широких пределах: для механиз-мов подъема — от 0,12 до 1,0, а для механизмов передвижения — от 0,5 до 1,0 номинального значения. Характерно для кранов также то, что их механизмы рабо-тают в повторно-кратковременном режиме, когда относительно непродолжитель-ные периоды работы, связанные с перемещением грузов, чередуются с небольшими паузами на загрузку или разгрузку и закрепление груза. Поскольку на кранах при-меняется многодвигательный привод, и двигатели через передачи связаны с меха-низмами подъёма или передвижения, то они, как и другие элементы электро-оборудования кранов, работают также в повторно-кратковременном режиме при большом числе включений в час.
Согласно действующим стандартам все краны по режимам работы меха-нического и электрического оборудования делятся на четыре категории, определяющие степень их использования, характер нагрузки и условия работы; Л —легкий режим работы, С — средний, Т — тяжелый и ВТ — весьма тяжелый. Основными показателями, по которым судят о режиме работы, являются продолжительность включения двигателя механизма ПВ,
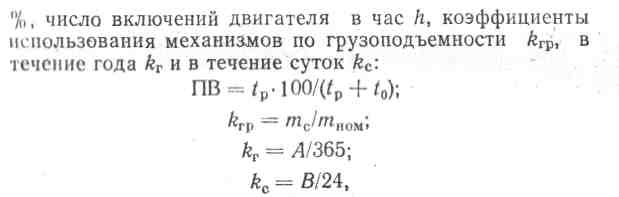
где tР - время работы двигателя за цикл; t0 - суммарное время пауз за цикл; тс - масса груза, перемещаемого за смену; mНОм - номинальная грузоподъемность; А — число дней работы механизма в году; В - число часов работы механизма в сутки.
При вычислении ПВ время цикла tц=tр - tо не должно превышать 10 мин.
Лёгкому режиму работы соответствуют ПВ = 10 - 15% и h = 60 - 100 (стро-ительно-монтажные краны), среднему ПВ = 15 - 25% и h = 120 - 200 (краны механических и сборочных цехов машиностроительных заводов), тяжёлому ПВ = 25 - 40% и h =300 - 400 (краны производственных цехов и складов на заводах с крупносерийным производством), весьма тяжёлому — ПВ = 40 - 60% и h = 40О - 6О0 (технологические краны металлургических заводов). Значения коэффициентов использования приведены в [21].
Помимо тяжёлых условий работы при большом числе включений в час элек-трооборудование мостовых кранов обычно находится в условиях тряски, высокой влажности воздуха, резких колебаний температуры и запыленности помещений. В связи с этим на кранах применяется специальное электрооборудование приспо-собленное к условиям работы кранов и отличающееся повышенной надежностью.
Основное крановое электрооборудование: электродвигатели, силовые, магнит-ные и командные контроллеры, пускорегулировочные резисторы, тормозные элек-тромагниты, конечные выключатели и другие — в значительной степени стандар-тизовано. Поэтому различные по конструкции краны комплектуются обычно таким электрооборудованием по типовым схемам.
Электрооборудование мостовых кранов выполняется и эксплуатируется в соот-ветствии с «Правилами устройства и безопасной эксплуатации грузоподъёмных кранов». Рабочее напряжение сети, питающей краны, на должно превышать 500 В. В соответствии с этим на кранах применяется электрооборудование на 220 или 380 В переменного тока и 220 или 440 В постоянного тока. Напряжение 440 В используется только в силовых цепях кранов большой грузоподъёмности.
Для защиты питающих проводов и электродвигателей от токов к. з. и зна-чительных перегрузок (свыше 225%) на кранах предусматривается максимальная токовая защита с помощью реле максимального тока или автоматических выклю-чателей. Плавкие предохранители используют только для защиты цепей управ-ления. Тепловая защита на кранах обычно не применяется, так как в условиях пов-торно-кратковременного режима работы двигателей она может приводить к ложным отключениям. Для предотвращения самозапуска двигателей, т. е. самопроизволь-ного пуска их при восстановлении напряжения сети после перерыва в электро-снабжении, в электрических схемах кранов используют совместно с «нулевой» за-щитой блокировку нулевой позиции контроллеров. Обязательным является наличие конечных выключателей для автоматической остановки механизмов при подходе их к крайним положением Для безопасности обслуживания электрооборудования люк для выхода из кабины на мост снабжается конечным выключателем, снимающим напряжение со вспомогательных троллеев при открывании люка. Все токоведущие части в кабине крана полностью ограждаются. Механизмы кранов оснащаются тор-мозами замкнутого типа с электромагнитами, которые автоматически расторма-живают механизм при включении и затормаживают его при отключении двигателя. Металлоконструкции кранов и все металлические части электрооборудования, кото-рые могут оказаться под напряжением из-за порчи изоляции, заземлены. Соединение с контуром заземления цеха осуществляется через подкрановые пути.
На рис. 3-3 в качестве примера приведена структурная схема одного из ва-риантов электрооборудования мостового крана, работающего на переменном токе. Питание от цеховой сети подается на кран через главные троллеи, к токосъёмникам которых подключены находящиеся в кабине защитная панель 15 и щиток 17 вспомо-
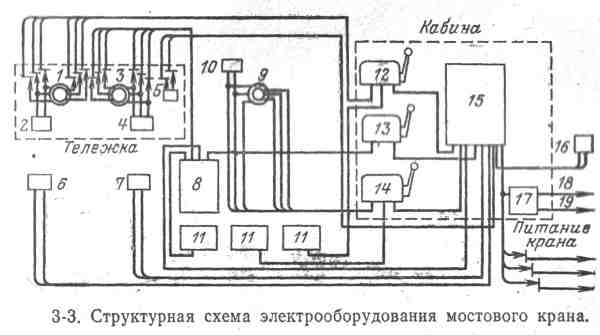
гательных цепей 18 (освещения и сигнализации) и 19 (аварийного освещения) В свою очередь к защитной панели подключены: а) через вспомогательные троллеи — электрооборудование, размещённое на тележке: электродвигатель 1 и электро-магнит тормоза 2 тележки, электродвигатель 3 и электромагнит тормоза 4 подъёма, конечный выключатель подъёма 5; б) электрооборудование, расположенное на мос-ту: электродвигатель 9 и электромагнит тормоза 10 моста, шкаф 8 магнитного кон-троллера привода подъёма, пускотормозные резисторы 11, конечные выключатели 6 (моста) и 7 (тележки); в) органы управления работой крана: командоконтроллер привода подъёма 13, контроллеры 12 (привода тележки) и 14 (привода моста), а так-же конечный выключатель люка кабины 16.
3-3. ТРЕБОВАНИЯ К ЭЛЕКТРОПРИВОДУ МЕХАНИЗМОВ КРАНА
Для выбора системы электропривода необходимо чётко представлять себе тех-нологические требования к приводу того механизма, для которого он выбирается. Установление таких требований облегчает выбор оптимальной системы электропри-вода, т. е. такой, которая наиболее проста и дёшева из всех систем, обеспечивающих желаемые эксплуатационные показатели механизма.
Для качественного выполнения подъёма, спуска и перемещения грузов элек-тропривод крановых механизмов должен удовлетворять основным требованиям:
1. Регулирование угловой скорости двигателя в сравнительно широких пре-делах (для обычных кранов до 4:1, для специальных кранов - до 10 : 1 и более) в связи е тем, что тяжёлые грузы целесообразно перемещать с меньшей скоростью, а пус-той крюк или ненагруженную тележку - с большей скоростью для увеличения про-изводительности крана. Пониженные скорости необходимы также для осуществле-ния точной остановки транспортируемых грузов с целью ограничения ударов при их посадке и облегчают работу оператора, так как не требуют многократного повторе-ния пусков для снижения средней скорости привода перед остановкой механизма.
Обеспечение необходимой жёсткости механических характеристик, привода, особенно регулировочных, с тем чтобы низкие скорости почти не зависели от груза.
Ограничение ускорений до допустимых пределов при минимальной длитель-ности переходных процессов. Первое условие связано с ослаблением ударов в механических передачах при выборе зазора, с предотвращением пробуксовки ходовых ко-лёс тележек и мостов, с уменьшением раскачивании подвешенного на канатах груза при интенсивном разгоне и резком торможении механизмов передвижения, второе ус-ловие необходимо для обеспечения высокой производительности крана.
Реверсирование электропривода и обеспечение его работы как в двига-тельном, так и в тормозном режиме.
3-4. ВЫБОР РОДА ТОКА И ТИПА ЭЛЕКТРОПРИВОДА
Выбор рода тока для электрооборудования крана имеет важное значение, пос-кольку с ним связаны такие показатели, как технические возможности привода, капиталовложения и стоимость эксплуатационных расходов, масса и размеры обору-дования, его надёжность и простота обслуживания.
Для привода крановых механизмов возможно применение различных двига-телей и систем электропривода. Их выбор определяется грузоподъёмностью, номи-нальной скоростью движения, требуемым диапазоном регулирования скорости при-вода, жёсткостью механических характеристик, числом включения в час и др. В настоящее время на кранах чаще всего применяют простые системы электроприво-да, в которых двигатели получают питание от сети переменного или постоянного то-ка неизменного напряжения через пускорегулировочные резисторы.
Привод с асинхронными двигателями с к. з. ротором применяется для меха-низмов кранов небольшой мощности (10—15 кВт), работающих в лёгком режиме. Если необходимо регулировать скорость или обеспечить точную остановку меха-низма, то можно использовать двух- или трёхскоростные двигатели.
Наибольшее распространение на кранах получил привод с асинхронными дви-гателями с фазным ротором и ступенчатым регулированием угловой скорости путём изменения сопротивления в цепи ротора. Такой привод достаточно прост, надёжен, допускает большое число включений в час и применяется при средних и больших мощностях. С помощью резисторов в цепи ротора можно в широких пределах изме-нять момент при пуске, получать желаемые ускорения и плавность пуска, умень-шать токи и потери энергии в двигателе при переходных процессах, а также полу-чать пониженные угловые скорости. Однако этот привод не обеспечивает необхо-димую жёсткость регулировочных характеристик и устойчивую работу при пони-женных скоростях. Он неэкономичен вследствие значительных потерь энергий в пускорегулировочных сопротивлениях; кроме того, имеет место повышенный износ двигателя, электромеханических тормозов и контактной аппаратуры управления.
Если, к электроприводу крановых механизмов предъявляются повышенные требования в отношении регулирования скорости, а также необходимо обеспечить низкие устойчивые угловые скорости в различных режимах, то применяют двигатели постоянного тока. Для механизмов подъёма приводы на постоянном токе с питанием от сети обычно выполняются с двигателями последовательного возбуж-дения, которые допускают большие перегрузки по моменту и имеют мягкую ес-тественную характеристику, что позволяет поднимать и опускать лёгкие грузы с по-вышенной скорость. Двигатели параллельного возбуждения применяют в тех слу-чаях, когда необходимо иметь достаточно жёсткие механические характеристики при низких угловых скоростях, а также обеспечить работу двигателя на естествен-ной характеристике в генераторном режиме.
Если
требуется обеспечить повышенный диапазон
регулирования
скорости привода, ограничение стопорного
 момента
и плавное протекания переходных
про-цессов двигателя при напряженном
режиме работы кранового механизма, то
применяют регулируемый электропривод
по системе Г — Д. Использование такой
системы при больших мощностях двигателей
позволяет облегчить аппаратуру
уп-равления и повысить надёжность работы
привода.
момента
и плавное протекания переходных
про-цессов двигателя при напряженном
режиме работы кранового механизма, то
применяют регулируемый электропривод
по системе Г — Д. Использование такой
системы при больших мощностях двигателей
позволяет облегчить аппаратуру
уп-равления и повысить надёжность работы
привода.
Использование двигателей постоянного тока влечёт за собой необходимость преобразования переменного тока в постоянный, что до недавнего времени осущест-влялось с помощью машинных преобразователей и связано с увеличением капиталь-ных затрат, дополнительными потерями энергии и эксплуатационными расходами.:
На кранах получили некоторое распространение также и сложные системы электроприводов с асинхронными двигателями: с вихревым тормозным генера-тором, с дросселями насыщения, двух двигательный привод с регулированием ско-рости путем наложения механических характеристик и др. [21].
При выборе рода тока для конкретного случая необходимо проанализировать требования к приводу и возможность их выполнении существующими системами на переменном токе.
С развитием силовой полупроводниковой техники открываются возможности применения двигателей постоянного и переменного тока в электроприводах крановых механизмов с питанием от тиристорных преобразователей, устанавливаемых непосредственно на кранах и подключаемых к сети переменного тока. Эти преобразователи имеют высокие энергетические и экономические показатели, повышенную механическую прочность и долговечность, нетребовательны в эксплуатации.
При питании от общей сети переменного или постоянного тока для крановых электродвигателей применяется контроллерное или контакторное управление. При контроллерном управлении все переключения в главных цепях двигателя произво-дятся контактами силового контроллера, управление которым, особенно при ин-тенсивном режиме работы требует от крановщика значительных усилий напряже-ния. Контакторное управление осуществляется с помощью магнитного контролле-ра, состоящего из командоконтроллера и контакторно-релейной панели. Переклю-чения в главных цепях двигателя производятся контакторами, а крановщик управ-ляет командоконтроллером. При контакторном управлении процессы пуска, тормо-жения и реверса автоматизируются, что значительно облегчает условия работы кра-новщика в напряжённых режимах. На одном кране целесообразно применять как контроллерное управление для механизмов с менее напряженным режимом работы, так и контакторное управление - последнее обычно для механизмов подъёма.
3-5. РАСЧЁТ СТАТИЧЕСКИХ НАГРУЗОК ДВИГАТЕЛЕЙ МЕХАНИЗ -МОВ КРАНОВ
Статические нагрузки двигателей кранов создаются силами статического соп-ротивления, действующими в крановых механизмах,— силами тяжести и трения. Рассмотрим типичные случаи определения приведённых к валу двигателя статичес-ких нагрузок механизмов подъёма и передвижения кранов.
Для механизма подъёма характерен активный статический момент, который направлен против движения при подъёме груза и совпадает с ним по направлению при спуске. В реальных механизмах всегда присутствуют силы трения, создающие реактивный момент, который возрастает при увеличении нагрузки механизма.
Статическая мощность Рс,п,кВт на валу двигателя в установившемся режиме (подъём) затрачивается на перемещение груза и на преодоление потерь на трение:
![]()
где G — сила тяжести поднимаемого груза, Н; Gо — сила тяжести гру-зозахватывающего устройства, Н; n — общий КПД подъёмного механизма, оп-ределяемый по кривым на рис. 3-2, б для соответствующих значений номинальной величины nном (при G = Gном) и в зависимости от степени загрузки механизма; vп — скорость подъёма груза, м/с.
Номинальные значения КПД крановых передач при опорах на подшипниках качения лежат в пределах: 0,8 - 0,85 — для механизмов подъма с цилиндричес-кими зубчатыми колесами и 0,65 - 0,7 с червячной передачей; 0,8 - 0,9 и 0,65 - 0,75 — соответственно для механизмов передвижения мостов и тележек.
При подъёме пустого крюка (грузозахватывающего устройства) статическия мощ-ность, кВт
Где vпо — скорость подъёма крюка, м/с; n0 — КПД механизма при G = 0.
В установившемся режиме спуска статическая мощность Рс,с, кВт, на валу двигателя равна разности мощностей, обусловленных действием силы тяжести опускаемого груза Ргр, кВт, и сил трения в механизме РТр , кВт:
где vс — скорость спуска, м/с.
Различают силовой и тормозной спуск. Силовой спуск имеет место при опус-кании пустого крюка или легких грузов, сила тяжести которых не способна преодолеть силы трения в механизме. В этих случаях РГр < Ртр и опускание груза производится двигателем, которым создает движущий момент.
Мощность, развиваемая двигателем при силовом спуске,
![]()
где n < 0,5, причм для спуска пустого крюка vс = vс0, n = n0, Рс,с==Рс,сО.
Тормозной спуск применяется при опускании средних и тяжёлых грузов, когда Ргр>Ртр. Энергия направляется с вала механизма к двигателю, который создает тормоз- ной момент, предотвращая свободное падение груза и ограничивая скорость спуска.
Мощность двигателя в этом режиме:
![]()
где n > 0,5.
Для кранов, работающих в закрытых помещениях, когда отсутствует ветровая нагрузка, статический момент механизма обусловлен только силами трения.
Статическая мощность Pc кВт, на валу двигателя передвижения моста (тележки) в установившемся режиме:
![]()
где к1 - коэффициент, учитывающий увеличение сопротивления движению из-за трения реборд ходовых колес о рельсы (k1 = 1,8 - 2,5); G, Gо и GМ(т) — соответственно сила тяжести перемещаемого груза, захватывающего устройства и моста с тележкой (или только тележки), Н; Rх,к — скорость передвижения моста (тележки), м/с; r - радиус ходового колеса, м; r — радиус шейки оси ходового колеса, м; м — коэффициент трения в опорах ходовых колес; принимается равным 0,015 — 0,02 при подшипниках качения и 0,08 — 0,15 при подшипниках скольжения; f — коэффициент трения качения ходовых колес по рельсам (принимается равным 0,0005 — 0,0012); nм(т) - КПД механизма передвижения моста (тележки); определяется по кривым на рис. 3-2,6, при этом нужно вместо G принять сумму G + Gмт.
Статический момент Мс, Н-м, на валу двигателя подъёма (передвижения) равен:
![]()
где Рс — статическая мощность, подсчитанная по формулам (3-1) — (3-6), кВт; v — скорость движения крюка или моста (тележки), м/с; R — радиус барабана подъёмной лебедки или ходового колеса, м; 1Р — передаточное число редуктора механизма подъё-ма или передвижения; 1П— передаточное число полиспаста.
Расчетная угловая скорость вала двигателя шсддв,расч, рад/с*, определяется задан-ной номинальной скоростью движения механизма т. е:
![]()
Если на кране предполагается применить двигатели постоянного тока последова-тельного возбуждения, то при вычислении статических моментов по формуле (3-7) необ-ходимо учитывать изменение угловой скорости двигателя при изменении его нагрузки, так как эти машины имеют мягкую механическую характеристику.
* Напомним, что соотношение между угловой скоростью w(рад/с) частотой вращения п (об/мин): w = пн/30.
3-6. ОПРЕДЕЛЕНИЕ ДИНАМИЧЕСКИХ НАГРУЗОК ДВИГАТЕЛЕЙ КРАНА
Динамические нагрузки в электроприводе возникают при изменении угловой скорости двигателя (при пуске, остановке, реверсе и т. п.). В этих случаях момент М, развиваемый двигателем, уравновешивается статическим моментом Мс на его валу и динамическим моментом Мдин создаваемым силами инерции системы «двигатель— механизм». В общем виде уравнение движения этой системы имеет вид:
+ М = Мдин + Мс (3 - 9)
Значение и направление динамического, момента Мдин определяется значе-нием и направлением моментов М и Мс. Динамическая составляющая момента дви-гателя может быть найдена из соотношения:
![]()
где J — суммарный приведенный к валу двигателя момент инерции, вклю-чающий в себя момент инерции ротора двигателя Jд„ и приведенный момент инер-ции JПР всех вращающихся и поступательно движущихся масс механизма, кг-м2;
dw/dt — угловое ускорение или замедление, рад/с2.
При расчётах моменты инерции частей системы (шестерен редуктора, тормоз-ных дисков и др.), вращающихся с угловыми скоростями w = wдв, часто не опре-деляют, так как их величины относительно мало сказываются на значении Jпр. Обычно их влияние учитывается введением в формулу для определения JЕ коэф-фициента k = 1,15 - 1,2, т.е:
![]()
Где mЕ — суммарная масса поступательно движущихся элементов механизма.
При ускорении или замедлении кранового механизма через редуктор пере-даётся не только статическая, но и динамическая мощность, расходуемая на измене-ние запаса кинетической энергии в движущихся частях и грузе. В связи с этим поте-ри энергии в механических передачах при переходных процессах возрастают. Значе-ние этих потерь зависит от изменения нагрузки; точный учёт их сложен. При прак-тических расчётах дополнительные потери учитывают введением в формулу (3-11) КПД n` cоответствующего загрузке механизма суммарной мощностью — статичес-кой и динамической.
а при замедлении
(энергия направляется от механизма к
двигателю) она примет вид:
![]()
![]()
При небольших значениях Jпр (механизмы подъёма и механизмы передви-жения тележек) динамический момент в основном расходуется на ускорение ротора двигателя и незначительно нагружает механическую передачу, поэтому расчет JЕ можно производить по (3-11).
В электроприводах с JПр > JДв (механизмы передвижения мостов) основной нагрузкой передач является Мдин, что вызывает дополнительные потери в редукторе и увеличивает потребляемую двигателем энергию. Для таких механизмов при боль-шой частоте включений динамические нагрузки в значительной степени определяют выбор мощности двигателя.
Учёт повышения потерь при переходных процессах позволяет избежать грубых ошибок при определении мощности двигателей крановых механизмов.
3-7. ВЫБОР МОЩНОСТИ ДВИГАТЕЛЕЙ КРАНОВЫХ МЕХАНИЗМОВ
Электродвигатели кранов работают в тяжёлых условиях (ударная нагрузка, значительные перегрузки, повторно-кратковременный режим работы с частыми песками и реверсами и т. д.), поэтому к ним предъявляют особые требования в отношении надёжности и удобства эксплуатации. Для привода механизмов кранов выпускаются специальные крановые двигатели п о в т о р н о - к р а т к о в - р е м е н н о г о р ежима, отличающиеся от двигателей общего применения повышенной прочностью конструкции, увеличенной перегрузочной способностью, более нагревостойкой изоляцией и меньшим моментом инерции ротора за счёт уменьшения его диаметра и увеличения длины. Основное конструктивное исполне-ние крановых двигателей - закрытое, с горизонттальным валом, на лапах.
Основным (номинальным) режимом работы крановых двигателей является ре-жим при ПВном - 25%. В справочной литературе приводятся данные и для режимов при ПВ, равном 15, 40, 60 и 100%.
Наибольшее распространение получили крановые асинхронные двигатели се-рий МТ и МТВ с фазным ротором и с короткозамкнутым ротором серии МТК и МТКВ. Напряжения двигателей 220,380 и 500В; мощности при ПВНом = 25%: серии МТ - от 1,4 до 7,5кВт, МТВ - до 160кВт, МТК - от 1,4 до 7,5кВт,МТКВ - до 37 кВт. В серию МТ входят также металлургические двигатели (для тяжёлых условий работы) серии МТМ с фазным ротором на мощности от 2,2 до 125кВт при ПВ = 40% и серии МТКМ с короткозамкнутым ротором на мощности от 2,2 до 28кВт при ПВ = 40%.
Крановые двигатели постоянного тока выпускаются с последовательным, не-зависимым и смешанным возбуждением — серия ДП и новая серия Д. Напряжения двигателей 220 и 440В; мощности при ПВном = 25% от 2,5 до 185кВт,
Выбор мощности двигателя механизма мостового крана производят, по нагру-зочной диаграммы механизма, т.е. графика Рс= f(t)) или Мс = ф(t) за цикл работы.
Во многих случаях построение точной нагрузочной диаграммы кранового ме-ханизма затруднительно из-за разнообразных и часто меняющихся операций, выпол-няемых краном. В первую очередь это относится к механизмам цеховых кранов гру-зоподъёмностью до 10-20т. Основой для выбора мощности двигателя в таких случа-ях может служить расчётный цикл, состоящий для механизма подъёма из четырёх рабочих операций (подъём и спуск груза GНоМ, подъём и спуск пустого грузозахва-тывающего приспособления) и для механизма передвижения моста или тележки из двух операций (передвижение с грузом Gном в одном направлении и без груза в обратном направлении).
Для расчётного цикла предполагают известным режим работы механизма (лёг-кий, средний и т.д.), т.е. можно задаться значением продолжительности включения ПВрасч(см. § 3-2).Известны также номинальная скорость движения VНом >м/с,и наи-большее перемещение L,м механизма.
Тогда суммарное
время работы за цикл:
Суммарное время
пауз: .![]()
![]()
![]()
причем это время делится равномерно между операциями. Время цикла:
![]()
Далее по каталогу:
Далее по каталогу
предварительно выбирают двигатель
на мощность Рдв—Рвом,
кВт, при ПВНом
по условию
![]()
![]()
где kэ = 1,1. - 1,4 – кэффициент запаса, учитывающий дополнительную загрузку двигателя в периоды пуска и электрического торможения.
Номинальная угловая скорость двигателя wном, рад/с, должна соответствовать заданной номинальной скорости механизма Vном, м/с,и определяется по формуле (3-8). Для выбранного двигателя строят механические характеристики в соответст-вии с принятой схемой управления и рассчитывают времена пуска tп,i и электри-ческого торможения tт,i( привода, с:
![]()

где JЕ - приведённый к валу двигателя момент инерции привода (§ 3-6); wс,i — угловая скорость двигателя, рад/с, соответствующая установившейся скорости механизма vу,I, м/с, и определяемая по характеристикам w = f(М) — см., например, рис. 3-4,б (для двигателя механизма передвижения); МП(т),ср.i — среднее значение момента двигателя при пуске (торможении), Н-м; Мc,i — статический момент на валу дви-гателя при данном переходном процессе, Н-м; знак перед Мc,i учитывает направ-ление действия Мc,I по отношению к Мп(т),ср,i.
Средний путь, м, за зремя пуска или торможения, находят как:
![]()
где R — радиус барабана подъёмной лебёдки или ходового колеса тележки (моста), м; iр и iП — передаточные числа редуктора и полиспаста (для механизма подъёма). Тогда время tу,i, с, движения механизма с установившейся скоростью vy,i в течение i - й рабочей операции:
![]()
По полученным данным строят нагрузочную диаграмму двигателя М = f( t) за цикл работы с учетом динамических нагрузок (см., например, диаграмму на рис. 3 -4,в для двигателя механизма передвижения).
Далее па нагрузочной диаграмме двигателя определяют фактическую продол-жительность включения ПВфакт и затем находят приведенный к стандартному зна-чению ПВНОм эквивалентный момент, Н*м, двигателя за суммарное время работы:

где коэффициент 0,75 учитывает ухудшение условий охлаждения двигателя с самовентиляцией; для двигателя с независимой вентиляцией этот коэффициент ра-вен единице.
Окончательную проверку выбранного двигателя по нагреву выполняют по условию:
![]()
где МНом — номинальный момент двигателя при ПВНОм.
Практика расчетов показывает, что если отношение Ety,j/(Etп,j+Etт,j)>10, то влиянием динамических нагрузок на нагрев двигателя можно пренебречь, т. е. по ус-ловиям нагрева предварительный выбор двигателя в этих случаях будет и оконча-тельным. Обычно это имеет место для двигателей механизмов подъёма и передви-жения тележек. Напротив, для двигателей механизмов передвижения мостов дина-мические нагрузки существенно влияют на нагрев двигателя.
Выбранный по условиям нагрева двигатель проверяет по условиям допусти-мой кратковременной перегрузки и надежности пуска.
Двигатель удовлетворят требованиям в сотношении допустимой перегрузки, если выполняется условие:
![]()
где МС,тах — максимальное значение статического момента на валу двигателя, возможное при эксплуатации и испытаниях крана; К — перегрузочная способность двигателя; 0,8 — коэффициент, учитывающий для асинхронных дви-гателей снижение напряжения сети на 10%.
Правильно выбранный двигатель должен обеспечивать надёжный разгон привода, для чего требуется выполнение условия:
![]()
где Мп,ср — средний пусковой момент двигателя, определяемый по каталож-ным данным для асинхронных двигателей с короткозамкнутым ротором или по пус-ковой диаграмме для двигателей достоянного тока и асинхронных с фазным рото-ром (см. рис. 3 - 4, б);
М1 и М2 — максимальный и минимальный моменты двигателя при пуске, причем необходимо, чтобы было выполнено условие М2 > 1,2Мс,мах
Заключительным этапом проверки выбранного двигателя является оценка ускорений и замедлений механизма при пуске н торможении привода.
Максимальное значение среднего за период пуска (торможения) линейного ус-корения (замедления) механизм аСр,мах, м/с2, определяется по формуле:
![]()
где tп(т),min — наименьшее возможное в цикле работы время пуска (тормо-жения) механизма при выбранном двигателе, с; величину tп(т),min можно опреде-лить по формуле (3-20); vу — значение установившейся скорости, до которой раз-гоняется или с которой тормозится механизм, м/с.
Двигатель удовлетворяет требованиям, если соблюдается соотношение:
аср,max < адоп
где адоп — максимально допустимое ускорение (замедление) механизма, м/с2.
Для механизмов подъёма мостовых кранов адоп = (0,2-0,3) м/с2, для механизмов передвижения адоп = (0,6—0,8) м/с2. При невыполнении условия (3-28) привод будет работать с чрезмерно большими динамическими моментами, что вызовет удары в механических передачах, раскачивание грузов и повышенный износ оборудования.
С другой стороны, ускорения (замедления) механизмов не должны быть мень-шими определенных значений, чтобы процессы пуска и торможения не затягивались. Здесь ориентиром может служить максимально допустимое время пуска, кото-рое для механизмов подъёма лежит в пределах 3-5 с, а передвижения 10-15с.
3-8. КРАНОВЫЕ ТОРМОЗНЫЕ УСТРОЙСТВА И ГРУЗОПОДЪЁМНЫЕ ЭЛЕКТРОМАГНИТЫ
Тормозные устройства
предназначены для фиксации положения
механизма при отключенном двигателе,
например, для удержания груза в
подвешенном состоя-ний, а также дли
сокращения выбега при остановке
механизма. На кранах применяя-ются
колодочные, дисковые и ленточные
механические тормоза, которые
заторма-жива ют
механизм при отключении двигателя;
одновременно с включением двига-теля
вал механизма растормаживается
тормозными электромагнитами,
электрогид-равлическими толкателями
или специальными двигателями.
ют
механизм при отключении двигателя;
одновременно с включением двига-теля
вал механизма растормаживается
тормозными электромагнитами,
электрогид-равлическими толкателями
или специальными двигателями.
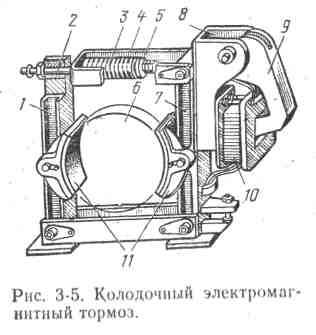
двигателя, охватывается тормозными колодками 11, размещенными на рычагах 1 и 7. На рычаге 7 жёстко закреплен магнитопровод 8 электромагнита. При отключенной катушке 10 электромагнита разжимающая пру-жина 3, расположенная на стержне 2, одним концом давит на упорную шайбу 5 стержня, а другим — на скобу 4, шарнирно соединенную с рычагом 7. По-этому верхние концы рычагов 1 и 7 стягиваются, а тормозные колодки зажимают шкив. 1 При вклю-чении катушки электромагнита его якорь 9. повора-чивается и сдвигает (на рисунке — влево) стержень 2. Пружина 3 сжимается, вследствие чего рычаги 1 и 7 разводятся, и колодки 11 освобождают шкив 6.
Тормозные электромагниты. В настоящее время на кранах применяют тор-мозные электромагниты однофазного и трёхфазного переменного или постоянного тока. Катушки электромагнитов включаются и отключаются одновременно с двигателями. Тормозные электромагниты характеризуются рабочим напряжением, относительной продолжительностью включения (ПВ) катушки, ходом подвижной части — якоря, тяговым усилием (или моментом), допустимым числом включений в час.
По ходу якоря тормозные электромагниты разделяются на длинноходовые, имеющие ход якоря до нескольких десятков миллиметров и развивающие относи-тельно малое тяговое усилие, и короткоходовые, которые развивают сравнительно большое тяговое усилие при малом ходе якоря (доли или единицы миллиметров).
Электромагниты постоянного тока выпускаются с катушками, включаемыми па-раллельно якорю двигателя или последовательно к ним. В первом случае катушки выполняют с большим числом витков, вследствие чего они имеют значительную ин-дуктивность. Для увеличения быстродействия таких электромагнитов катушки рассчи-тывают на пониженное напряжение. При включении на катушку подается полное нап-ряжение сети, что ускоряет (форсирует) процесс срабатывания электромагнита. Для удержания втянутого якоря электромагнита требуется меньшее усилие, поэтому после срабатывания электромагнита в его цепь вводится добавочный резистор, кото-рый ограничивает ток катушки. Для защиты катушки от пробоя изоляции при от-ключении её от сети на корпусе электромагнита монтируется разрядный резистор. Электромагниты с последовательно включенными катушками имеют большее быс-тродействие и более пробтую схему включения, поскольку не требуется применять разрядные и токоограничивающие резисторы. Главный недостаток таких электро-магнитов зависимость тягового усилия от тока нагрузки двигателя. Они применя-ются чаще для механизмов передвижения, где ток якоря при работе меняется мало.
Катушки электромагнитов переменного тока подключаются параллельно ста-тору асинхронных двигателей. В катушках таких электромагнитов при включении проходит ток в 10 -15 раз больший, чем при втянутом якоре, так как при большом зазоре индуктивное сопротивление катушки мало. Поэтому при увеличенном зазоре пли при заклинивании якоря катушка вообще может сгореть. В однофазных электро-магнитах переменного тока имеется короткозамкнутый виток для предотвращения отхода якоря от срдечника в момент прохождения тока катушки через нуль.
Тормозные электромагниты выпускаются на продолжительность включения ПВ = 15, 25, 40 и 60%; они различаются по форме, массе, тормозному усилию и т.п. Из отечественных тормозных электромагнитов можно отметить: а) короткоходовые в открытом исполнении с поворотым якорем типа МО- однофазные переменного то-ка и типа МП - постоянного тока; б) длинноходовые тина КМП- постоянного тока, предназначенные для установки в закрытых помещениях, а также типа КМТ – трёх-фазные с якорем в литом или сварном корпусе и типа ВМ - постоянного тока для ра-боты кранов на открытых площадках.
Электрогидротолштели. Недостатками тормозных электромагнитов являются резкое включение, вызывающее удар якоря о магнитопровод, большие броски тока
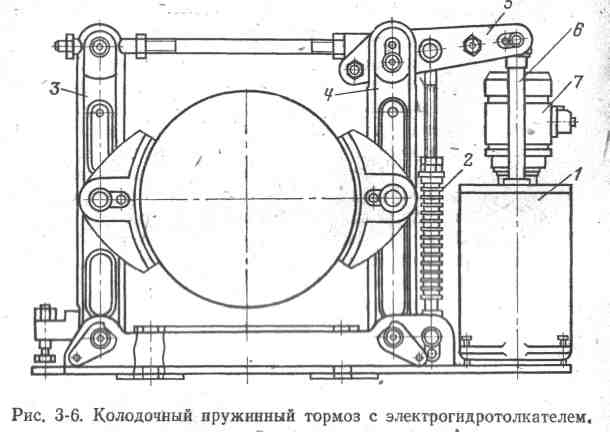
включения у электромагнитов переменного тока, возможность перекоса рычагов. В связи с этим в тормозных устройствах кранов все большее распространение получа-ют электрогидравлические толкатели. Они имеют большую надёжность в эксплуата-ции, позволяют регулировать быстродействие и плавность торможения, могут соз-давать значительные тормозные моменты и легко управляются.
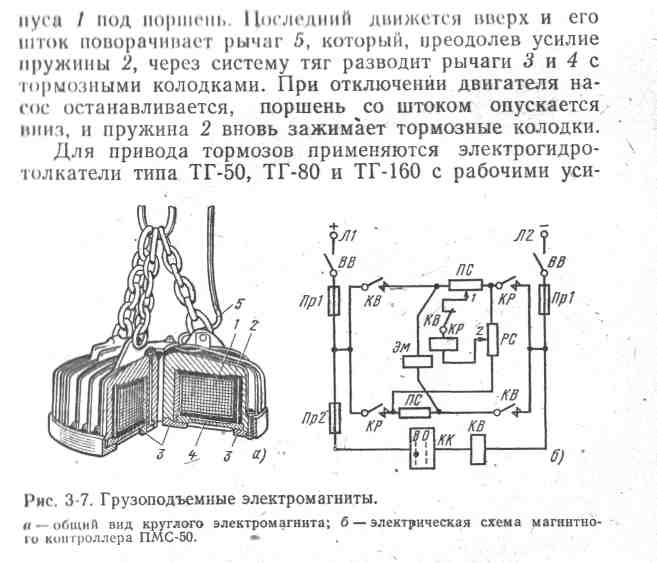 Электрогидравлический
толкатель типа ТГ (рис. 3 - 6) состоит из
корпуса 1, внутри которого в нижней части
помещен лопастной масляный гидронасос,
приво-димый в действие асинхронным
двигателем 7 с короткозамкнутым
ротором. В верхней внутренней части
корпуса 1 расположен
поршень со штоком 6,
При вклю-чении
двигателя насос перекачивает масло
из нижней полости кор-
Электрогидравлический
толкатель типа ТГ (рис. 3 - 6) состоит из
корпуса 1, внутри которого в нижней части
помещен лопастной масляный гидронасос,
приво-димый в действие асинхронным
двигателем 7 с короткозамкнутым
ротором. В верхней внутренней части
корпуса 1 расположен
поршень со штоком 6,
При вклю-чении
двигателя насос перекачивает масло
из нижней полости кор-
лиями 500,800 и 1600Н, а также толкатели ТЭГ-16, ТЭГ-25, ТГМ-50 и ТГМ-80 с рабочими усилиями 160,250,500 и 800Н. Толкатели обеспечивают указанные усилия при напряжении не менее 90% номинального, числе включений в час от 700 до 2000 и работе тормоза при ПВ=100%. Время срабатывания электрогидротолкателей составляет 0,6-1,5с, в некоторых случаях они могут использоваться вместе с тор-мозом для регулирования угловой скорости двигателей крановых механизмов [21]. Грузоподъёмные электромагниты. Использование их позволяет сократить длительность операций зацепления и снятия ферромагнитных материалов при тран-спортировке. На рис.3-7,а показан электромагнит круглой формы типа М-42. Внутри стального корпуса 2 помещается катушка 1, залитая компаундной массой. К корпусу болтами крепятся полюсные башмаки 3. Снизу катушка защищена кольцом 4 из не-магнитного материала.

 Токоподвод
к катушке осуществляется гибким кабелем
5, который автома-тически наматывается
на кабельный барабан при подъёме и
сматывается с него при спуске. Электромагнит
подвешивается к крюку цепями.
Токоподвод
к катушке осуществляется гибким кабелем
5, который автома-тически наматывается
на кабельный барабан при подъёме и
сматывается с него при спуске. Электромагнит
подвешивается к крюку цепями.
Подъёмная сила электромагнита зависит от характера и температуры подни-маемого груза: при большой плотности груза (плиты, болванки) подъёмная сила увеличивается, при меньшей плотности (скрап, стружка) значительно уменьшается; с ростом температуры снижается магнитная проницаемость, достигая нуля при 720° С, вследствие чего подъёмная сила также падает до нуля.
Катушки таких электромагнитов питаются постоянным током, имеют боль-шую индуктивность и значительный поток остаточного магнетизма. Поэтому при отключении электромагнита должны быть приняты меры для ограничения перенап-ряжений, а также для быстрого освобождения электромагнита от груза.
Управление подъёмным электромагнитом производится обычно посредством магнитного контроллера, панель которого с аппаратурой помещается в шкафу и ус-танавливается в кабине крановщика. На рис.3-7,6 показана принципиальная элек-трическая схема магнитного контроллера ПМС-50, имеющего: вводной выключатель (рубильник) ВВ предохранители Пр1 и Пр2; включающий контактор КВ; контактор размагничивания КР; резисторы ПС и РС. Постоянный ток к катушке электромагнита Эм подводится от сети 220В или от преобразовательного агрегата.
Для захвата груза электромагнитом рукоятку командоконтроллера ставят в положение В. Замыкается контакт КК командоконтроллера. Получает питание контактор КВ, который своими контактами подключает электромагнит Эм к источнику питания, и груз захватывается. Чтобы освободить электромагнит от груза, рукоятку командоконтроллера переводят в положение О. Размыкается контакт КК, теряет питание контактор КВ и отключается от источника катущки Эми но ток в ней мгновенно не исчезает, а под действием ЭДС самоиндукции продолжает протекать в том же направлении по цепи с резисторами ПС и РС. При этом напряжение между точками 1 и 2 оказывается достаточным, чтобы включился контактор КР. В ре-зультате катушка Эм оказывается под напряжением обратной полярности, ток в ней интенсивно уменьшается, а затем возрастает в обратном направлении до зна-чения, необходимого для ликвидации остаточного магнетизма. Электромагнит освобождается от груза, даже весьма лёгкого, например от стружки. В процессе из-менения тока электромагнита напряжение на катушке КР уменьшается, и при некотором его значении контактор КР отключается, что приводит к разрыву цепи размагничивания, но катушка Эм остается замкнутой на резисторы. Это исключает недопустимые перенапряжения на электромагните.
Подъёмные электромагниты рассчитываются на повторно-кратковременный режим работы с ПВ=50% при продолжительности цикла не более 10мин. Оте-чественной промышленностью изготовляются электромагниты двух форм: круглые типов М-22, М-42, М-62 и прямоугольные типов ПМ-15 и ПМ-25. Выбор подъёмных электромагнитов производится по напряжению, режиму работы, подъёмной силе, потребляемой мощности, форме груза и его температуре.
3-9. КРАНОВАЯ АППАРАТУРА УПРАВЛЕНИЯ И ЗАЩИТЫ
Крановые силовые кулачковые контроллеры. С помощью их осуществля-ются пуск, остановка, реверс и регулирование угловой скорости крановых электро-двигателей как постоянного, так и переменного тока. В настоящее время силовые контроллеры применяются для переключений в главных цепях, двигателей мощ-ностью до 30кВт при Л, С и Т режимах работы механизмов крана и от 30 до 75кВт при Л и С режимах. Приводным органом кулачковых контроллеров на постоянном токе является маховичок, а на переменном токе - рукоятка. Каждое рабочее, а также нейтральное (нулевое) положение имеет фиксацию.
Для управления
асинхронными двигателями с фазным
ротором предназначены контроллеры
типов ККТ-61 и ККТ-61А, ККТ-62 и ККТ-62А,
ККТ:68А,
ККТ-101, ККТ-102, имеющие симметричную для
обоих направлений движения механизма
схему замыкания контактов. В контроллере
ККТ-68А обмотки статора двигателя
коммутируются двумя контактами реверса.
Для управления асинхронными
двига-телями с короткозамкнутым ротором
выпускаются контроллеры типа ККТ-63, а
 для
механизмом подъёма – также типа ККТ М.
Последний
позволяет обеспечить низкие скорости
при посадке груза
путём включении двигателя в режим
однофазного тор-можения на первом
положении «Спуск» рукоятки контроллера.
для
механизмом подъёма – также типа ККТ М.
Последний
позволяет обеспечить низкие скорости
при посадке груза
путём включении двигателя в режим
однофазного тор-можения на первом
положении «Спуск» рукоятки контроллера.
В схемах управления двигателями постоянного тока применяются силовые контроллеры типов ККП-101 для механизмов передвижения кранов и ККП-102 для механизмов подъёма.
Магнитные контроллеры. Они служат для управления двигателями механиз-мов кранов средней и большой производительности при мощностях двигателей до 150кВт и напряженном режиме работы с высокой частотой включений. Магнитные контроллеры используются для приводов мощностью до 10кВт при ВТ режиме до 30кВт при Т и ВТ режимах и свыше 30кВт при С,Т и ВТ режимах. В таких кон-троллерах все переключения в силовых цепях двигателей производятся контактора-ми, катушки которых получают питание через контакты малогабаритного коман-доконтроллера типа КП,установленного в кабине, а аппаратура управления и защи-ты монтируется на специальной панели, которая выносится па мост крана. Привод-ным органом командоконтроллера служит рукоятка. Магнитные контроллеры наиболее универсальные средства управления крановыми электроприводами.
Конструктивно панели магнитных контроллеров выполняются в двух вариан-тах: каркасно-реечными и панельными на изоляционных досках. Каркасно-реечные конструкции имеют одну ступень изоляции между токоведущими частями и корпу-сом и используются для кранов, работающих в обычных производственных помещениях. Панельные конструкции имеют две ступени изоляции и применяются для кранов производств с большой концентрацией токопроводящей пыли. При установке магнитных контроллеров на открытых для доступа людей площадках они разме-щаются в стальных шкафах с запирающимися дверями.
Для управления двигателями механизмов передвижения используются маг-нитные контроллеры трех серий П, Т и К. У контроллеров серии П силовые цепи и цепей управления получают питание от сети постоянного тока, у контроллеров серии Т - от сети переменного тока. В контроллерах серий К применяются ап-параты управления постоянного тока, которые более надёжны в эксплуатации и до-пускают большую частоту включений, чем контакторы и реле переменного тока. Все указанные контроллеры имеют симметричные схемы.
Дли управления электроприводами механизмов подъёма применяются не-симметричные магнитные контроллеры серий ПС, ТС и КС, которые позволяют получать от двигателей низкие посадочные скорости при спуске грузов. Буква А в обозначении типа контроллера подчеркивает, что управление двигателем автомати-зировано в функции - времени или ЭДС, например ПСА, ТСА и др. Для управления двухдвигательным приводом кранов с тяжёлым режимом работы на механизмах пе-редвижения применяются магнитные контроллеры серий ДП, ДТ и ДК, а на ме-ханизмах подъёма - ДПС, ДТС и ДКС. Сдвоенные панели имеют двойной комплект аппаратуры, которая переключается для управления одним или двумя двигателями. По принципу работы эти панели не отличаются от одинарных панелей.
Выбор силовых и магнитных контроллеров производят по роду тока, назна-чению механизма, электрической схеме, мощности и напряжению двигателя, ин-тенсивности работы механизма (числу включений в час).
Крановые конечные выключатели служат для предотвращения перехода ме-ханизмами предельно допустимых положений (ограничение подъёма грузозах-ватывающего устройства, или хода тележек и мостов), а также блокировки откры-вания люков и дверей кабины. Указанная защита преимущественно выполняется посредством рычажных конечных выключателей поворотного типа, которые проще по устройству и надежнее в работе, чем выключатели нажимного типа.
Для механизмов передвижения чаще всего используют выключатели с само-возвратом в исходное положение. Для ограничения верхнего положения крюка применяется выключатель с грузовым приводом. Если необходимо ограничить и верх-нее и нижнее положения захватывающего устройства, то устанавливают вращающиеся конечные выключатели, связанные с одним из валов механизма подъёма.
В схемах управления крановыми электроприводами применяются следующие типы конечных выключателей; КУ-701 и КУ-706 — рычажные с самовозвратом (для механизмом пероднижония); КУ-703 - с самовозвратом под действием груза (для механизмов подъёма).
Резисторы в крановых электроприводах применяются для пуска, регулиро-вания угловой скорости и торможения двигателей, для цепей возбуждения и управ-ления, а также для тормозных и подъёмных электромагнитов. Стандартные ящики резисторов выполняются с литыми чугунными (серии ЯС), ленточными фехралевы-ми (серии КФ) или проволочными константановыми (серии НС) элементами, имею-щими одинаковый длительно допустимый ток для всех секций ящика. Из комбина-ций таких ящиков или включения различных секций последовательно и параллельно можно подобрать любые необходимые сочетания ступеней сопротивления.
Крановые резисторы выбираются по условиям повторно-кратковременного режима работы. Номинальную продолжительность включения ПВН0М принимают различной в зависимости от режима работы крана. Например, для кранов общего назначения при лёгком режиме работы для резисторов ПВНОм=12,5%, для среднего режима ПВНом=25%, для тяжёлого ПВ11ОМ=30%. Следует помнить, что не все ступени сопротивления находятся в одинаковых условиях в отношении нагрева: при пуске продолжительность включения больше для тех ступеней, которые отключают-ся последними. Кроме того, больше вероятность включения тех же ступеней при регулировании угловой скорости двигателя. Поэтому значение ПВНОм относятся только к последней ступени, а для остальных ступеней выбирают значения ПВ, убывающие пропорционально доли сопротивления, выводимой при замыкании каждой ступени.
Не выключаемые резисторы рассчитываются на номинальный ток ротора дви-гателя и на значение ПВ, равное или большее принятого для двигателя. Постоянная времени нагрева у резисторов значительно меньше, чем у двигателей, и кратковре-менные перегрузки, допустимые для двигателя, могут быть опасными для резисторов. Кроме того, независимо от расчетного значения ПВ каждая ступень сопро-тивления должна выдерживать кратковременную нагрузку номинальным током дви-гателя длительностью не менее 30 с.
Полный расчёт и выбор резисторов, включающий определение суммарного сопротивления, разбивку его по ступеням согласно расчетам пусковых, тормозных и ре-
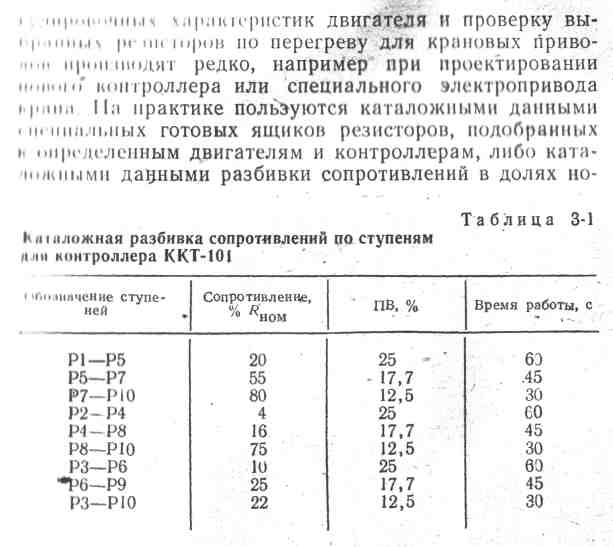
минального сопротивления двигателя RНом. Такие каталожные таблицы составлены применительно к типовым схемам контроллеров. Так, в табл. 3-1 приведена разбивка несимметрично включенных резисторов по фазам ротора асинхронного двигателя, управляемого кулачковым контроллером ККТ-101.
Для двигателей постоянного тока Rном=Uном/Iм,
где (Uном и Iном — номинальные напряжения и ток якоря двигателя; для асин-хронных двигателей с фазным ротором Rном=E2k/ 3I2ном, где Е2к и I2ном - ЭДС между кольцами неподвижного разомкнутого ротора и номинальный так ротора.
Выбор резисторов по нагреву производят для каждой ступени по эквивалент-ному длительному току, который определяется по формуле:

где kи -коэффициент, который для ступеней ускорения принимается рав-ным 1,25, для ступени противовключения 1,0 и для предварительной ступени 0,8;
Iдоп - дополнительно допустимый ток резистора, А.
Крановые защитные панели применяют при контроллерном управлении двигателями крана, а также вместе с некоторыми магнитными контроллерами, не имеющими собственных аппаратов защиты. На защитной панели установлена элект-роаппаратура, осуществляющая максимальную защиту от токов к.з. и значитель-ных (свыше 250%) перегрузок крановых двигателей, а также нулевую защиту, ис-ключающую самозапуск двигателей после перерыва в электроснабжении. В схему защитной панелий вводят контакты различных аппаратов, обеспечивающих надёж-ность работы крана и безопасность его обслуживания, например контакты конеч-ных выключателей, контакты люка кабины и аварийного выключателя, вспомога-тельные контакты силовых контроллеров.
Защитная панель представляет собой металлический шкаф с установленной в нём аппаратурой. Шкаф закрыт дверью с замком. Второй замок сблокирован с глав-ным рубильником. Размещаются защитные панели обычно в кабине крана.
Для защиты двигателей переменного тока с подключенными к ним проводами используются крановые защитные панели типов ПЗКБ-160 и ПЗКБ-400 на напряжения 220,380 и 500В, для защиты двигателей постоянного тока - панели типа ППЗКБ-150 на 220 и 440В. Панели допускают подключение от трёх до шести двигателей. В зависимости: от числа защищаемых двигателей и соотношения их мощнос-тей панели комплектуются соответствующим количеством блок-реле максимального тока, которые при срабатывании воздействуют на один, общий для группы из двух — четырех реле контакт; этим уменьшается число контактов в схеме. Установка на панелях блок-реле даёт возможность защищать двигатели различной мощности.
На рис. 3-8 показана принципиальная электрическая схема защитной панели типа ПЗК для трех двигателей переменного тока. Основной аппаратурой панели яв-ляются: вводный выключатель (рубильник) ВВ; контактор ДЛ; два групповых реле (РМ и РАЮ), Состоящих из блок-реле максимального тока РМ1—РМЗ — для защиты отдельных двигателей и блок-реле РМ01 и РМ02
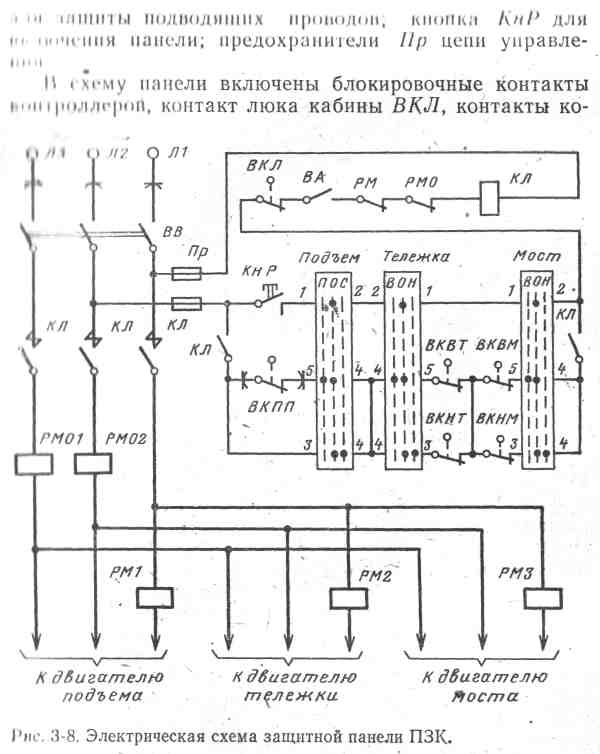
нечных выключателей механизмов подъёма ВКПП и передвижения ВКВМ, ВКНМ, ВКВТ, ВКНТ, выключатель ВЛ для аварийного отключения панели. Блок-реле при срабатывании размыкают контакты РМ и РМО в цепи катушки линейного контак-тора КЛ, который отключает нее двигатели от сети.
Контактор КЛ можно включить нажатием кнопки КнР, если замкнуты кон-такты ВКЛ, ВА, РМ, РМО и контакты 1-2 контроллеров. Для замыкания контактов ВКЛ и 1-2 необходимо закрыть, люк, ведущий из кабины на мост и установить кон-троллеры в нулевое (0) положение. После включения контактор КЛ своими замы-кающими вспомогательными контактами создаёт цепь, самопитания, которая прохо-дит через контакты 3-4 и 4-5 контроллеров и конечных выключателей всех трёх ме-ханизмов, а главными контактами подаёт напряжение на силовые цепи двигателей.
Схема защитной панели ПЗК составлена так что включение двигателя возмо-жно только для движения механизма,в сторону рабочей зоны. При этом питание ка-тушки КЛ осуществляется через контакт конечного выключателя, ограничиваю-щего движение в данном направлении. Например, при установке контроллера моста в положение В, т. е. для движения «Вперёд» контакт 3-4 размыкается, а контакт 4-5 остаётся замкнутым по этому катушка КЛ получает питание через контакт конеч-ного выключателя ВКВМ и будет отключена, если мост дойдет до крайнего поло-жения «Вперёд». Для механизма подъёма предусмотрен только один конечный выключатель ВКЛП, так как нижний предел спуска не ограничивается.
Для защиты трехфазных асинхронных двигателей от перегрузок достаточно иметь токовые реле в одной фазе каждого двигателя (блок-реле РМ1, РМ2 и РМЗ), а две другие фазы двигателей можно объединить под общие блок-реле РМ01 и РМ02, которые защищают линейные провода от к.з. Нулевая защита обеспечивается самим контактором КЛ. После срабатывания любого из аппаратов защиты или конечных выключателей вновь включить схему в работу можно лишь после возврата всех кон-троллеров в нулевое положение.
На рис.3-9 изображена принципиальная электрическая схема защитной панели типа ППЗК для трёх двигателей постоянного тока. Кроме общего контактора КЛО, соединяющего контактный провод Л2 со всеми двигателями, панель имеет контак-торы КЛ1—КЛЗ для подключения двигателей через соответствующие контроллеры к другому контактному проводу Л1. Контактор КЛО включается кнопкой КнР и остается включённым в течение всего времени при нормальной работе крана. Кон-такторы КЛ1-КЛЗ включаются и отключаются контактами 3-4 и 4-5 контроллеров при каждом пуске и
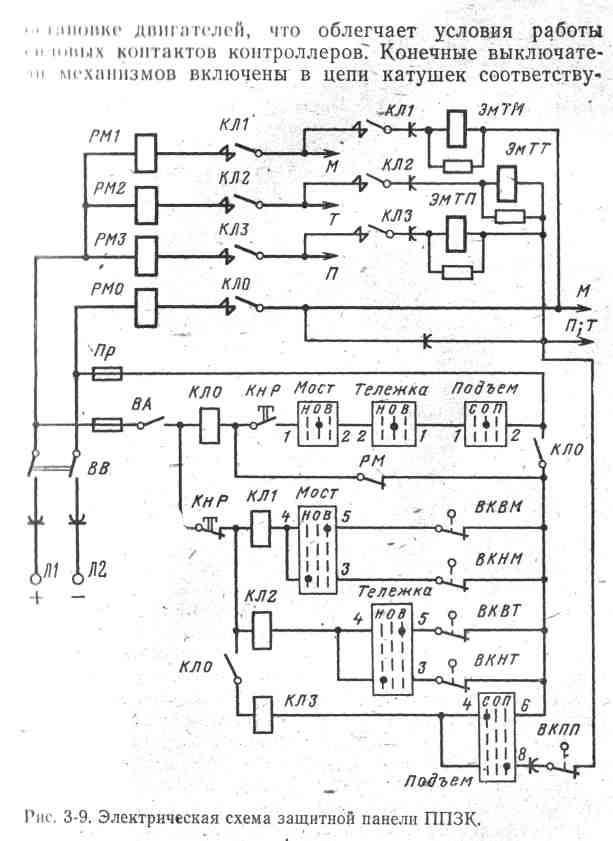
ющих контакторов, поэтому в крайнем положении какого-либо механизма отклюю-чается только двигатель данного механизма, а не вся защитная панель, что создает удобства для работы оператора.
Размыкающий контакт кнопки КнР предотвращает одновременное с контак-тором КЛО включение контакторов КЛ1—КЛЗ которое при наличии к.з. в цепи управления или силовой цепи могло бы привести к аварии. В главную цепь каждого двигателя включена катушка группового, реле РМ (катушки РМ1—РМЗ), кроме того, одна катушка реле РМО включена в общий силовой провод. Обмотки тор-мозных электромагнитов моста ЭмТМ, тележки ЭмТТ и подъёма ЭмТП подклю-чаются к сети замыкающими вспомогательными контактами соответствующих кон-такторов.
3-10. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ КОНТРОЛЛЕРНОГО УПРАВЛЕ-НИЯ ДВИГАТЕЛЯМИ КРАНОВЫХ МЕХАНИЗМОВ
Схемы управления крановыми двигателями могут быть симметричными и не-симметричными относительно нулевого положения силового контроллера или ко-мандоконтроллера. Симметричные схемы применяют для приводов механизмов пе-редвижения, а в некоторых случаях и для приводов механизмов подъёма. В таких схемах при одинаковых по номеру положениях рукоятки (маховичка) контроллера при движении в разные стороны двигатель работает на аналогичных характеристи-ках w=f(М). Несимметричные схемы используют для приводов механизмов подъёма, когда при подъёме и спуске груза требуется, чтобы двигатель работал на различных характеристикам так как обычно Vс=Vп.
На рис. 3-10, а показана электрическая схема управления асинхронным двига-телем с фазным ротором посредством контроллера типа ККТ-61А, который имеет симметричную схему и применяется для механизмов передвижения и подъёма. Напряжение на контроллер подается через панель ПЗК. Одна фаза ЛЗ питающей сети подводится к статору двигателя Д непосредственно, а две фазы Л1 и Л2 — через контроллер. В первом положении Вперёд (Подъём) рукоятки контроллера замкнуты контакты КЗ, К7 (рис. 3-10,6) и статор двигателя включается в сеть при полностью введенных сопротивлениях в цепи ротора. В первом положении Назад (Спуск) замкнуты контакты К1 и К5, чем обеспечивается изменение порядка чередо-вания фаз напряжения на зажимах статора С1, С2 и СЗ. Одновременно со статором двигателя в сеть включается тормозной электромагнит ЭмТ, расторма - живающий механизм (троллейный токоподвод, показанный на схеме, применяется только для привода подъёма).
При дальнейшем перемещении рукоятки контроллера в положения 2—5 Вперёд (Подъём) или Назад (Спуск) замыкаются контакты К2, К4,К6, К8, К10 и шунтируются ступени пусковых резисторов в цепи ротора двигателя. Резисторы выводятся по фазам несимметрично, что позволяет уменьшить число переключающих контактов контроллера при требуемом числе пускорегулировочных ступеней и получить механические характе-ристики (рис. 3-10,в), обеспечивающие требуемый режим работы механизма. При пуске оператор должен переводить рукоятку контроллера из одного положения в другое с не-которым интервалам времени, в противном случае могут возникнуть недопустимые брос-ки токов и моментов двигателя. Характеристика 1 с малым моментом при w=0 исполь-зуется для устранения люфтов в редукторах и слабины канатов при пуске двигателя.
При опускании средних и тяжёлых грузов с полной скоростью двигатель работает в генераторном режиме (например, при моменте МС1 угловая скорость — w1). Пониженную угловую скорость в этом случае можно получить на положении контроллера 1 Подъём (например, угловая скорость — w1 при Мс1), т. ё. при работе двигателя в режиме противо-включения.
Лёгкие грузы, не преодолевающие трение в механизме, и пустой крюк опускаются при работе двигателя в двигательном режиме на положениях контроллера Спуск (напри-мер, при моменте — М02 угловая скорость спуска на характеристике 5 будет — w2, а на характеристике 1 — более низкая скорость — w2).
Схема обеспечивает защиту двигателя от перегрузок по току с помощью группово-го максимального реле РМ (РМ1-РМЗ). С помощью контактов К9, КН, К12 создаются цепи конечной и нулевой защиты. Все виды защит действуют на отключение контактора КЛ, как и предусмотрено в панелях ПЗК.
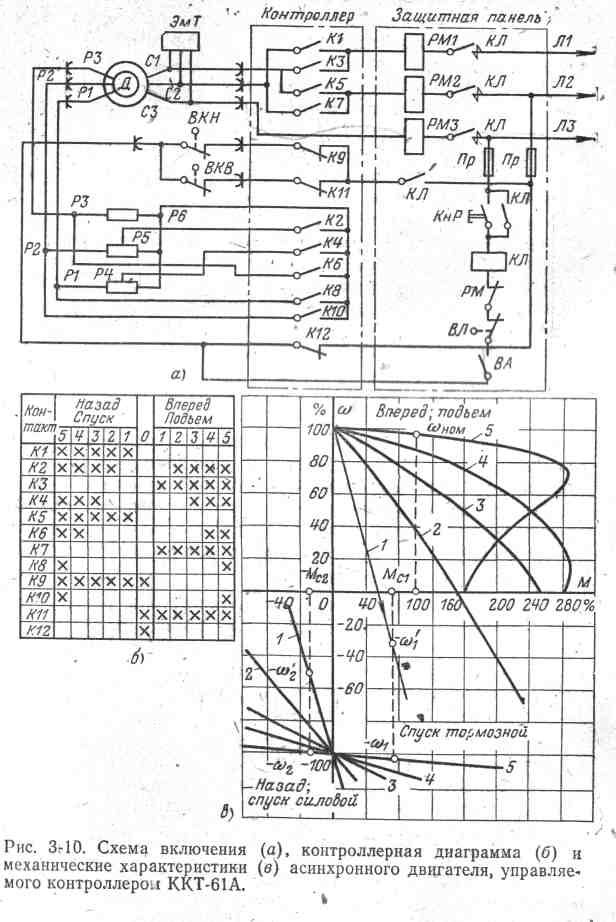
Для управления двигателями постоянного тока последовательного возбуждения применяются контроллеры типа ККП-101 (для механизмов передвижения), которые (имеют симметричную схему, и типа ККП-102 (для механизмов подъёма) с несиммет-ричной схемой.
3-11. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ КОНТАКТОРНОГО УПРАВЛЕ-НИЯ ДВИГАТЕЛЯМИ КРАНОВЫХ МЕХАНИЗМОВ
Магнитные контроллеры применяются преимущественно для управления двигателями кранов с тяжёлыми режимами работы Т и ВТ.
Рассмотрим работу двух серий панелей магнитных контроллеров ТА и П и от-метим особенности механических характеристик двигателей, управляемых посредством панелей серий КС и ПС. На рис. 3-12, а показана принципиальная электрическая схема магнитного контроллера типа ТА-161, который подключается к сети через защитную панель, так как не имеет собственных аппаратов защиты. Этот контроллер применяется для механизмов передвижения. Оператор воздействует при управлении двигателем на командоконтроллер КК, имеющий семь контактов и девять фиксиро-ванных положений рукоятки.
Обмотка статора двигателя подключается к сети через реверсирующие двух-полюсные контакторы КВ я КН. Резисторы в цепях ротора двигателя выводятся посредством двухполюсных контакторов КП, КУ1-КУ3. Схема позволяет получить:
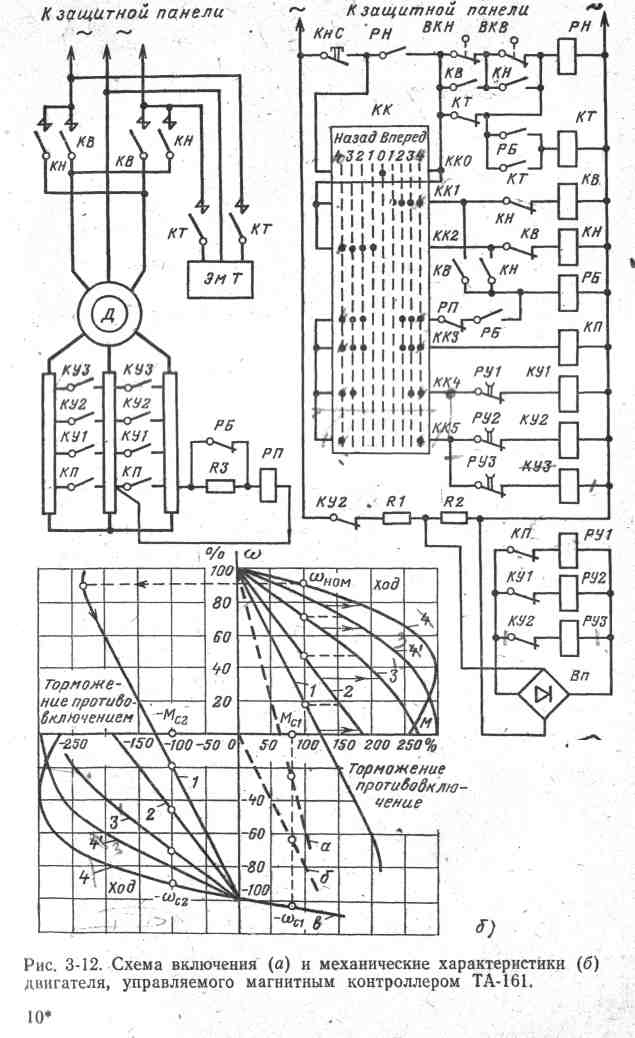
ма позволяет получить: автоматический пуск на естественную характеристику в функции независимых выдержек времени. Создаваемых электромагнитными реле РУ1- РУ2, питание катушек которых производится через выпрямитель Вп от панели ПЗК; работу на трёх промежуточных скоростях; торможение противо-включением при преводе рукоятки КК в первое положение обратного направления.
автоматический пуск на естественную характеристику в функции независимых выдержек времени, создаваемых электромагнитным реле РУ1-РУ3, питание катушек которых производлится через выпрямитель Вп от панели ПЗК; работу на трёх промежуточных скоростях; торможение противовключением при переводе рукоятки КК в первое положение обратного направления.
В нулевом положении рукоятки КК через замкнутый контакт ККО включается реле напряжения РН и своим контактом подготавливает к работе основные цепи управления. В первом положении рукоятки КК, например Вперёд, замыкается контакт КК1 и включается контактор КВ, который своими главными контактами присоединяет статор двигателя к сети, а вспомогательным контактом включает реле РБ. Через замыкающий контакт РБ включается контактор КТ, который подает питание в обмотки тормозного электромагнита ЭмТ, механизм растормаживается и двигатель пускается в ход с полностью включенными резисторами в цепи ротора (характе-ристика 1 на рис. 3-12,6).
В положениях 2-4 командоконтроллера включаются контактор КП и с вы-держками времени - контакторы КУ1-КУЗ. После срабатывания контактора КУ3 в цепи ротора остаётся включённым небольшое сопротивление, смягчающее естес-твенную характеристику двигателя для уменьшения пика момента при ускорении.
Для быстрой остановки двигателя следует перевести рукоятку КК в положение 1 Назад. При этом отключаются контакторы КВ, КП, КУ1 - КУ3 и реле РБ (на небольшой отрезок времени), форсированно срабатывает реле РП (резистор R3 шунтирован контактом РБ) и происходит торможение противовключением при введении всех резисторов в цепь ротора. При скорости w=0 реле РП теряет питание, и оператор должен перевести рукоятку КК в нулевое положение. Для реверса двигателя рукоятку КК необходимо установить в одно из положений 2, 3 или 4.
В цепи катушки реле РН находятся контакты конечных выключателей ВКВ и ВКН, а также контакт аварийной кнопки КнС. После срабатывания какой-либо защи-ты или перерыва в электроснабжении пуск двигателя возможен только после уста-новки рукоятки командоконтроллера в нулевое положение, когда контакт КК0 замк-нут и включиться реле напряжения РН.
3-12. ЭЛЕКТРООБОРУДОВАНИЕ ПОДВЕСНЫХ ЭЛЕКТРОТЕЛЕЖЕК
Для подъёма и перемещений грузов в цехах промышленных предприятий, на заводских территориях и складах широко применяются подвесные электротележки грузоподъёмностью от 0,1 до 5 т. Они меньше мостовых кранов, что сокращает раз-меры промышленных зданий, а их обслуживание не требует квалифицированного персонала. В подвесных электротележках (рис. 3-15) в качестве грузоподъёмного ме-ханизма применяется электроталь, состоящая из грузового канатного барабана1, при-водимого но вращение двигателем7 через редуктор2 .С валом привода подъёма связаны диски электромагнитного тормоза 3. Электроталь смонтирована на ходовой тележке 5, колеса которой опираются на нижние полки двутавровой балки – моно-рельса 6 и приводятся в движение от двигателя 4 через цилиндрический редуктор (небольшие электротележки не имеют этого двигателя и перемещаются вручную).
Движение крюка 9 вверх ограничивается конечным выключателем 8. Переме-щение тележки по монорельсу также ограничивается конечными выключателями. Ток к двигателям подводится от контактных проводов (троллеев), подвешенных на уровне монорельса, при помощи токосъёмников, укрепленных на ходовой тележке.
Подвесными электротележками оснащаются и кран балки - лёгкие мостовые краны грузоподъёмностью не более 5 т. Мост кран-балки, имеющий механизм пере-мещения с электроприводом, выполнен в виде одной балки, по которой движется ходовая электротележка.
Для привода подвесных электротележек, как правило, применяются трёхфаз-ные асинхронные двигатели с
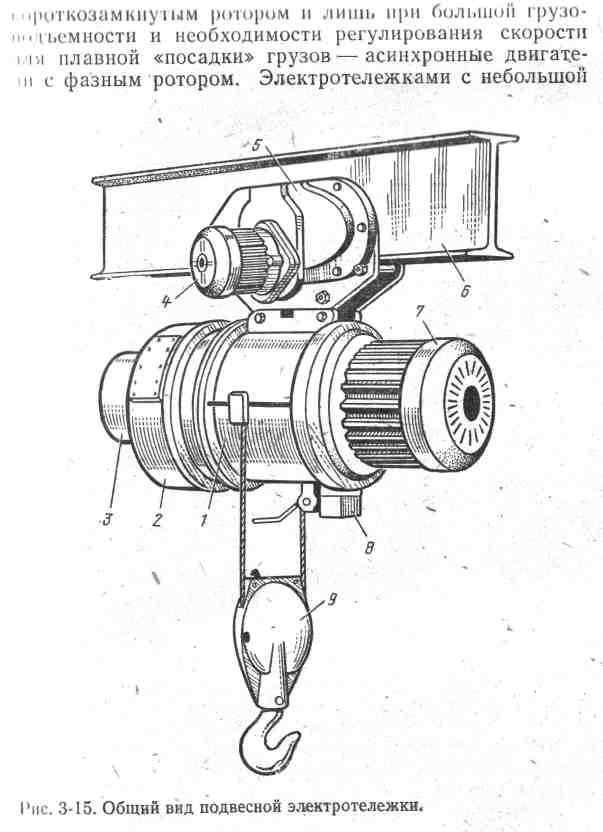
скоростью перемещения (0,2-0,5 м/с), имеющими привод от двигателей с коротко-замкнутым ротором, обычно управляют с уровня пола (земли) при помощи подвесных кнопочных станций. В подвесных тележках и кран балках с кабиной для опе-ратора (при скорости движения 0,8-1,5 м/с) двигателями с фазным ротором управ-ляют посредством контроллеров.
На рис. 3-16 показана принципиальная электрическая, схема подвесной элек-тротележки с приводом от асинхронных двигателей с короткозамкнутым ротором. Напряжение на схему подается с троллеев, подключён-
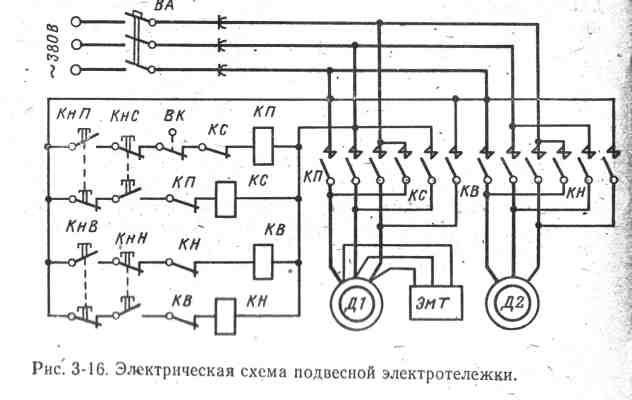
Режим работы двигателей подвесных электротележек зависит от их назначе-ния. Если грузы перемещают на небольшие расстояния, то двигатели работают в повторно-кратковременном режиме (например, у тележек, обслуживающих участки цехов или складов). Для тележек, транспортирующих грузы по территории завода на относительно большие расстояния, режимы работы двигателей подъёма и переме-щения различны: для первых характерен кратковременный режим, для вторых — длительный. Мощность двигателей подъёма и перемещения подвесных тележек определяется так же, как для двигателей механизмов мостовых кранов.
3-13 ТОКОПОДВОД К КРАНАМ
Электроэнергию к мостовым кранам подводят от общей сети перемонного то-ка или от преобразовательных установок постоянного тока. Поскольку механизмы крана вместе с электродвигателями и аппаратурой переме-
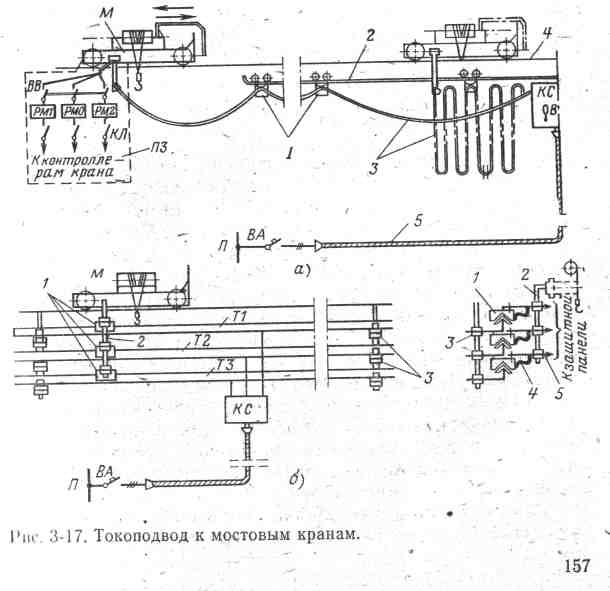
щаются относительно источника питания, токоподвод к ним осуществляется при помощи контактных проводов — троллеев или гибким кабелем.
Токоподвод плоским гибким кабелем применяется только для кранов, рабо-тающих во взрыво- и пожароопасных помещениях. Троллейный токоподвод выпол-няется с жёсткими троллеями из профилированной стали в виде уголков, рельсов или швеллеров, а также с гибкими троллеями из стали круглого сечения или стальных омеднённых проводов.
Схема токоподвода к мостовому крану на переменном токее с гибким ка-белем показана на рис.3-17, а. Здесь М — мост крана. От цеховой подстанции П через автоматический выключатель ВА питание подводится кабелем к сборной ко-робке КС, установленной у одного изконцов подкранового пути 4. От этой коробки после рубильника В идет главный гибкий кабель 3 к вводному выключателю ВВ защитной панели ПЗ крана. Кабель 3 может быть собран в петли вдоль подкрано-вого пути при помощи роликовых кареток 1, свободно перемещающихся по специальному рельсу 2, установленному вдоль подкранового пути, или по тугона-тянутому канату вдоль этого пути.
На рис. 3-17,6 изображена схема троллейного токоподвода на переменном то-ке. От сборной коробки КС питание подводится к главным троллеям Т1 - ТЗ, установленным на изоляторах 3 и располагаемых вдоль подкранового пути (на рисунке показаны троллеи из уголка). По рёбрам уголков скользят чугунные башмаки 1, шарнирно закрепленные на изоляторах стойки токосъёмника 2 моста. При помощи медных многожильных перемычек 4 башмаки соединяются с зажимами 5, от кото-рых отходят провода к защитной панели.
Аналогичным образом осуществляется троллейный токоподвод к тележке крана. Вспомогательные троллеи (или гибкий кабель) располагаются вдоль пролета моста, а токосъемники — на тележке.
Выбор сечения токопроводящих проводников (троллеев и гибких кабелей) производят по току нагрузки и по потере напряжения. Поскольку двигатели крано-вых механизмов, как правило, работают с переменной нагрузяой, а несколько двига-телей одного крана могут работать неодновременно, расчётный ток проводников определяют приближенными методами. Один из таких
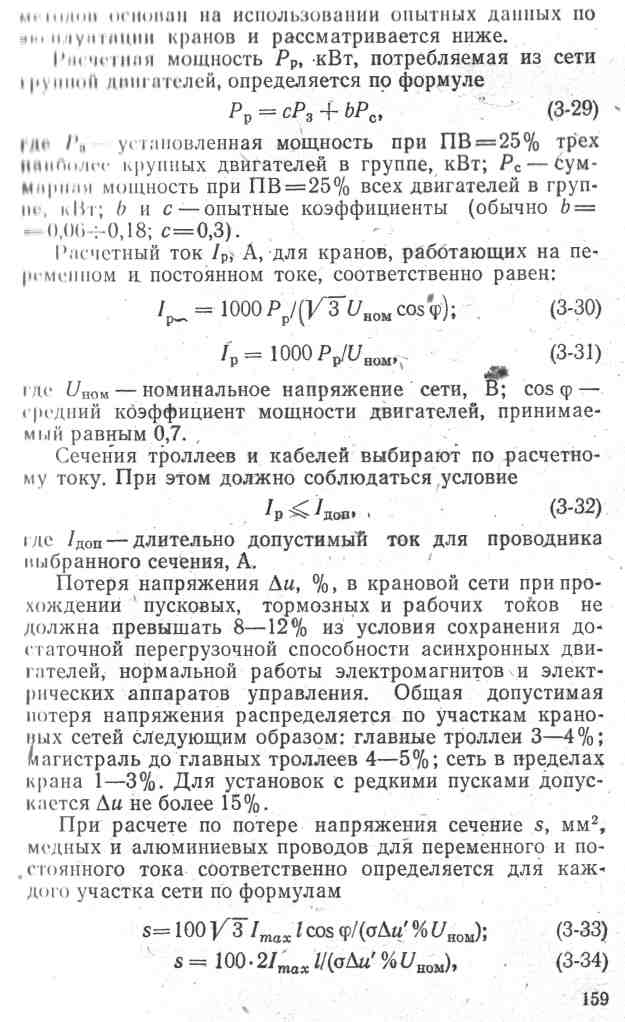
на стальные троллеи при постоянном токе может быть увеличена в 1,5-2 раза по сравне-нию с допустимой нагрузкой на переменном токе.
Крановые сети защищены от токов к. з., но обычно не имеют специальной защи-ты от перегрева. Поэтому в соответствии ПУЭ аппараты защиты от токов к.з. выбира-ют, чтобы номинальный ток плавкой вставки Iвст<3Iдоп, а ток срабатывания элек-тромагнитного расцепителя автоматического выключателя Iсраб=4,5 IДоп, где Iдоп — длительно допустимый ток защищаемого участка сети. Для автоматических выклю-чателей с комбинированными расщепителями должно соблюдаться условие Iном,расц<1,5Доп, где Iн0М,расц — номинальный ток рпецеиителя.
Гл.4. ЭЛЕКТРООБОРУДОВАНИЕ И АВТОМАТИЗАЦИЯ ЛИФТОВ
4-1. ОБЩИЕ СВЕДЕНИЯ О ЛИФТАХ
В различных отраслях народного хозяйства используется подъёмные механиз-мы прерывистого режима работы, служащие для перемещения людей и грузов в вер-тикальном направлении по строго определенному пути в специальных грузонесу-щих устройствах — кабинах, ковшах, сосудах и т. п. К числу самых распространён-ных механизмов вертикального транспорта относятся лифты, которые находят всё большее применение в зданиях промышленных предприятий и в жилых домах.
Лифты являются стационарными механизмами, предназначенными для транс-портировки с одного этажа здания на другой грузов и людей в кабинах, которые перемещаются в огражденной со всех сторон шахте. В настоящее время лифты вы-полняются с высокой степенью автоматизации операций по открыванию и закрыва-нию дверей, по передвижению и остановке кабины; они отличаются безусловной безопасностью, комфортабельностью и общедоступностью пользования.
По назначению лифт разделяют на пассажирские, грузовые с проводником и без проводника, грузопассажирские, специальные. По скорости движения кабины
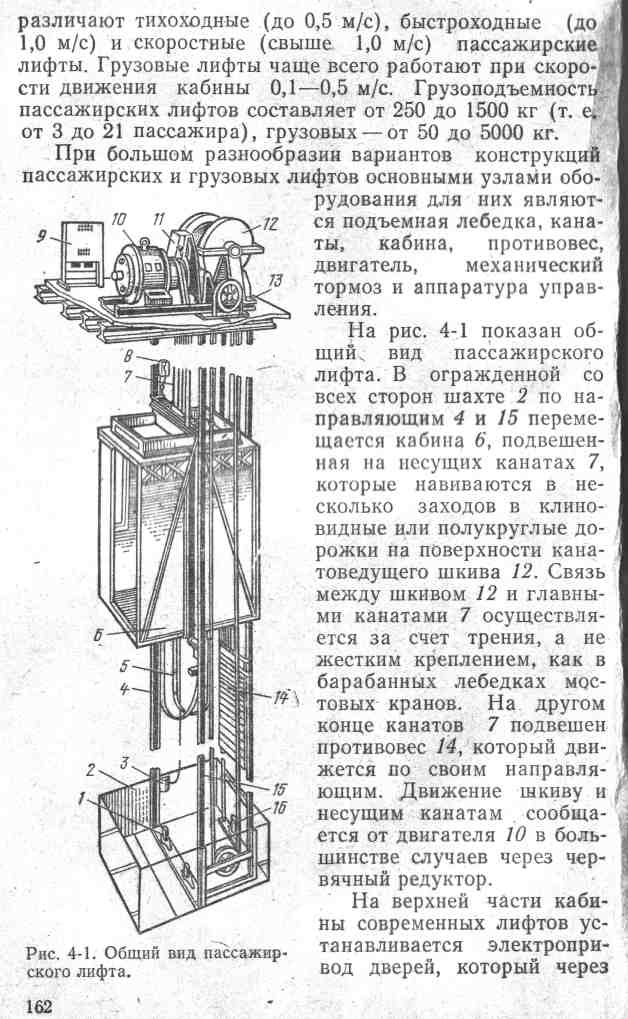
систему рычагов раздвигает створки дверей. Питание к двигателю дверей, а также к аппаратуре управления и сигнализации, расположенной в кабине лифта, подводится гибким кабелем 5. Через этот же кабель осуществляется связь с электрооборудова-нием, находящимся вне кабины.
Высокие требования безопасности пользования лифтом вызывают необходи-мость применения специального оборудования, действующего при различного рода повреждениях и авариях. На валу двигателя установлен электромагнитный тормоз 11, затормаживающий привод при снятии напряжения с двигателя при нормальной работе и в аварийных режимах. Для предохранения кабины и противовеса от удара об пол шахты при отказе в работе конечных выключателей 3, ограничивающих перемещения кабины в крайних положениях, служат масляные или пружинные буферы 1 и 16, на которые садятся кабина или противовес. Для предотвращения падения ка-бины при обрыве канатов (это происходит весьма редко) или при движении её со скоростью, превышающей заданную, применяются специальные ловители, устанавливаемые в нижней части кабины, с клиновидными или клещевыми захватами, губки которых захватывают направляющие 4, 15 и не только надёжно тормозят кабину, но и удерживают её в состоянии покоя после остановки.
Двигатель, редуктор, тормозной электромагнит и канатоведущий шкив монти-руются на общей раме 13 и имеете со шкафом управления 9 устанавливаются в машинном помещении, чаще всего над шахтой. Верхнее расположение машинного по-мещения более экономично, чем подвальное, вследствие меньшей длины несущих канатов и снижения числа промежуточных блоков.
Вызывные кнопки располагаются на лестничных площадках. Для остановки кабины на заданном этаже применяются этажные переключатели 8.
4-2. ОСНОВНЫЕ ТРЕБОВАНИЯ К ЭЛЕКТРОПРИВОДУ ЛИФТОВ
Для качественного выполнения операций по транспортировке грузов и пасса-жиров при высокой производительности электропривод лифтов должен обеспечить: реверсивную работу двигателя; плавный пуск и томожение при условии, чтобы ус-корения и замедления, а также их производные не превышали установленные нор -
мы; минимальное время переходных процессии; точную остановку кабины против уровня пола этажа.
Выполнение этих требований связанос некоторыми особенностями работы лифтов, которые хорошо видны из формулы производительности пассажирского лифта (числа перевезённых пассажиров в час):
![]()
где Ек - номинальная грузоподъёмность кабины, т.е. число пассажиров без проводника; Н-высота подъёма, м; vк - скорость движения кабины, м/с; Et - время, затрачиваемое на всех остановках на открывание и закрывание дверей, вход и выход пассажиров, разгон и торможение кабины, с; у- коэффициент загрузки кабины, зависящий от потока пассажиров; для лифтов 6-10-этажных зданий у = 0,6-0,8.
Из формулы (4-1); следует, что производительность лифта прямо пропорцио-нальна ёмкости кабины и определяется скоростью движения, но не в прямой пропор-ции. Для лифтов с большими кабинами в (4-1) значительно возрастает знаменатель, зависящий в основном от времени входа и выхода пассажиров из кабины.
Лифты с большой скоростью движения кабины (свыше 2м/с), если она должна делать остановки на каждом этаже, фактически не используются по скорости, ибо на одном перегоне между этажами (при Н=3,2-3,6м) по условиям заданного ускорения кабина не может развить скорость выше 1,6-1,8м/с, так как по достижении такой скорости её опять требуется снижать для обеспечения точной остановки. Скорость кабины более 1,5м/с принимается для скоростных лифтов в том случае, если они работают с экспрессными зонами, т. е. обслуживают не все этажи подряд, а кратные 2 или 5. Междуэкспрессные зоны обслуживаются с меньшими скоростями движения.
Допустимые значения ускорения кабины при пуске и замедления её при оста-новке в нормальных режимах работы для тихоходных и быстроходных лифтов со-ставляют 1,5м/с2, для скоростных лифтов 2,5м/с2. Максимальное замедление при остановке кнопкой «Стоп» не должно превышать 3,0м/с2. Наибольшая допустимая скорость изменения ускорения (производная ускорения по времени-рывок) огра-ничивается значениями 3-10м/с3. Ограничение ускорения определяется нормальным самочувствием пассажиров независимо от их возраста и состояния здоровья, а также необходимо в целях снижении динамических нагрузок на канаты и кабину лифта.
Дли обеспечения удобства и безопасного входа и выхода пассажиров, загруз-ки и выгрузки грузов, а также для сокращения длительности этих процессов кабина лифта после торможения должна остановиться против уровня этажной площадки с заданной степенью точности. Неточная остановка в пассажирских лифтах влечёт за собой увеличение времени входа и выхода пассажиров, в грузовых лифтах - затруд-няет, а в некоторых случаях делает невозможной загрузку и разгрузку кабины.
При автоматизации подъёмной установки какие-либо действия оператора ис-ключаются, и управление процессом точной остановки полностью возлагается на электропривод, что в ряде случаев оказывает решающее значение на выбор типа электропривода лифта. Для обеспечения точной остановки кабины обычно применяя-ют снижение её скорости перед остановкой.
4-3. ТИПЫ ЭЛЕКТРОПРИВОДА И ОСНОВНОЕ ЭЛЕКТРООБОРУ -ДОВАНИЕ ЛИФТОВ
Для привода лифтов применяют двигатели с жёсткими механическими харак-теристиками - трехфазные асинхронные и постоянного тока с независимым возбуж-дением, специально рассчитанные на повторно-кратковременный режим работы (се-рий АС,АСШ,МПЛ, а также крановых серий), либо двигатели продолжительного ре-жима работы (серий А02,4А,П,2П).
Для упрощения конструкции лифтовых установок и возможности эксплуа-тации их персоналом средней квалификации целесообразно применять наиболее простой электропривод с асинхронным двигателем с короткозамкнутым ротором. Однако такие двигатели могут быть использованы только тихоходных пассажир-ских и грузовых лифтах.
Быстроходные лифты для повышения точности остановки оборудуются асин-хронными двухскоростными двигателями, обеспечивающими пониженную скорость перед остановкой кабины. Асинхронные двигатели с фазным ротором устанав-ливаются в тихоходных и в редких случаях в быстроходных лифтах, обычно при ограниченной мощности сети, питающей подъёмную установку.
Для скоростных лифтов самым распространённым типом электропривода яв-ляется система Г—Д, в которой для питания обмотки возбуждения генератора при-меняют магнитные, электромашинные и тиристорные усилители. Эта система доро-га, сложна в наладке и эксплуатации, но позволяет получить близкий к оптималь-ному закон изменения скорости привода во время пуска и торможения, а также обес-печить точность остановки кабины в пределах жёстких технических требований.
В настоящее время находят всё большее применение тиристорные преобра-зователи для питания якоря двигателя постоянного тока. Использование систем ТП-Д совместно с унифицированными блоками управления позволяет достаточно точно реализовать законы оптимального пуска и торможения, а также точную остановку кабины скоростных лифтов.
Всё электрооборудование лифтов выполняется в соответствии с «Правилами устройства и безопасной эксплуатации лифтов». Напряжение главных цепей в шахтах, кабинах и на этажных площадках должно быть не выше 380В, осветительных це-пей, (управления и сигнализации) - не выше 220В, переносных ламп не выше 36 В.
Для управления лифтами, кроме аппаратуры общего применения (контакторы, реле, кнопки управления, конечные выключатели и др.), используется специальная аппаратура.
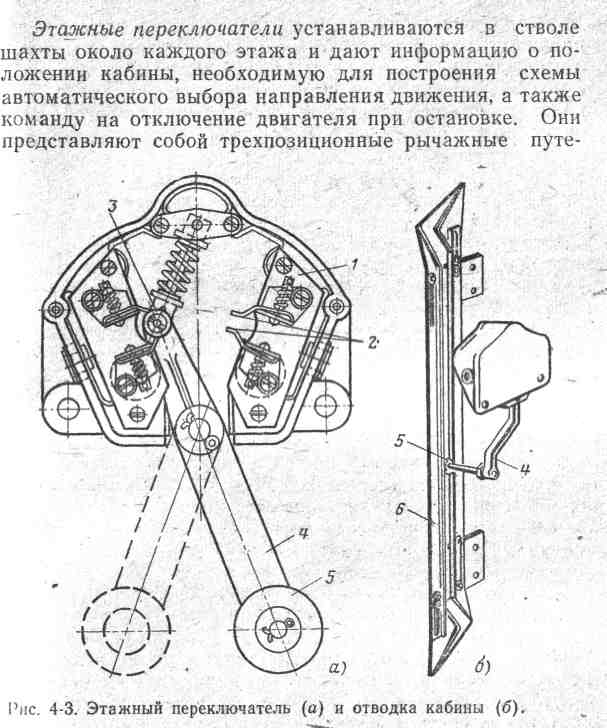
вые командоаппараты (рис. 4-3,а). В корпусе на изоляционной пластине 1 укреплены неподвижные контакты 2, которые замыкаются подвижными контактами 3, расположенными на рычаге 4 с резиновым роликом 5 на конце. При ходе кабины вверх под действием фасонной отводки 6 (рис. 4-3,6) рычаг 4 поворачивается вправо, при ходе кабины вниз - влево. При этом замыкаются соответствующие пары неподвиж-ных контактов. Когда кабина находится на уровне, этажа, контакты переключателя разомкнуты.
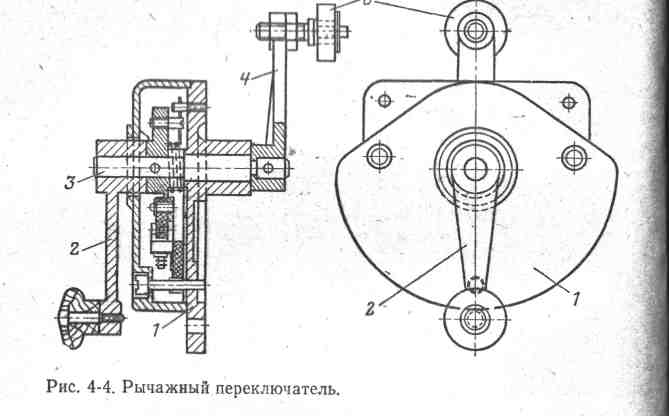
Переключатели скорости имеют несколько другой конструктивный вид, но тот же принцип действия, что и этажные переключатели. Их устанавливают в стволе шахты на расстоянии 0,5-0,6 м ниже и выше уровня пола этажа; они служат для подачи импульса на снижение скорости перед остановкой кабины.
Существенным недостатком любой конструкции механических переключате-лей является их быстрая разрегулировка, особенно при больших скоростях движе-ния механизма и частых переключениях. Такие переключатели при работе создают также значительный шум и радиопомехи. Поэтому в настоящее время все более ши-
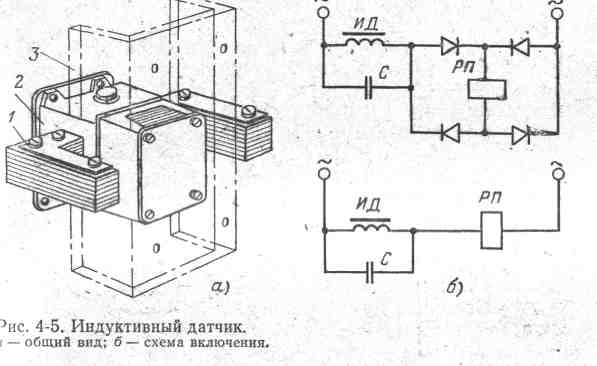
роко применяются бесконтактные датчики, работающие на принципе изменения электрических параметров.
Индуктивные датчики ИД используются в качестве этажных переключате-лей и переключателей скорости в схемах управления быстроходными лифтами. Об-щий вид одного из вариантов конструкции датчика показан на рис. 4-5, а. П-об-разный стальной шихтованный сердечник1, на котором находится катушка 2, уста-навливается в стволе шахты. Фасонная стальная скоба (магнитный шунт) 3 прикреп-ляется к кабине. При разомкнутой магнитной системе сопротивление катушки дат-чика будет невелико. Когда стальная скоба при движении кабины перекрывает маг-нитную систему датчика, резко возрастет его индуктивное сопротивление и скачком изменяется ток в цепи катушки. Это обстоятельство можно использовать для включе-ния и отключения реле управления РП (рис. 4-5,6), работающих на переменном или постоянном токе. Для обеспечения надёжной и чёткой работы реле параллельно катушке 2 включается конденсатор С, ёмкость которого подбирают из условия по-лучения в контуре режима, близкого к резонансу токов.
Всё большее применение находят путевые датчики ДПЭ с герконами [21].
Этажные реле (их количество равно числу этажей здания) включаются по одному последовательно с катушками контакторов направления КВ или КН (см. рис. 4-8, а) и служат для шунтирования вызывных и пусковых кнопок.
Дверные контакты предназначены для блокировки, позволяющей кабине лифта перемещаться лишь при закрытых дверях кабины и шахты, что необходимо по соображениям безопасности. Дверные контакты представляют собой малогабарит-ные конечные выключатели для цепей управления (типов В-10, ВБ-30 и др.) с контактом, который замыкается при закрытии двери.
Контакты пола такие же как и дверные. Они приводятся в действие при вхо-де пассажира в кабину, так как пол кабины выполняется подвижным (одной сторо-ной крепится на шарнире). В схемах управления лифтами контакты пола исполь-зуются для различных целей: для исключения вызова кабины с пассажирами на дру-гой этаж кнопками на этажных площадках, для обеспечения вызова кабины на эта-жи после выхода пассажиров и закрытия дверей шахты, а также для перемещения пустой кабины при открытых её дверях (в лифтах старых конструкций).
Контакты ловителя связаны с механизмом захвата ловителя. При его сраба-тывании контакты размыкаются и отключают двигатель лифта.
Магнитная отводка — электромагнитное устройство (применяется в лифтах старых конструкций), устанавливаемое на кабине и контролирующее работу замков дверей шахты. Магнитная отводка имеет специальный упор, соединенный с якорем электромагнита. Когда кабина находится на этаже, катушка магнитной отводки не получает питания, и под действием пружины упор отводит защелку замка дверей шахты, позволяя их открыть. При движении кабины на катушку подаётся напря-жение, упор убирается, и дверь шахты остается закрытой. Такие отводки приме-нялись в лифтах с ручным приводом дверей шахты.
Из формулы (4-7) следует, что нагрузка двигателя, определяемая усилием Рф зависит от загрузки кабины и от коэффициента уравновешивания а. Кроме того, при значительной высоте подъёма Н и большой грузоподъёмности лифта сущес-твенное влияние на нагрузку станет оказывать сила тяжести несущих канатов. В этих случаях лифты снабжают уравновешивающими канатами УК.
При FС>0 двигатель лифта будет работать в двигательном режиме при подъёме кабины и в генераторном режиме при её спуске, при FС<0 — в генера-торном режиме при подъёме и в двигательном режиме при спуске. Статические мощность и момент на валу двигателя определяют по формулам:
где, Рс1, Мс1 и Рс2, Мс2 — мощность, кВт, и момент, Н-м, при работе привода соответственно в двигательном и генераторном режимах; Дк,ш — диаметр канатоведущего шкива, м; iр — передаточное число редуктора; n1 и n2 — КПД

редуктора при прямой и обратной передаче мощности.
Поскольку нагрузки лифта и циклы его работы, как правило, могут быть весь-ма различными, то предварительный выбор мощности двигателя удобнее выпол-нить исходя из условного расчетного цикла. Этот цикл состоит из рабочих операций подъёма номинального груза с первого этажа на последний и спуска пустой кабины на первый этаж.
Приняв, что скорости подъёма и спуска кабины vк одинаковы и равны номинальной скорости vНОм, т.е. времена подъёма tп и спуска tс равны, и определив по формулам (4-8) значения статических мощностей РсХ и РС2 для указанных нагрузок, находят эквивалентную статическую мощность за суммарное время рабочих операций:
Продолжительностью включения ПВрасч следует задаться, имея в виду, что, например, для пассажирских лифтов жилых домов ПВ=40°/о, для лифтов административных зданий ПВ=60%. Следовательно, значение ПВрасч можно принять равным соответствующему значению ПВНом.
Тогда требуемая мощность двигателя Рдв, кВт, при ПВком определится как
Для проверки выбранного двигателя на нагрев расчитывают одну - две нагру-зочные диаграммы двигателя М=f(t) с учётом статических и динамических нарузок для наиболее типичных циклов работы лифта. В качестве примера в табл. 4-1 указан один из возможных вариантов цикла работы пассажирского лифта 1-этажного зда-ния.
Порядок построения
нагрузочной диаграммы электропривода
и ход проверки двигателя на нагрев те
же, что и для двигателей механизмов
крана (§ 3-7). Стати чес-кие
моменты Мс,1
определяют
по формулам (4-8). Времена
пуска tп,и
торможения
tт,установившегося
движения tу,и
соответствующие пути, проходимые
кабиной,
опре-деляют по формулам § 3-7. Суммарное
время
движения кабины за цикл Etр,i=Etуi
+ Etп,i
+ Et,i
суммарное
время остановок Et0i
и время цикла tц=
2 Etр,i
+ Etоi
+ tдоб.
чес-кие
моменты Мс,1
определяют
по формулам (4-8). Времена
пуска tп,и
торможения
tт,установившегося
движения tу,и
соответствующие пути, проходимые
кабиной,
опре-деляют по формулам § 3-7. Суммарное
время
движения кабины за цикл Etр,i=Etуi
+ Etп,i
+ Et,i
суммарное
время остановок Et0i
и время цикла tц=
2 Etр,i
+ Etоi
+ tдоб.
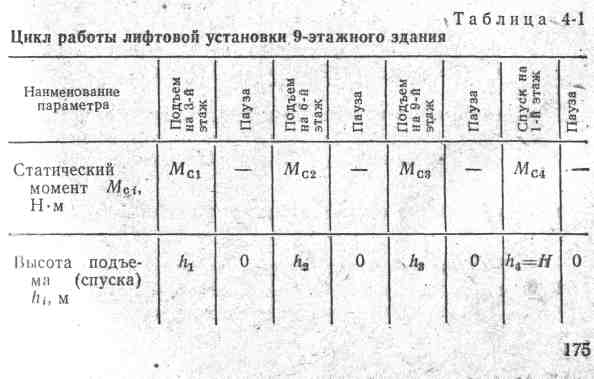
При расчёте времени пуска и торможения важно иметь в виду, что момент инерции привода, кг-м2, создаётся всеми вращательно и поступательно движущи-мися массами, приведёнными к валу двигателя:
где Jдв - момент инерции ротора двигателя; Jвр - приведённый момент инер-ции вращающихся масс лебёдки, тормоза и соединительных муфт; приближенно берут Jвр=kJДв=0,1Jдв;Jпр-приведнный момент инерции всех движущихся масс лиф-товой установки, который равен JПр=(mгр+mпр+тк+т,к+ my,к) (vк/(wДв)2; mгр, m, mт«, mн,к и mу,к — масса соответственно груза,, противовеса, кабины, несущего и уравновешивающего канатов.
Если JПр соизмерим с Jдв, то при определении JЕ используют формулы (3-12), (3-13).
Дополнительное время tДОб принимается равным 0,1 (Etр,i+Etоi); оно учиты-вает время движения кабины на пониженной скорости, время возможных задержек и другие факторы. Время остановки (пауза) — это время, необходимое для откры-вания и закрывания дверей кабины и шахты, входа и выхода пассажиров, погрузки и разгрузки грузов; а также для включения двигателя лифта. Для пассажирских лифтов с автоматическим приводом дверей время остановки составляет 6—8 с.
Так же как и для мостовых кранов, производят проверку двигателя лифта по кратковременной перегрузке,надежности пуска и допустимым ускорениям и замедлениям.
4-5. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕ -НИЯ ЛИФТАМИ
Лифт является движущейся установкой с относительно сложным электрообо-рудованием. Ею часто управляют пассажиры, не имеющие соответствующей квали-фикации, и их роль при пользовании лифтом должна сводиться к нажатию одной- двух кнопок. Поэтому к схемам управления лифтами предъявляются повышенные требования в отношении надёжности и безопасности пользования. Эти требования особенно высоки в лифтах без проводника с автоматическим приводом дверей, где отсутствует постоянный надзор за работой лифта.
В схемах управления лифтами используется большое число блокировочных аппаратов, предотвращающих неправильное пользование лифтом. Например, при открытых дверях шахты и кабины, открытом верхнем люке кабин, ослабленных кана-тах электропривод отключается и накладывается механический тормоз.
Рассмотрим некоторые типовые схемы управления лифтами.
Схема управления грузовым лифтом. Грузовые лифты работают преиму-щественно с проводником при скорости движения 0,25-0,5м/с. Принципиальная электрическая схема такого лифта показана на рис.4-7. Привод осуществляется от асинхронного двигателя с короткозамкнутым ротором Д. Параллельно обмотке ста-тора включён электромагнитный тормоз ЭмТ, колодки которого разжимаются при подаче напряжения на двигатель. Командным аппаратом в схемах удравления таки-ми лифтами является рычажный переключатель ПР (в схеме на рис.4-7 лифт обслу-живает пять этажей).
Для пуска двигателя на подъём или спуск кабины переключатель ПР следует поставить соответственно в положение 1 (или 2). Через контакты дверей шахты ВКДШ-ВКДШ5, контакты конечных выключателей ВКД и ВКК (размыкающихся при срабатывании механизма ловителей при обрыве несущих канатов), контакт дверей кабины ВКДК и гибкий кабель ГК от сети подаётся напряжение на катушку контактора КВ (или КН). После включения контактора КВ(КН) на статор двигателя Д и катушки электромагнитного тормоза ЭмТ будет подано питание, и кабина лифта начнёт двигаться вверх (или вниз).
Для остановки кабины рукоятку переключателя ПР следует поставить в сред-нее положение, что вызывает отключение контактора КВ (или КН) и остановку двигателя. Если кабина по каким-либо причинам не остановилась против уровня этаж-ной площадки, то ее доводку можно произвести путем повторного включения в кабине срабатывает соответствующее указательное реле РБ1—РБ5, включается звонок Зв и загорается соответствующая сигнальная лампочка ЛС1-—ЛС5. Проводник включает привод на.требуемое перемещение кабины. В случае неисправности лифта из кабины в диспетчерскую может быть подан сигнал путем включения звон-ка Зв1 кнопкой Кн1. Для безопасности обслуживания цепи сигнализации лифта под-ключаются к сети через понижающий трансформатор Тр.
Схема управления быстроходным пассажирским лифтом. Электропривод быс-троходного лифта (рис. 4-8,а) осуществляется от двухскоростного асинхронного дви-гателя, имеющего на статоре две раздельные обмотки с соотношением числа полю-сов 6/24 или 6/18, что соответствует синхронным угловым скоростям 104,7/26,2 или 104,7/34,9 рад/с.
В системе привода не предусмотрено ограничение ускорения при пуске, так как при правильном выборе двигателя по мощности Мп,тах<МП, Доп, и пусковые ускорения ап=1-1,2 м/с2 при аДОп=1,5 м/с2. Точная остановка кабины достигается путём перехода с высокой скорости wРаб (включён контактор КБ) на низкую wОСт (включён контактор КМ). При этом будет происходить генераторное торможение, что видно из механических характеристик двигателя, показанных на рис. 4-8,6. При торможении по характеристике 2 МТ,тах>М,ТДоп и ат>адоп. Поэтому для ограничения момента двигателя, а следовательно, и величины аТ в этом режиме в одну из фаз статорной обмотки вводится дополнительный резистор Rд, в двигатель переходит на характе-ристику 2'. После снижения скорости до значения w1 резистор Rд шунтируется, кон-такторам КУ управление которым производится в функций времени. Двигатель пере-ходит на основную характеристику 2, на которой некоторое время работает с остано-вочной скоростью woст, равной начальной скорости wнач для точной остановки.
Управление лифтoм может производиться как из кабины с помощью команд-ных кнопок КнК1 - КнК9 (здание имеет 9 этажей), так и с этажных площадок посредством вызовных кнопок КнВ1-КнВ9. Рассмотрим работу схемы при вызове кабины с 9-го этажа пассажиром,, находящимся на 1-3 этаже. Для этого пассажир должен нажать кнопку КнВ1. Образуется следующая электрическая цепь: контакты кнопки КнС (Стоп) и конечных выключателей дверей шахты ВКДШ1- ВКДШ9, контакты выключателей ловителя ВКЛ и канатов ВКК, контакт дверей кабины ВКДК или контакт пола ВКП1, размыкающие вспомогательные контакты контакто-ров КУ, КВ и КН, контакт пола ВКП2 (этот контакт разрывает цепь кнопок КнВ1-КнВ9 на этаж-
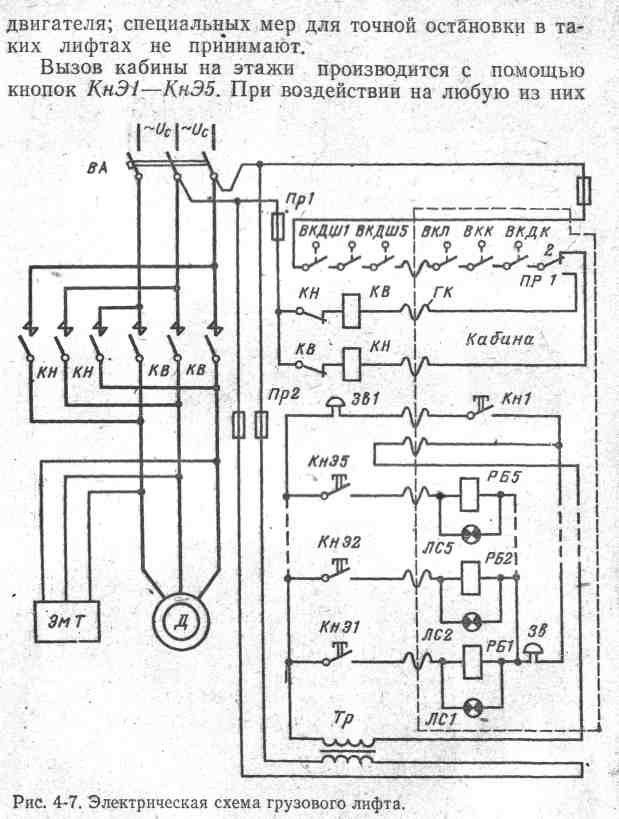
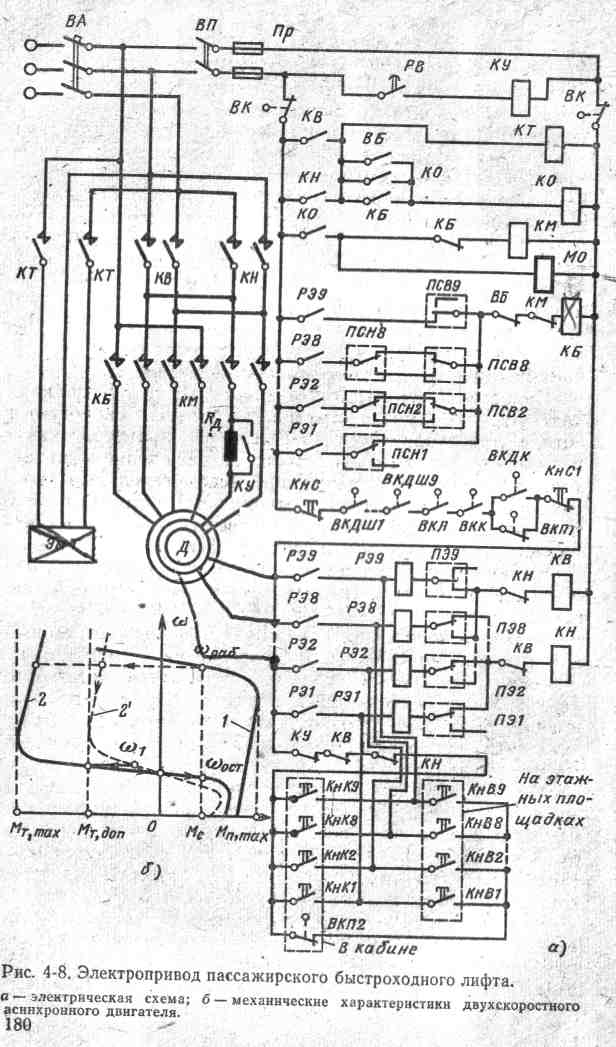
ных площадках, если в кабине находятся пассажиры), контакт кнопки КнВ1, катуш-ка этажного реле РЭ1, контакт этажного переключателя ПЭ1, размыкающий вспомогательный контакт КВ, катушка контактора КН.
По образовавшейся цепи питания включаются контактор КН и этажное реле РЭ1, которые своими замыкающими контактами шунтируют кнопку КнВ1 и подаёт питание на катушку контактора большой скорости КБ по следующей цепи: контакты реле РЭ1 и переключателя скорости ПСН1, контакты выключателя большой скорос-ти ВБ (отключаемого для режимов ревизии и наладки), размыкающий вспомогатель-ный контакт КМ, катушка контактора КБ. Одновременно контактор КН своим замыкающим вспомогательным контактом включает контактор КТ, электромагнит тормоза ЭмТ получает питание и растормаживает двигатель Д.
Силовые контакты контакторов КН и КБ подключают первую обмотку ста-тора Д (большой скорости) к сети, и происходит пуск двигателя по характеристике 1 до скорости wраб. Вслед за включением контактора КБ через его замыкающий вспо-могательный контакт включается контактор отводки КО, который подает напряжеие на электромагнит отводки МО и подготавливает к включению контактор КМ.
Кабина лифта движется вниз и установленной на ней отводкой будет перестав-лять подвижные контакты переключателей ЛСН8—ЛСН2, ПСВ8—ПСВ2 и ПЭ8—ПЭ2 из верхнего положения в нижнее. При подходе кабины к 1-му этажу контакт ПСНГ переводится из верхнего положения в среднее, в результате чего отключается контактор КБ и включается, контактор КМ. К сети подключается вторая обмотка статора двигателя Д с большим числом полюсов (тихоходная). Двигатель начинает тормозиться по характеристике 2' (рис. 4-8,6) и работает в генераторном режиме с введением в одну из фаз статора резистора Rд. Этот процесс контролируется маятниковым реле времени РB пристроенным к контактору KМ. После срабатывания реле РВ включается контактор КУ и шунтирует резистор Rд, осуществляя переход двигателя на основную характеристику 2.
Как только пол кабины приблизится к уровню пола 1-го этажа, переключатель ПЭ1 становится в среднее положение и отключает контакторы КН, КТ, КО, КМ и реле РЭ1. Двигатель отключается от сети, накладывается тормоз и происходит ме-ханическое торможение привода с начальной угловой скорости w0Ст. При отключе-нии контактора КО теряет питание магнит отводки МО и своим выступом упирается в защелку замка шахтной двери на 1-м этаже, что дает возможность пассажирам от-крыть ее.
В схеме на рис. 4-8 показаны цепи сигнализации, указывающей, занята ли ка-бина или свободна, а также цепи аварийной сигнализации.
В рассмотренном лифте процесс открывания и закрывания дверей осущест-вляется вручную, невозможен, приём пассажиров по пути следования кабины, нет сигнализации о перегрузке лифта и т. д. В последние годы стали широко применять-ся пассажирские лифты с автоматическим приводом дверей, в которых отсутствуют -указанные недостатки, что позволяет повысить комфортабельность и производи-тельность лифта. В схемах управления такими лифтами имеются дополнительные узлы, которые выполняют следующие основные логические операции: регистрацию и отработку вызовов и приказов, выбор направления движения, обеспечение вклю-чения двигателей дверей и подъёма, точную остановку кабины, различного рода сигнализацию. Последовательность работы узлов привода устанавливается прог-рамммой, осуществляемой схемой автоматического управления. При поступлении в схему соответствующего сигнала, например на движение, вначале срабатывает при-вод дверей и подготавливает кабину к движению. Затем включается электропривод подъёма, обеспечивая движение кабины с высокой скоростью, а также переход на малую скорость при подходе ее к требуемому этажу. После остановки кабины снова включается привод дверей, но уже на их открывание. В схеме может быть предусмотрено также выполнение попутных вызовов при движении кабины вниз. В случае движения загруженной кабины вверх вызовы не принимаются. При дви-жении кабины с пассажирами и наличии нескольких зарегистрированных приказов остановка происходит на ближайшем по направлению движения этаже. Такие схемы управления лифтами описаны в [6,21].
Глава пятая. ЭЛЕКТРООБОРУДОВАНИЕ НАЗЕМНЫХ ЭЛЕКТРО-ТЕЛЕЖЕК И МЕХАНИЗМОВ НЕПРЕРЫВНОГО ТРАНСПОРТА
5-1. ЭЛЕКТРООБОРУДОВАНИЕ НАЗЕМНЫХ ЭЛЕКТРОТЕЛЕЖЕК
Электротележки (электрокары) применяются для транспортировки различных грузов на площадках с твёрдым и ровным покрытием (асфальт, бетон). Электро-тележки могут работать в узких проходах производственных и складских помеще-ний, где работа других видов транспорта невозможна. Хорошая маневренность, удобное управление, простота обслуживания, отсутствие при работе вредных для человека газов, бесшумность делают электротележку незаменимым универсальным средством перевозки грузов на небольшие расстояния.
В последние годы широкое распространение получили однодвигательные аккумуляторные тележки типа ЭТ-2040 (рис. 5-1). Электротележка имеет двухосное шасси на пневматических шинах с передним управляемым и задним ведущим мос-тами. На шасси крепится рама; её верхняя часть представляет собой деревянную грузовую платформу, под которой расположена аккумуляторная батарея. Движение ведущим колесам передается от двигателя постоянного тока последовательного воз-буждения посредством карданного вала и дифференциала. Электротележка оборудо-вана двумя системами тормозов: ножным тормозом с гидравлическим приводом, дей-ствующим на задние колеса, и ручным тормозом с механическим приводом, установ-ленным на валу двигателя.
Основные технические данные электротележки ЭТ-2040: грузоподъёмность 2000 кг, масса тележки 1860 кг, скорость движения с грузам 16 км/ч, без груза 22 км/ч, двигатель передвижения типа РТ-2 (Рном=3,2 кВт, Uном=40 В, Iном = 100 А, wном =100 рад/с, ПВН0М = 40%), закрытый с естественным охлаждением.
Принципиальная электрическая схема тележки типа ЭТ-2040 показана на рис. 5-2,а. Электрические цепи получают питание от аккумуляторной батареи, состоящей из двух секций Б1 и Б2. Для коммутации силовых цепей используются кон-такторы К1-К7 и кремниевые вентили Д1,Д2 (типа В2-200-ЗБ).
Двигатель Д
управляется
поворотным контроллером, состоящим из
кулач-кового вала и микропереключателей
Кр1-Крб1.
Вращение
вала контроллера осу-

ществляется на 60° от педали водителя, при этом в каждом положении происходит переключение контактов в соответствии с диаграммой на рис.5-2,б. Регулирование скорости тележки производится изменением напряжения на якоре двигателя Д путём переключения диодами Д1,Д2 и контактором К1 секций аккумуляторной батареи Б1 и Б2 с параллельного соединения на последовательное, введением резистора R1 в цепь якоря и шунтированием обмотки возбуждения ОВМ резистором Н2.
Для подготовки тележки к работе следует включить выключатель ВУ, пос-тавить реверсивный переключатель ВЗ в одно из положений Вперёд или Назад и растормозить ручной тормоз (замкнется контакт выключателя В2). Последователь-ность коммутации аппаратов схемы при пуске и регулировании скорости двигателя Д в соответствии с позициями контроллера следующая:
1. В положении 1
контроллера
через замкнувшийся 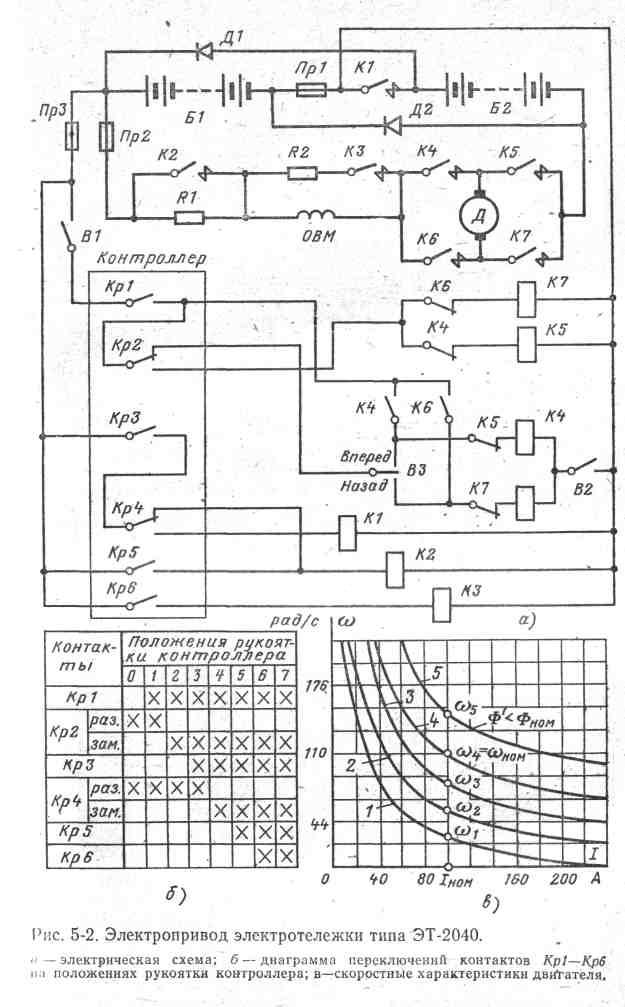 контакт
Кр1 и
контакт Вперед
(или Назад)
переключателя
ВЗ получает
питание контактор К4
(или Кб)
и своим
главным контактом подготавливает к
включению цепь якоря двигателя.
контакт
Кр1 и
контакт Вперед
(или Назад)
переключателя
ВЗ получает
питание контактор К4
(или Кб)
и своим
главным контактом подготавливает к
включению цепь якоря двигателя.
Вперёд (или Назад) переключателя В3 получает питание контактор К4 (или К6) и своим главным контактом подготавливает к включению цепь якоря двигателя.
В положении 2 контроллера переключается контакт Кр2 и включается кон-тактор К7 (К5), замыкая силовую цепь двигателя Д. Секции батареи Б1 и Б2 через
диоды Д1 и Д2 соединяются параллельно, резистор R1 введён. Двигатель пускается и работает на характеристике 1 со скоростью w1 (рис. 5-2,в), если ток нагрузки Iс=Iном.
Катушки реверсивных контакторов К7 (К5) и К4 (К6) получают питание через
вспомогательные контакты К6 (К4) и K5 (K7), чем обеспечивается блокировка поло-жения 2 контроллера.
B положении 3 контроллера через контакты Кр3 и Кр4 получает питание кон-тактор К2 и своим контактом выводит резистор R1; секции батареи остаются сое-динёнными параллельно, двигатель работает на характеристике 2 со скоростью w3.
В положении 4 контроллера переключается контакт Кр4 и включается кон-тактор К1, а контактор К2 отключается. Секции батареи Б1 и Б2 силовым контактом К1 соединяются последовательно, к якорной цепи подводится номинальное напря-жение UНом при включённом резисторе R1, и двигатель Д работает на характерис-тике 3 сo скоростью wз.
5. В положении 5 контроллера снова включается контактор К2, резистор R1 закорачивается, и двигатель работает на естественной характеристике 4 со скоростью w4 = wном.
6. В положениях 6—7 контроллера через контакт Кр6 включается контактор КЗ, параллельно ОВМ подключается резистор R 2, ослабляется поток возбуждения, и двигатель будет развивать скорость w5>wном, работая на характеристике 5.
Торможение тележки осуществляется механическим тормозом при нажатии на тормозную педаль, при этом нужно предварительно отпустить педаль контроллера. Под действием тормозной педали размыкается контакт В2, теряет питание контактор К4 (или К6), и двигатель отключается от источника питания.
Полная электрическая схема электротележки включает в себя цепи освещения и сигнализации, которые не показаны на рис.5-2,а. Защита силовой цепи от токов к.з. и длительных перегрузок обеспечивается предохранителями Пр1 в цепи акку-муляторной батареи (в случае пробоя вентилей Д1 или Д2) и Пр2-в цепи двигателя Д. Цепи управления защищаются предохранителем ПрЗ.
Аккумуляторные тележки снабжаются кислотными или щелочными аккуму-ляторами; последние более выносливы в условиях тряски, менее чувствительны к перегрузкам и к. з. Так, на электротележке типа ЭТ-2040 установлена аккумуляторная батарея типа 36ТЖН-400, состоящая из 36 последовательно соединенных щелочных железо-никелевых элементов ёмкостью 400А-ч каждый.
В целях безопасности напряжение аккумуляторных батарей не превышает 65В. Предельные значения разрядного и зарядного тока указываются в паспорте батареи.
Зарядка батарей может производиться только постоянным током, поэтому на промышленных предприятиях устанавливаются специальные зарядные преобразовательные устройства. Ранее использовались двигатель - генераторы, а в настоящее время применяют полупроводниковые выпрямители на кремниевых вентилях, имеющие высокий КПД, бесшумные в работе и более надёжные в эксплуатации.
5-2. НАЗНАЧЕНИЕ И УСТРОЙСТВО МЕХАНИЗМОВ НЕПРЕРЫВ-НОГО ТРАНСПОРТА
Механизмы непрерывного транспорта широко используются на электромаши-ностроительных заводах для межоперационных перемещений внутри цехов и меж-ду цехами различных заготовок, деталей и сборочных единиц, удаления с рабочих мест отходов металлообработки, по подачи сыпучих формовочных материалов, транспортировки готовых электрических машин и т.д. К этим механизмам относят-ся конвейеры различных типов: леточные, подвесные, роликовые и др.
Основным конструктивным элементом наиболее часто применяемого ленточно-го конвейера является замкнутый, непрерывно движущийся в процессе работы тяго-вый орган, в виде ленты (текстильной, прорезиненной, стальной и т.п.).
На рис.5-4 показано устройство ленточного конвейера. На два барабана натя-гивается замкнутая лента 1. Правый барабан 2 является ведущим (приводным) – че-рез механическую передачу 3 (чаще всего ремённую) он приводится во вращение от двигателя 4. Подшипники левого барабана 5 (ведомого) могут перемещаться по направляющим, что обеспечивает с помощью груза G0 и отводного шкива 6 поддер-жание предварительного натяжения ленты конвейера при её вытяжке в процессе эксплуатации. Для устранения провисания ленты под действием перемещаемого груза вдоль неё устанавливается ряд опорных роликов 7, которые вращаются за счёт
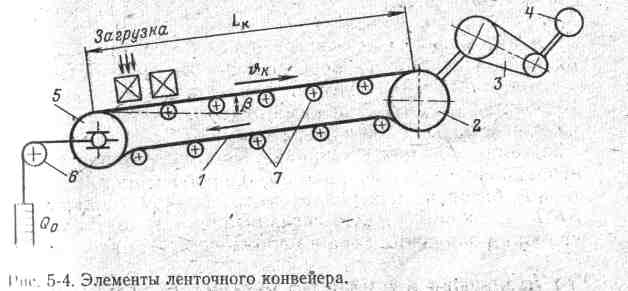
трения между ними и лентой. Ведущий барабан, передача и двигатель образуют приводную станцию. Лента, верхние и нижние опорные ролики вместе с рамой сос-тавляют несущую конструкцию конвейера. Для увеличения сцепления между лен-той и барабаном его поверхность покрывает резиной, пластмассой или керамикой.
Разновидность
ленточного конвейера – пластинчатый.
Его тяговый орган вы-полнен в виде двух
замкнутых
пластинчатых цепей с прикрепленными к
ним метал-лическими
пластинами, образующими непрерывное
полотно. Тяговые цепи пере-кинуты через
ведущие и ведомые звёздочки. Роликовые
конвейеры (рольганги) представляют
собой
систему роликов с групповым или
индивидуальным электроприводом.
Большое
распространение полу-чили подвесные
конвейеры
(рис. 5-5) с тяговым органом в виде цепи
или каната.
Каретки
такого
конвейера движутся на роликах 2
по
монорельсу 3
с
помощью непрерывной цепи 4,
проходящей
через
ведущую звёздочку приводной станции.
Перемещаемые грузы размеащются
на спе-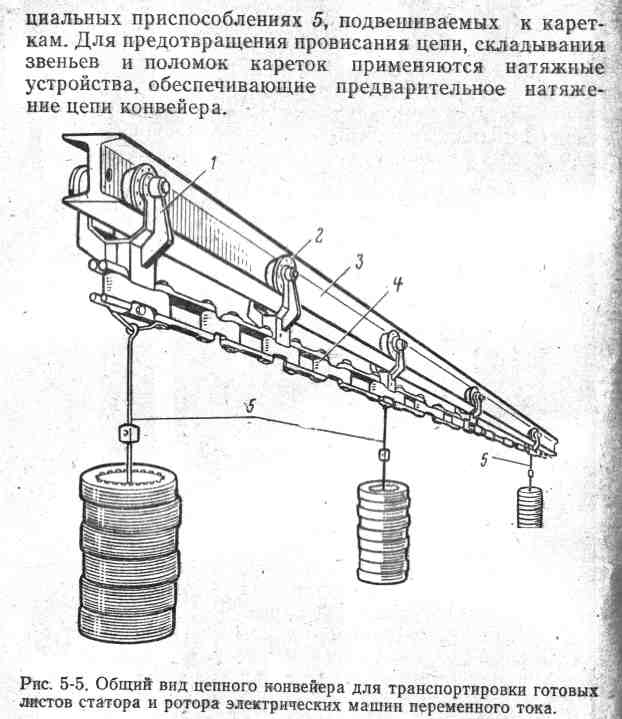
Подвесные конвейеры не мешают установке основного технологического оборудова-ния, так как монтируются на специальных конструкциях вдоль цеховых колонн, или для этой цели используются балки потолочных перекрытий. Такие конвейеры могут перемещать грузы со скоростью 0,1—30 м/мин и массой до нескольких тонн.
Широкое применение в крупносерийном производстве нашли поточно-транспортные системы (ПТС), представляющие собой комплекс технологического оборудования, механизмов и устройств, предназначенных для выработки и транс-портирования материалов, заготовок, деталей и узлов машин или для сборки машин в едином поточном технологическом процессе (например, поточные линии сборки асинхронных двигателей единой серии). Основным транспортным оборудованием ПТС являются различного рода конвейеры малой и большой протяженности.
Достоинство конвейеров - это непрерывность их действия без остановок на загрузку и выгрузку, что особенно важно для поточных линий. Кроме того, конвейеры проще по устройству и в эксплуатации, а также имеют большую производи-тельность, чем работающие периодически краны и подъёмники.
Различают конвейеры, работающие одиночно и совместно. Для нескольких совместно работающих конвейеров (см. рис.5-9) принимающими называют те из них, на которые груз поступает; конвейеры, с которых грузы снимаются, называют головными; остальные из совместно работающих конвейеров - промежуточные.
5-3. ОСОБЕННОСТИ ЭЛЕКТРОПРИВОДА И ВЫБОР МОЩНОСТИ ДВИГАТЕЛЕЙ КОНВЕЙЕРОВ
При значительном конструктивном разнообразии конвейеров им присущи следующие характерные особенности, обусловленные режимом эксплуатации:
а) продолжительный режим работы, как правило, в течение значительных промежутков времени (смены или нескольких смен) без пауз за время включения;
б) относительно редкие пуски, продолжительность которых не влияет на производительность конвейера, и неизменное направление вращения двигателя;
в) возможность возникновения значительных статических моментов при тро-гании, превосходящих иногда номинальные нагрузки (Мс,тр>Мс,н0м), например при пуске нагруженных конвейеров после внезапной (аварийной) остановки;
г) работа двигателей конвейеров при самых различных условиях окружающей среды: на открытом воздухе, в запылённых и влажных помещениях, при высокой и низкой температурах, в цехах с агрессивной средой.
В связи с указанными особенностями к электроприводу конвейеров предъяв-ляются требования обеспечения повышенного значения пускового момента Мп/Мном< 1,6-1,8), высокой надёжности и простоты обслуживания. В некоторых случаях необходимо обеспечить
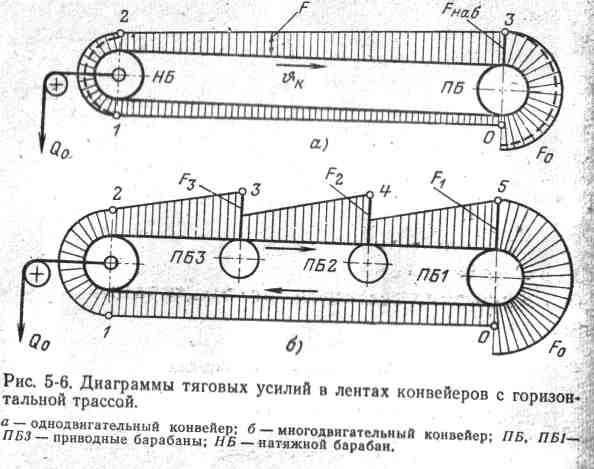
плавный пуск и торможение ленточных и подвесных конвейеров для предотвраще-ния пробуксовывания ленты или раскачивания груза, небольшое регулирование ско-рости в диапазоне 1:2 для изменения темпа работы (на конвейерах поточных линий), согласованное вращение электроприводов нескольких конвейеров.
Перечисленным требованиям в достаточной степени удовлетворяет электро-привод с трехфазными асинхронными двигателями продолжительного режима ра-боты - с короткозамкнутым и с фазным ротором. Недостатком двигателей с корот-козамкнутым ротором является большой пусковой ток. Но применение двигателей с короткозамкнутым ротором удешевляет автоматизацию конвейеров. При этом пред-почтительнее выбирать двигатели с повышенным пусковым моментом. Для однодви-гательного привода конвейеров, скорость которых должна регулироваться, исполь-зуют многоскоростные двигатели с переключением числа пар полюсов, либо приме-няют дополнительные механические вариаторы или регулируемые электрические и гидравлические муфты. Двигатели с фазным ротором устанавливают на конвейерах, требующих повышенного пускового момента, при многодвигательном приводе кон-вейеров с целью выравнивания нагрузок отдельных двигателей, а также при необходимости согласованного движения конвейеров ПТС.
Расчёт мощности
двигателей конвейеров.
При работе конвейера электро-привод
создает движущее усилие, которое
передаётся приводным барабаном
(звёздочкой) тяговому органу - ленте
(цепи). Для нормальной передачи, этого
усилия лента (цепь) должна иметь
предварительное натяжение, создаваемое
грузом Gо
(рис. 5-6,а).
Усилие
натяжения ленты (цепи) F
будет
изменяться
от точки 0
по
направлению к точкам 1-3 вследствие
дополнительных усилий сопротивления
движению.
В точке 3
усилие fнаб,
Н, на набегающей ветви ленты (цепи) будет
складываться из следующих составляющих:![]()
где F0 - усилие предварительного натяжения, Н; Fп=±Gгрхsinb - усилие, oбус-ловленное подъёмом или опусканием груза (у наклонных конвейеров),Н; F= с(GГр+Gо)хсоsb - суммарное усилие, вызванное трением в опорах роликов, ленты по роликам или роликов о монорельсу,Н; Gгр - сила тяжести транспортируемого груза, Н; G() - сила тяжести несущих и тяговых элементов (ленты, роликов, цепи и др.), Н; b - угол наклона трассы к горизонту (см.рис.5-4), обычно b<20-22°; с=0,02-0,05 - общий коэффициент сопротивления движению; Fн,б - усилие, компенсирующее сопротив-ление движению от трения в подшипниках натяжного барабана (звездочки),Н. Усилие Fн,б находится:
![]()
где m - коэффициент трения, равный0,03-0,06;D и d - диаметры барабана (звёз-дочки) и цапфы подшипника,м. Усилие Fс,Н, преодолеваемое приводным двигателем, обусловлено раз-ностью усилий в точках 3 и О, т.е. в набегающей сбегающей ветвях ленты (цепи) конвейера, и усилием Fн,б Н, компенсирующим сопротивле-
Чтобы не перегружать эти участки, приходится увеличивать габариты тяго-вого органа и механической части. Избежать возникновения больших тяговых уси-лий можно, если конвейеры приводятся в движение от нескольких приводных стан-ций. При этом тяговый орган каждой приводной станции передает усилие,
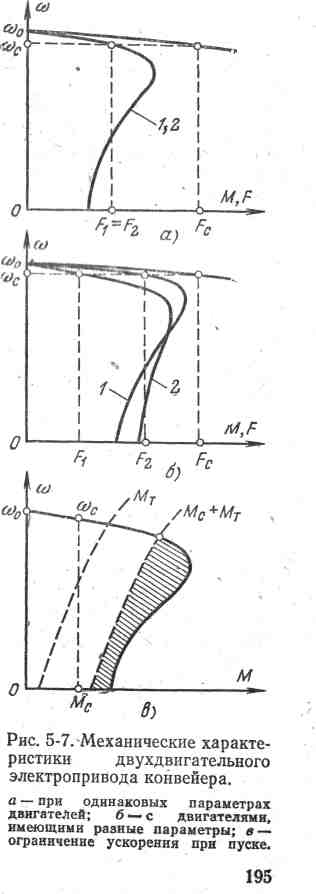
Для выбора места установки нескольких приводных станций строится, диаграмма изменения усилий натяжения (рис, 5-6,б), подсчитывается мощность двигателей и опреде-ляется такое место их уста-новки, чтобы суммарное тяговое усилие Fс двигателей нескольких приводных станций примерно равнялось усилию однодвигательного привода. Оп-тимальное количество привод-ных станций можно определить путем технико-экономического сравнения нескольких вариан-тов, которые должны учитывать стоимость электрического и ме-ханического оборудования.
При многодвигательном приводе конвейера роторы от-дельных двигателей в устано-вившемся режиме имеют оди-наковую скорость wc, так как они механически связаны тяговым органом. Вместе с тем электропривод должен обеспечить максимальное тяговое усилие, необходимое для преодоления сопротивлений движению конвейера и равное сумме усилий, создаваемых отдельными двигателями, т. е. F1+F2+...+Fi=Fс. Рассмотрим случай, когда конвейер приводится в движение от двух приводных станций с двигателями одинаковой мощности. Если механические характеристики обоих двигателей полностью совпадают (рис. 5-7,а), то во время работы конвейера двигатели создают одинаковые тяговые усилия: F1=F2=Fс/2. Когда характеристики двигателей отличаются одна от другой (рис. 5-7,6), тяговые усилия двигателей будут разными, т.е. F1=/=F2=/=Fс/2. Двигатель, имеющий более жёсткую характеристику, развивает тяговое усилие большее, чем двигатель, у которого характеристика мягче.
В тяговом органе конвейера при неодинаковых характеристиках двигателей возникает дополнительное натяжение, обусловленное разностью моментов двигателей. Поэтому при установке на приводных станциях конвейера асинхронных дви-гателей с короткозамкнутым ротором следует проверять их характеристики и при-менять машины с одинаковыми параметрами. Если для привода используются дви-гатели с фазным ротором, то соответствие характеристик может быть получено введением дополнительных сопротивлений в цепь ротора.
5-4. АВТОМАТИЗИРОВАННОЕ УПРАВЛЕНИЕ ЭЛЕКТРОПРИВОДА-МИ КОНВЕЙЕРОВ
Одной из важных задач, которую приходится решать при проектировании автоматизированного электропривода конвейеров, особенно ленточных большой протяжённости, является ограничение ускорений в ленте конвейера при пуске. Лента представляет собой упругий элемент и при пуске с повышенным ускорением она может стать источником возникновения колебаний в механической части конвейера.Движение ленты при этом характеризуется неравномерностью линейных скоростей её головного и хвостового участков (соответственно в точках 3 и 0 на рис. 5-6, а) и резкими изменениями натяжения, что может привести к повышенному износу ленты, а в некоторых случаях и к её разрыву.
Для ограничения ускорений в электроприводе ленточных конвейеров (до-пустимые значения ускорений обычно равны 0,2—0,3 м/с2) можно использовать многоступенчатый пуск двигателя с фазным ротором. Однако такой способ при-водит к усложнению схемы управления,увеличению габаритов панелей управления и ящиков пусковых резисторов. В некоторых случаях более удобно ограничивать ускорение привода при пуске путем создания дополнительной искусственной наг-рузки навалу двигателя. Практически это осуществляется припомощи колодочных тормозов с электрическим или гидравлическим управлением, индукционных или фрикционных муфт, присоединяемых к валу двигателя.
Для автоматизированного управления электроприводами механизмов непре-рывного транспорта используются общие принципы построения схем, управления с учётом необходимых блокировок, сигнализаций и особенностей их эксплуатации. Управление электроприводами одиночных конвейеров, не связанных с другими механизмами, производится посредством магнитных пускателей и кнопок управления или автоматов с максимальной и тепловой защити, размещаемых на пультах.
Более сложны схемы управления совместно работающими конвейерами или ПТС. В основе конструировании схем управления такими транспортными система-ми лежат следующие требования:
1. Пуск двигателей конвейеров должен производиться в направлении, обрат-ном технологическому потоку, чтобы на конвейерах не образовывалось завала транс-портируемого груза;
2. При остановке одного из конвейеров двигатели других конвейеров, подаю-щих материалы на останавливаемый, сразу отключаются; двигатели остальных кон-вейеров могут продолжать работать;
3. При общей остановке транспортной линии большой производительности первым должен, быть отключён двигатель того конвейера, с которого поступает ма-териал на другие конвейеры, а затем поочередно отключаются остальные двигатели.
4. Для предотвращения снижения напряжения в питающей сети при пуске, двигатели конвейеров значительной мощности должны пускаться поочерёдно.
5.Для опробования и наладки конвейеров следует обеспечить возможность пуска и остановки любого из них независимо от других конвейеров (обычно пуск и остановка при наладке производятся с рабочего места).
В схемах управления конвейерами необходимо предусматривать блокировки и взаимосвязи между двигателями, механизмами и другими устройствами. Блокировочные устройства целесообразно связывать непосредственно с ведомым бара-баном конвейера, который вращается от транспортирующей ленты. При соскальзывании ленты и других неисправностях система блокировки будет действовать от ре-ле контроля скорости, соединённого с ведомым барабаном, и отключать двигатель.
Электрические блокировочные связи между двигателями конвейеров могут осуществляться путём использования вспомогательных контактов контакторов, пе-реключателей и других аппаратов. Это позволяют задавать необходимую последова-тельность пуска и остановки двигателей, запрещать выполнение операций в нежела-тельной последовательности, обеспечивать одновременность работы приводов и т.д.
Большое значение имеет сигнализация о состоянии. механизмов, которая обеспечивает контроль за работой отдельных двигателей, оповещает об аварийных режимах и указывает места повреждений. При этом применяется световая и звуко-вая сигнализация (см. также § 13-6). Световую сигнализацию часто осуществляют с помощью световой мнемонической схемы, расположенной на пульте управления оператора. Схема отображает работу конвейеров, придаёт наглядный вид процессу контроля и уменьшает вероятность ошибочных включений. Звуковая сигнализация применяется для предупреждения о предстоящем пуске механизмов, особенно если они удалены от пульта управления. При аварийной остановке конвейеров должны автоматически включаться сигнальные лампы аварийного участка на мнемоничес-кой схеме, а также должен подаваться звуковой сиг нал.
На рис. 5-8 показаны узлы схемы пусковой сигнализации. Перед пуском конвейеров оператор оповещает
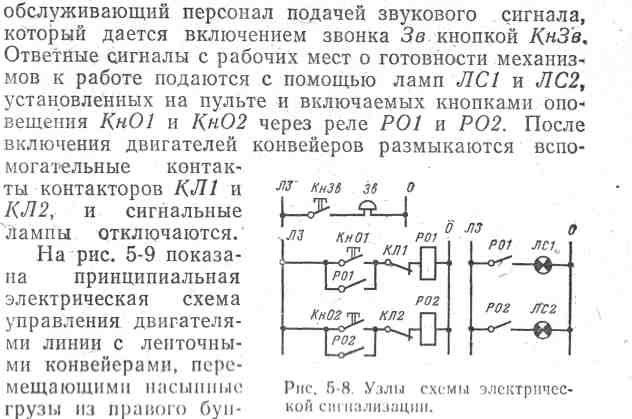
кера в левый. Такие линии действуют, в частности, на ряде заводов для транс-портирования отходов штамповки магнитопроводов статоров и роторов асинхрон-ных машин. Линия состоит из трёх конвейеров: горизонтальных 1 и 3 и наклонного 2, приводимых в движение асинхронными двигателями с короткозамкнутым рото-ром Д1-ДЗ. Во избежание завалов грузов - пуск конвейеров начинается с вклю-чения двигателя Д1 нажатием кнопки КнШ. Контактор КЛ1, получая питание, своими главными контактами подаёт напряжение на указанный двигатель. Затем после-довательно (после нажатия кнопок КнП2 и КнПЗ, включающих контакторы КЛ2 и КЛЗ) пускаются двигатели Д2 и ДЗ. Пуск двигателя Д2 раньше пуска Д1 невоз-можен, так как в цепи катушки контактора КЛ2 находится замыкающий вспомо-гательный контакт контактора КЛ1. Аналогично сблокирован двигатель ДЗ.
Общая остановка всех конвейеров производится нажатием кнопки КнС1. Отключаясь, контактор КЛ1своими вспомогательными контактами разрывает цепи питания катушек КЛ2 и КЛЗ. Так как все двигатели отключаются практически од-новременно, блокировка, обеспечивающая последовательность их отключения, не предусмотрена. При необходимости остановить только конвейер 3 следует нажать
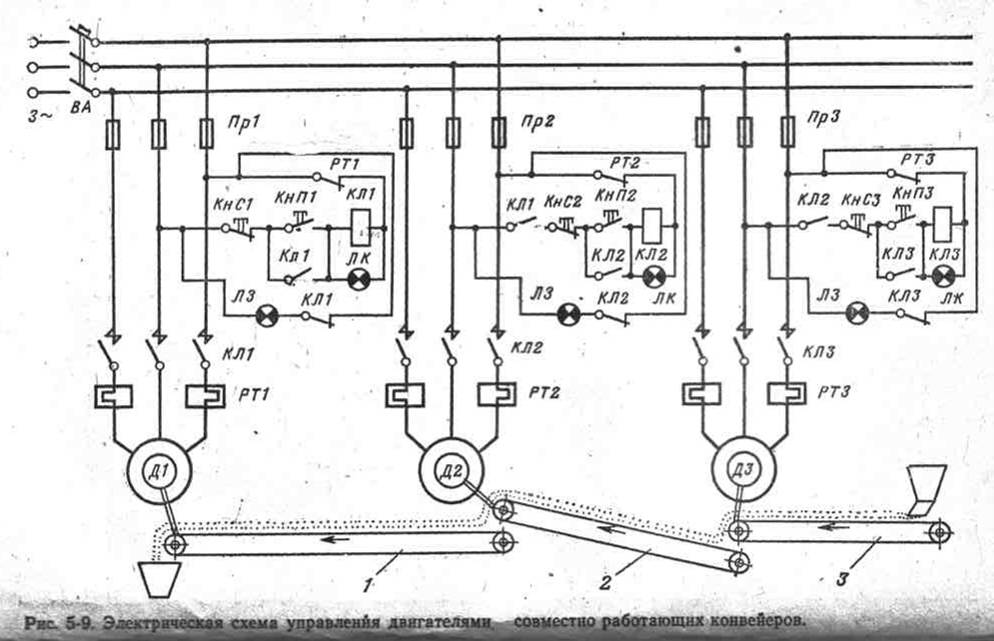
кнопку КнСЗ. Двигатель ДЗ отключается, а Д1 и Д2 продолжают работать.
Схема управления обеспечивает: защиту от токов к. з. в силовой цепи и цепях управления предохранителями Пр1 - ПрЗ, и от длительных перегрузок двигателей тепловыми реле РТ1 — РТЗ; сигнализацию, указывающую, в каком состоянии при нормальных условиях эксплуатации находятся двигатели (красная лампа ЛК указы-вает на то, что двигатель работает, зеленая лампа ЛЗ — на то, что двигатель останов-лен). В схеме не предусмотрен контроль за состоянием ленты и другими поврежде-ниями в конвейерах, так как за их работой наблюдает обслуживающий персонал.
В схемах автоматизированных конвейеров с большим числом двигателей для упрощения управления процессом пуска его производят одной кнопкой, с помощью которой включается последний по направлению потока движения материала двига-тели. Остальные двигатели включаются поочередно через замыкающие контакты контакторов ранее включённых двигателей. Для опробования и наладки конвейеров должна быть предусмотрена возможность пуска и остановки с рабочего места любо-го из двигателей независимо от других.
Нередко возникает необходимость согласованного вращения нескольких дви-гателей, приводящих в движение параллельно работающие конвейеры. Для этой це-ли применяются различные системы синхронного вращения (электрического вала).
Глава шестая. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛОРЕЖУЩИХ СТАН-КАХ
6-1. КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Металлорежущие станки являются распространенными производственными машинами, предназначенными для механической обработки заготовок из металла режущими инструментами. Путем снятия стружки затотовке придаются требуемая форма, размеры и чистота поверхности.На электромашиностроительных заводах ме-ханическая обработка занимает значительное место в общем процессе изготовления электрической машины в условиях крупносерийного и массового производства.
В зависимости от характера выполняемых работ, вида применяемых инс-трументов и формы образуемой поверхности металлорежущие станки подразде-ляются на следующие девять групп: 1) токарные; 2) сверлильные и расточные; 3) шлифовальные; 4) комбинированные; зубо- и резьбообрабатывающие; 6) фрезер-ные; 7) строгальные и долбёжные; 8) отрезные; 9) разные. Внутри групп станки подразделяются на типы (модели).
В зависимости от технологических возможностей обработки деталей разных размеров, форм и от характера оганизации производства различают станки: 1) уни-версальные и широкого назначени,служащие для выполнения различных операций(на-пример точения, сверления, нарезания резьбы и др.) и способов обработки (на-пример, фрезерования и растачивания от верстий) при обработке изделий многих наименований и типоразмеров; такие станки применяются при штучном и мелкосе-рийном производстве в ремонтных цехах, мастерских и т.д; 2) специализированные, предназначенные для обработки деталей, сходных по форме, но имеющих различ-ные размеры такие станки используются серийном производстве; 3) специальные, служащие для обработки деталей одного типоразмера; станки такого вида применя-ются в крупносерийном и массовом производствах.
По массе и размерам различают станки: нормальные, имеющие массу до 10* 103кг; крупные - массой от 10 до 30*10кг; тяжёлые- от 30 до 100*103кг и уникальные - свыше 100*103кг. По точности обработки различают станки нормальной, повы-шенной, высокой и особо высокой точности (прецизионные).
6-2. ОСНОВНЫЕ И ВСПОМОГАТЕЛЬНЫЕ ДВИЖЕНИЯ В СТАНКАХ, КИНЕМАТИЧЕСКИЕ СХЕМЫ
Процесс получения на станках деталей определенной формы поверхности и размеров состоит в снятии с заготовки липшеего металла инструментом, режущая кромка которого перемещается относительно заготовки. Необходимое относитель-ное перемещение создается в результате сочетания движений инструмента и заго-товки. Они называются основными или, рабочими движениями. Их разделяют на главное (режущее) д в и ж е н и е (за счет него инструмент производит резание металла) и движение п о д а ч и, которое служит для перемещения инструмента или обрабатываемой заготовки (в зависимости от типа станка) для снятия слоя металла с целью придания детали определенной формы.
В зависимости от вида обработки основные движения могут иметь различный характер. Так, при строгании сочетаются поступательное движение детали или инс-трумента (движение резания) и перпендикулярное к нему поступательное движение инструмента (подачи); при токарной обработке происходит вращение заготовки и поступательное движение инструмента (см.рис.7-3); фрезерование осуществляется путём сочетания вращательного движения инструмента и поступательного движе-ния заготовки; при сверлении оба основных движения совершает инструмент.
Главные движения в станках осуществляются при помощи электроприводов (применяются и гидроприводы), движения подачи - либо через механическую передачу от главного привода, либо от отдельных электро- или гидроприводов.
Кроме основных движений в станках имеются вспомогательные движения. Они непосредственно не участвуют в процессе резания, но необходимы для обработ-ки изделий, например: для установки инструмента, автоматического подвода его к заготовке и обратного отвода, контроля размеров в процессе обработки, подачи смазки и охлаждающей жидкости и т. д.
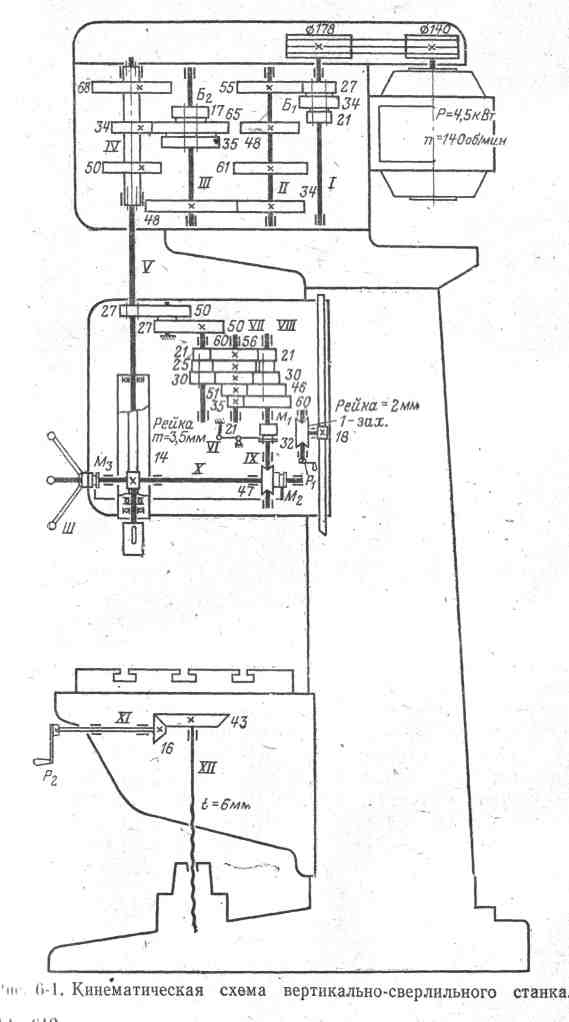
Передача движений в станках от двигателей к рабочим органам осущест-
Передача движений осуществляется кинематическими цепями механизмов станка. Структуру этих цепей, их взаимные связи и особенности можно проследить по кинематической схеме станка.По такой схеме легко рассчитываются ско-рости движения рабочих органов станка или, наоборот, по заданным скоростям дви-жения рабочих органов находятся требуемые значения угловой скорости двига-телей. Кинематическая схема нужна также для определения моментов,действующих на валу двигателя, КПД и т.п.
В качестве примера рассмотрим кинематическую схему вертикально-свер-лильного станка 2А135. Главное движение станка - вращение шпинделяV(рис.6-1). Движение от двигателя через клиноременную передачу /0140 - /0178 передаётся на вал 1 коробки скоростей, на котором находится тройной подвижный блок Б1 обеспечивающий валу 11 три частоты вращения.От вала 11 через шестерни 34-48 вращение передается валу 111, на нём расположен тройной подвижный блок 1 шестерен Б2, приводящий в движение полый вал IV ,связанный шлицевым соеди-нением со шпинделем V, который имеет девять частот вращения. Частота вращения
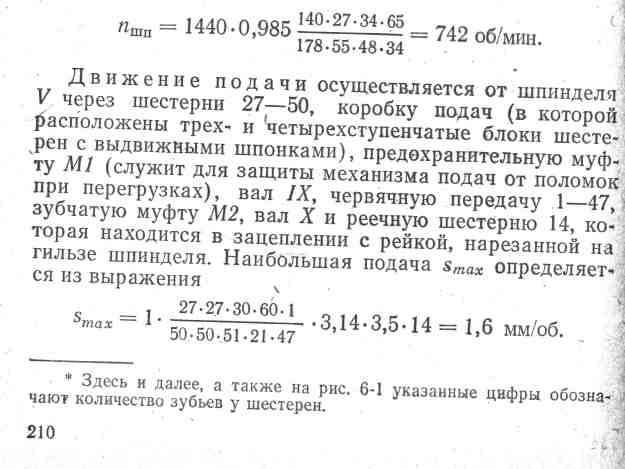
В с п о м о г а т е л ь н ы е движения производятся вручную. Перемещение шпиндельной бабки осуществляется от рукоятки Р1 через червячную передачу 1-32 и реечную шестерню 18, сцеплённую с рейкой т=2мм, закреплённой на станине. Вер-тикальное перемещение стола производится посредством рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII. Быстрое перемещение шпинделя с гильзой достигается поворотом штурвала Ш, связанного специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а при больших углах поворота - связывает их в одно целое.
6-3. ОБЩИЕ ВОПРОСЫ ЭЛЕКТРОПРИВОДА СТАНКОВ
Требования к электроприводам основных и вспомогательных движений. Одним из важнейших вопросов электрооборудования металлорежущих станков яв-ляется выбор типа электропривода для основных движений. На этот выбор оказы-вает влияние ряд факторов: 1) диапазон и плавность регулирования скорости рабо-чего механизма; 2) характер нагрузки привода; 3) частота включений привода; 4) соотношение периодов машинного и вспомогательного времени работы станка; 5) энергетические показатели работы привода - КПД и коэффициент мощности; 6) на-дёжность привода, простота его обслуживания и наладки.
Регулирование скорости приводов главного движения станков производится в диапазоне от (3-6) до (100-120) : 1 и может быть осуществлено одним из следую-щих способов: 1) механическим - изменением передаточного отношения от дви-гателя к рабочему органу станка; 2) электрическим - изменением частоты вра-щения двигателя; 3) электромеханическим - комбинированием двух первых спосо-бов. При этом механическое регулирование, как правило, является ступенчатым, а электрическое может быть ступенчатым и бесступенчатым.
Механические характеристики электродвигателей главных приводов должны быть жёсткими. Перепад угловой скорости при изменении нагрузки валу двигателя от холостого хода до номинальной н должен превышать 5-10%.
Выбор типа двигателей для станков. Для современного станкостроения характерно стремление приблизить двигатель к рабочему органу станка, это позво-ляет упростить кинематические цени, снизить потери в передачах и сделать привод более компактным, что в свою очередь ведет к органическому слиянию электри-ческой и механической частей станка. Это обстоятельство привело к применению на станках кроме двигателей нормального исполнения со станиной на лапах, двига-телей специального исполнения со станиной без лап, имеющих фланец на подшип-никовом щите. На рис.6-3 показаны условные обозначения различных форм испол-нения двигателей на кинематических схемах станков. Применение фланцевых двига-телей, которые могут устанавливаться непосредственно на основание станка как го-ризонтально, так и вертикально, позволяет в ряде случаев упростить конструкцию станка, например, за счёт изъятия конических шестерён, служащих для сочленения взаимно перпендикулярных валов, и осуществить более компактную встройку двига-теля в станок.
Приводные двигатели станков должны быть защищены от вредного влияния окружающей среды (попадании в них машинного масла, эмульсии, металлической и абразивной пыли и др.). Если при работе станка не образу