

ЗАЙЦЕВ Е.И., НАЗИМ Я.В., БУСЬКО М.В.
СВАРОЧНЫЕ РАБОТЫ В СТРОИТЕЛЬСТВЕ
КОНСПЕКТ ЛЕКЦИЙ
Часть VI

Министерство образования и науки Украины
Донбасская национальная академия строительства и архитектуры
Кафедра “Металлические конструкции”
ЗАЙЦЕВ Е.И., НАЗИМ Я.В., БУСЬКО М.В.
«СВАРОЧНЫЕ РАБОТЫ В СТРОИТЕЛЬСТВЕ»
(конспект лекций, часть VI; для студентов всех форм обучения по направлению подготовки «Строительство»)
Утверждено на заседании кафедры ”Металлические конструкции” Протокол № 614 от 25.10.2007 г.
Макеевка, ДонНАСА, 2008 г.
УДК: 621.791:69(075)
Сварочные работы в строительстве. Конспект лекций, часть VI / Сост.: Зайцев Е.И., Назим Я.В., Бусько М.В. – Макеевка: ДонНАСА. – 2008. – 43 с.
В части VI содержатся сведения о дефектах сварных швов и сварных соединений при дуговой сварке. Приведены рекомендации по выбору методов контроля качества, этапы и порядок контроля; сущность основных физических методов контроля. Также рассмотрены опасные и вредные факторы, возникающие при выполнении электро- и газосварочных работ, содержаться указания по безопасному их выполнению. Приведены контрольные вопросы для самопроверки, литература.
Издание 2-е, переработанное и дополненное.
Для студентов специальностей ПГС, ТСК, ТГВ, ГСХ, ВК.
Составители: Зайцев Е.И., доц.
Назим Я.В., доц.
Бусько М.В., асс.
Ответственный за выпуск: Зайцев Е.И., доц.
Рецензенты: Губанов В.В., доц.
Живченко В.С., доц.
Предисловие
От качества сварных соединений в значительной степени зависят надежность и долговечность как отдельных конструкций, так и всего сооружения в целом.
Некачественно выполненные сварные соединения в ряде случаев могут привести к остановке целых производств, а также к крупным авариям. Поэтому качеству сварочных работ и их контролю следует уделять очень большое внимание.
На заводах по изготовлению металлоконструкций уже сложилась определенная и четкая форма организации контроля сварочных работ, позволяющая со сравнительно небольшими затратами производить контроль сварных конструкций на всех этапах их изготовления.
По сравнению с ними строительно-монтажные организации характеризуются рядом факторов, затрудняющих организацию контроля сварочных работ и отрицательно влияющих на качество контроля. Это вызвано разбросанностью строительно-монтажных подразделений; проведением сварочных работ в самых различных пространственных положениях; проведением работ в любое время года и в недостроенных сооружениях.
Поэтому это требует для контроля специальной аппаратуры, мобильной и легко доставляемой в различные места.
В настоящей части приводятся основные сведения о дефектах, методах и этапах контроля качества сварных швов и соединений.
Приведены вопросы для самоконтроля.
В прилагаемом списке литературы упомянуты источники, не приведенные в других частях конспекта лекций.
16. Контроль качества сварных соединений
16.1. Дефекты сварных соединений
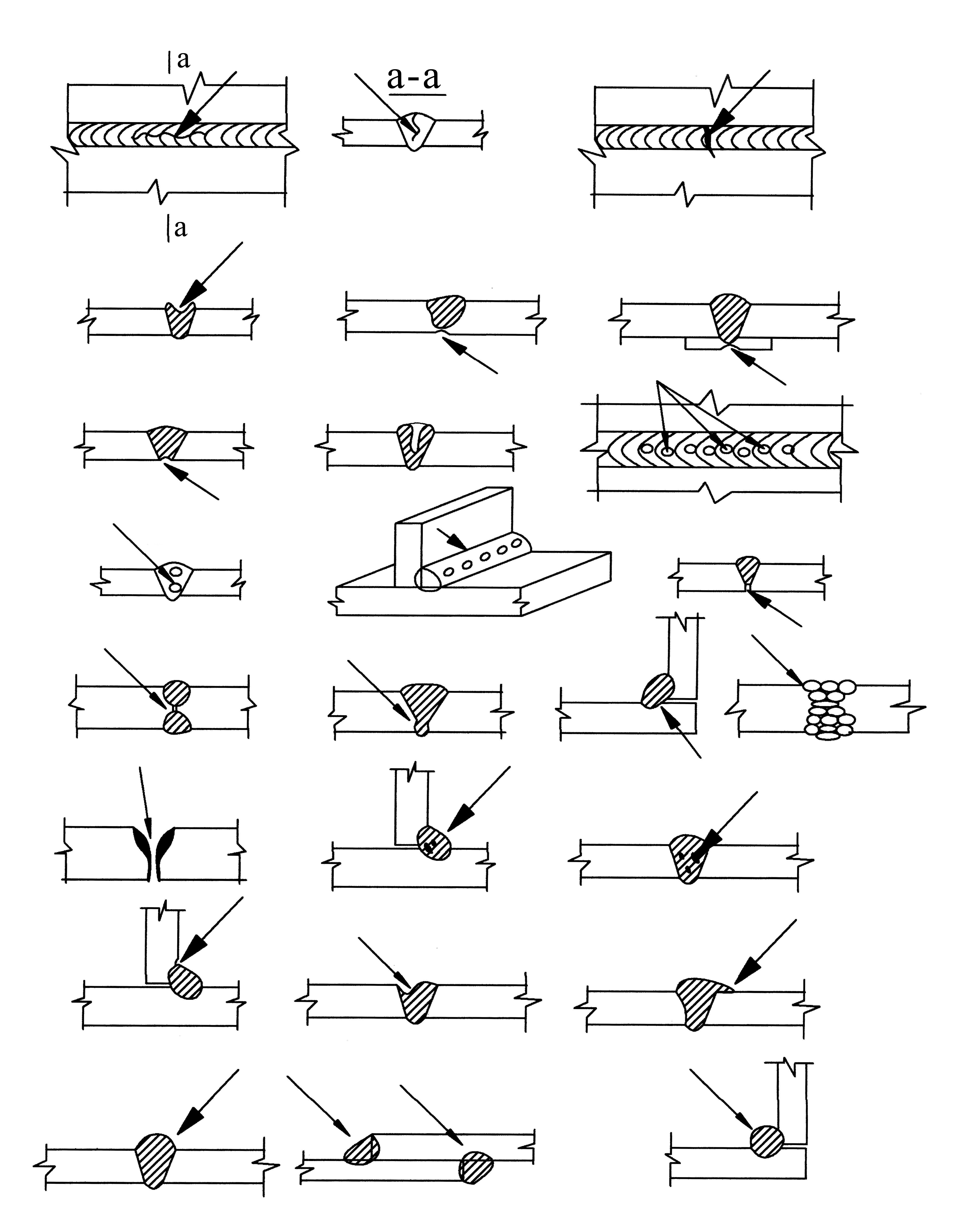
Различают внешние и внутренние дефекты сварных соединений. К внешним дефектам относятся: подрезы, прожоги, перерывы в шве, наплывы, незаваренные кратеры, поверхностная пористость, неметаллические включения на поверхности шва, поверхностные трещины, свищи, усадочные раковины, утяжины, вогнутость корня шва, дефекты формы шва и др.
Внутренние дефекты - это непровары, пористость, неметаллические и металлические включения, трещины.
Сварочные дефекты классифицируют и по другим признакам: по величине - мелкие, средние, крупные; по форме и остроте - протяженные, плоские, объемные, с надрезом, округлые и др.
Таким образом, под сварочным дефектом понимают те допустимые и недопустимые несплошности и пороки, которые образуются в металле шва, зоне сплавления и основном металле при сварке.
Термины и определения приведены в ГОСТ 19232-73. Виды и характеристика дефектов согласно этого ГОСТа.
Трещина сварного соединения (трещина) - дефект в виде разрыва в сварном шве и (или) прилегающих к нему зонах.
Продольная трещина сварного соединения (рис. 16.1, а).
Поперечная трещина сварного соединения (рис. 16.1, б).
Разветвленная трещина сварного соединения.
Микротрещина сварного соединения - трещина, обнаруживаемая при увеличении >50.
Сетка трещин на сварном соединении.
Усадочная раковина сварного шва - дефект в виде полости, образовавшейся в результате усадки металла сварного шва при затвердевании (рис. 16.1, в).
Утяжина сварного шва - дефект в виде углубления на поверхности обратной стороны сварного соединения в неполностью проплавленном основном металле (рис. 16.1, г) или остающейся подкладке вследствие усадки металла одностороннего сварного шва (рис. 16.1, д).
 а)
б)
а)
б)
в) г) д)
е) ж) и)
к) л) м)
н) о)
п) р)
с)
Рис. 16.1. Дефекты соединений выполненных дуговой сваркой (начало; продолжение см. след стр.)
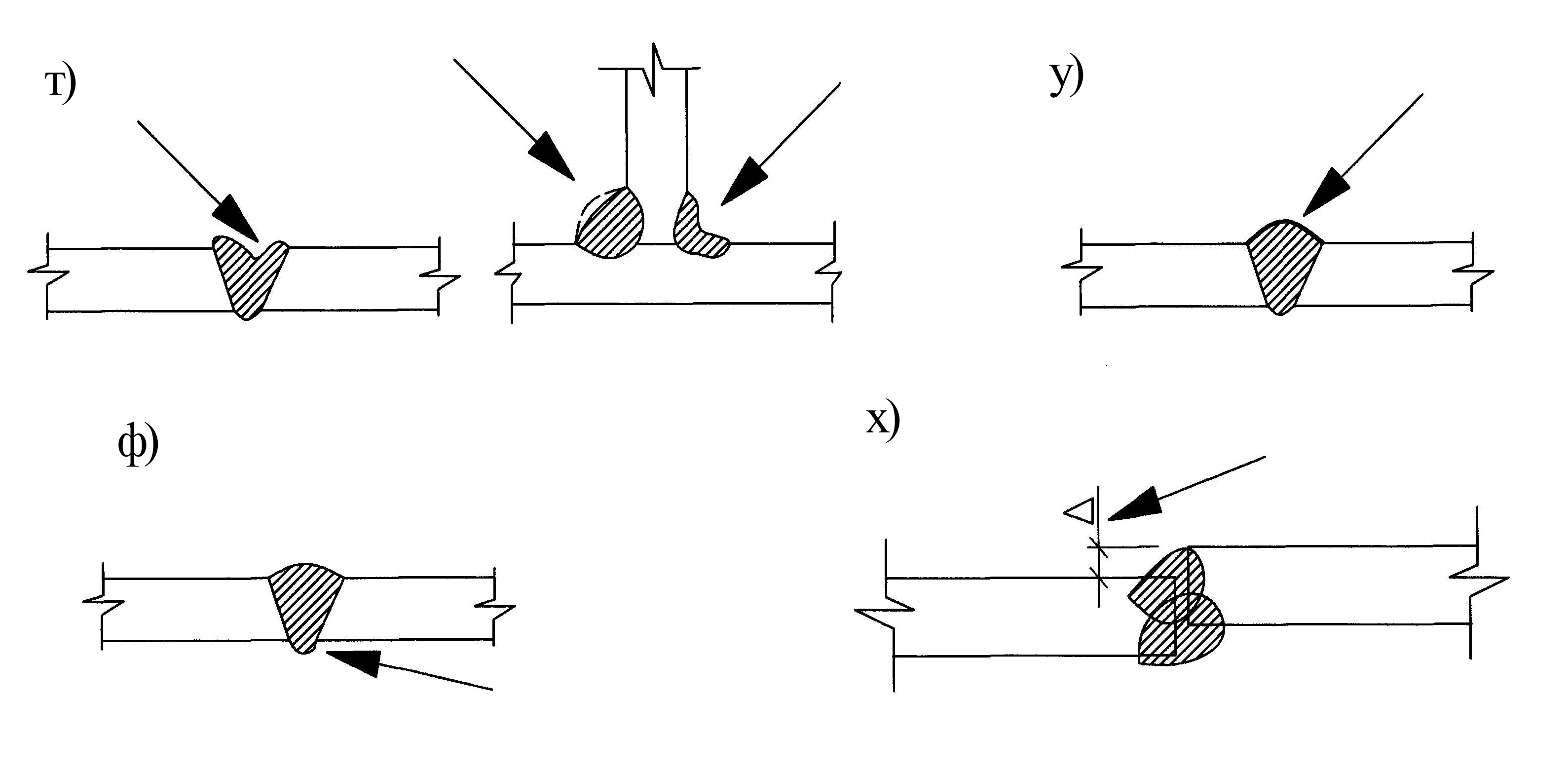
Рис. 16.1. Дефекты соединений, выполненных дуговой сваркой
а – трещина продольная; б – трещина поперечная; в – усадочная раковина; г – утяжина; д – утяжина; е – вогнутость корня шва; ж – свищ; и – поверхностная пора; к – внутренние поры; л – цепочка пор; м – непровар; н – прожог; о – шлаковое включение; п – подрез; р – наплыв; с – превышение усиления; т – занижение размера шва; у – неплавное сопряжение; ф – превышение проплава; х – смещение кромок.
Вогнутость корня – дефект в виде углубления на поверхности обратной стороны одностороннего сварного шва (рис. 16.1, е).
Свищ сварного шва – дефект в виде несквозного углубления сварного шва (рис. 16.1, ж).
Пора сварного шва – дефект сварного шва в виде полости округлой формы, заполненной газом.
Поверхностная пора сварного шва (рис. 16.1, и).
Внутренняя пора сварного шва (рис. 16.1, к).
Цепочка пор сварного шва (рис. 16.1, л).
Непровар – дефект в виде местного несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков (рис. 16.1, м).
16. Прожог сварного шва – дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания сварочной ванны (рис. 16.1, н).
17. Неметаллическое включение сварного шва – дефект в виде неметаллической частицы в металле шва.
18-21. - Разновидности неметаллических включений.
Шлаковое включение сварного шва (рис. 16.1, о).
Флюсовое включение сварного шва.
Окисное включение сварного шва.
Сульфидное включение сварного шва.
Металлическое включение сварного шва – дефект в виде частицы инородного металла в металле шва.
Вольфрамовое включение сварного шва.
Брызги металла – дефект в виде затвердевших капель металла на поверхности сварного соединения.
Поверхностное окисление сварного соединения – дефект в виде окалины, пленки окисла или цветов побежалости на поверхности сварного соединения.
Подрез зоны сплавления – дефект в виде углубления на основном металле вдоль линии сплавления сварного шва с основным металлом (рис. 16.1, п).
Наплыв на сварном соединении – дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним (рис. 16.1, р).
Превышение усиления сварного шва (рис. 16.1, с).
Занижение размеров сечения сварного шва (рис. 16.1, т).
Неплавное сопряжение сварного шва (рис. 16.1, у).
Превышение проплава (рис. 16.1, ф).
Смещение сварных кромок – дефект в виде несовпадения сварных кромок по высоте из-за некачественной сборки сварного соединения (рис. 16.1, х).