

Упруго-пластичные свойства бумаги
Процесс взаимодействия бумаги с краской
происходит под давлением. Всякое
изменение формы тела под действием
внешних сил называется деформацией.
Все виды деформации делятся на обратимые
(упругие) и необратимые (пластичные).
При обратимой деформации после устранения
действия внешних сил тело восстанавливает
свою первоначальную форму (упругие
тела), если при снятии нагрузки тело
сохраняет приобретенную форму, то такие
тела называются пластичными. Бумага
обладает упруго-пластичнымисвойствами:


упругая пластичная

упруго-пластичная деформация
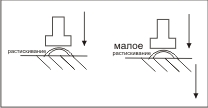
Как видно из последнего графика, бумага после снятия нагрузки способна лишь частично восстанавливать свои размеры. Если бы бумага не обладала упруго-пластичными свойствами, то при высокой печати происходило бы значительное растискивание. При офсетной печати упруго-пластичные свойства бумаги особого значения не имеют, так как упругие свойства резинотканевого полотна на офсетном цилиндре компенсируют недостатки деформационных свойств бумаги.
При приложении постоянной нагрузки величина остаточной деформации сжатия может достигать 25-35 %, а удлинение 2-3 %.
Взаимодействие бумаги и жидкости

Три стадии:
1) первая связана со смачиванием: краска в зависимости от своей природы может смачивать и не смачивать запечатываемую поверхность. Смачивание характеризуется краевым углом смачивания, который определяется касательной, проведенной к поверхности раздела «жидкость – твердое тело». Если угол меньше 90 градусов, то смачивает, меньше – не смачивает. В том случае, если жидкость смачивает поверхность, то жидкость лучше закрепляется на поверхности и не может с нее стечь.
2) вторая стадия – впитывание краски в поры и капилляры бумаги. Так как краска представляет собой сложную дисперсионную (жидкую) фазу, в которой распределены твердые частички пигмента, то происходит фильтрация жидкости через слой пигмента. Величина впитывания пропорциональна пористости бумаги, давлению краски и обратно-пропорциональна вязкости краски и толщине бумаги.
3) относятся процесс взаимодействия жидкости и бумаги. При нанесении жидкости на бумагу происходит изменение деформационных свойств бумаги. При этом, в основном, наблюдается рост пластичной деформации. То есть размеры бумаги изменяются. При многокрасочной печати на стадии сушки наблюдается явление контракции – сжатие бумаги меньше первоначальных размеров. В результате может наблюдаться явление неприводности красок (растровая точка не попадает в заданное место).
Все эти три стадии по-разному влияют на качество печати и в основном обусловлены свойствами бумаги. Ряд дефектов печати обусловлен тем, что бумага не годится для данной краски, поэтому единственным решением является замена бумаги в процессе печати.
Лекция 8
26.03.2012
Влияние композиции бумаги на ее печатные свойства
В странах СНГ все виды бумаг по композиционному составу принято различать по номерам. Бумаги классифицируются от номера 1 до номера 3.
Бумага №1 – изделия длительного срока службы (50лет и более).
№2 – среднего срока службы.
№3 – малого срока службы.
В состав бумаги №1 входит 100% беленой целлюлозы.
№2 – 50% беленой целлюлозы и 50% белой древесной массы.
№3 – 40% сульфитной небеленой целлюлозы и 60% белой древесной массы.
Древесная масса в бумажной композиции улучшает некоторые печатные свойства бумаги: мягкость, пористость, снижение отмарывания.
В то же время древесная масса снижает белизну, гладкость и долговечность бумаги.
В последние годы количество хвойной древесины в Европе резко сократилось. Для производства стали использовать древесину лиственных пород (береза, осина). Бумага, полученная из целлюлозы лиственных пород обладает более низкими качествами, чем бумага, полученная из древесины хвойных пород. Но если использовать в композиции бумаги совместно целлюлозу из хвойных и лиственных пород, то качество такой бумаги может быть даже выше, чем у бумаги, изготовленной только из хвойных пород. Это связано с тем, что короткие волокна лиственной целлюлозы заполняют промежутки между более длинными волокнами хвойной целлюлозы и тем самым увеличивают гладкость бумаги.
Печатные свойства бумаги и методы их контроля
К печатным свойствам бумаги относят:
гладкость;
мягкость;
впитывающая способность по отношению к краскам;
сопротивление к выщипыванию;
пылимость;
изменение линейной деформации под действием влаги;
однородность всех показателей бумаги по ее площади.
Под ГЛАДКОСТЬЮ понимают сомкнутость (сплошность) поверхности бумаги.
В большинстве современных методов печати используют растровый способ подготовки печатных форм, то есть полутона передаются в виде точек. При использовании бумаги с низкой гладкостью (шероховатостью) часть растровых точек теряется, что приводит к искажению изображения.
При недостаточной гладкости приходится увеличивать давление либо увеличивать количество подаваемой краски. В результате может происходить забивание ПФ, пробивание отпечатка, заплывание точек друг на друга и отмарывание.
При офсетной печати гладкость бумаги особого значения не имеет, так как все неровности можно компенсировать упругостью резино-офсетной пластины. Наибольшее значение гладкость имеет в глубокой печати.
Наиболее высокие требования по гладкости предъявляют к бумаге для глубокой печати. Это связано с тем, что переход краски из углублений ПФ невозможен без плотного прилегания бумаги ко всем точкам формы.
Существует три метода определения гладкости:
по первому способу специально подготовленный мел наносят на стандартную поверхность листа, а затем удаляют его. После этого определяют количество мела, которое осталось на бумаге. Чем больше мела осталось на бумаге, тем ниже гладкость (метод Кларка).
определяют время, за которое стандартное количество воздуха пройдет между поверхностью бумаги и отшлифованной пластиной (в секундах);
Определяют скорость, с которой количество воздуха пройдет между бумагой и металлическим отшлифованным кольцом:
Стандартное значение гладкости для полиграфической бумаги 30-2000 с.
Истинное значение шероховатости можно получить, используя профилОметр. Луч лазера от профилометра отражается от шероховатой поверхности, попадает в приемник, а на экране фиксируют истинное значение шероховатости.
Даже если поверхность имеет недостаточную гладкость, то, чем мягче бумага, тем легче достичь эффективного контакта между бумагой и ПФ.
МЯГКОСТЬ бумаги определяется ее сжимаемостью, то есть упруго-пластичными свойствами.
При офсетной печати бумага получает дополнительную мягкость, так как увлажнение способствует сжимаемости бумаги.
Важный показатель, определяющий способность краски к закреплению – ВПИТЫВАЮЩАЯ СПОСОБНОСТЬ.
Если впитывающая способность бумаги незначительна, то замедляется время высыхания краски и происходит отмарывание бумаги.
Очень высокая пористость способствует переходу краски на обратную сторону листа. При этом, лишившись связующего, цветной пигмент может осыпаться.
В основу определения впитывающей способности положено определение времени впитывания связующего, растворенного в ____________. Для этого раствор краски наносят на бумагу и определяется время исчезновения зеркала раствора.
При использовании вязких или липких красок, а так же в случае слабого сцепления волокон на поверхности бумаги наблюдается отрыв краски вместе с бумажной основой. Для мелованной бумаги ВЫЩИПЫВАНИЕ может проявляться в отрыве покрытия без нарушения поверхности основы.
Существует несколько способов определения выщипывания:
По первому способу определяется усилие, которое необходимо приложить к приклеенной к бумаге латунной пластине.
По второму способу используют специально откалиброванные восковые палочки. Восковую палочку расплавляют в пламени спиртовки, прикладывают к поверхности бумаги, дожидаются охлаждения, а затем резким движением отрывают. Номер восковой палочки, при которой бумага выдержала испытание, принимают за меру прочности поверхности бумаги.
По третьему способу сопротивление выщипыванию определяют на пробопечатном утройстве. При помощи него запечатывают полоску бумаги со всевозрастающей скоростью. По началу повреждения бумаги определяют скорость, которая является мерой сопротивления к выщипыванию.
ПЫЛИМОСТЬ
Метод определения пылимости основан на отделении пылинок с поверхности бумаги и удержании их на резине специального валика. Приставшие к резине пылинки подсчитываются при помощи увеличительного стекла.
СТЕПЕНЬ ЛИНЕЙНОЙ ДЕФОРМАЦИИ БУМАГИ ПРИ УВЛАЖНЕНИИ – величин, которая характеризует изменения линейных размеров образца в 2-х перпендикулярных направлениях под действием воды. Этот показатель наиболее важен при офсетной печати, когда бумагу по несколько раз пропускают через машину, то есть повторяются процессы увлажнения – сушки. В результате могут измениться линейные размеры листа, и такое изменение вызовет несовмещение красок.
Степень линейной деформации определяют в процентах как сокращение размеров увлажненного листа после высушивания к размеру сухого листа. Измерение проводят в 2-х перпендикулярных направлениях.