

Связующие
Связующие – это жидкая фаза красок, состоящая из различных полимерных смол, растворителей и добавок. В некоторых случаях растворители могут отсутствовать. А вместо смол могут использоваться МОНОМЕРЫ или ОЛИГОМЕРЫ. Связующие придают краскам печатные свойства, а это значит, что они способны раскатываться валиками в тонкий равномерный слой, наноситься на печатную форму, переходить с печатной формы на запечатываемую поверхность и закрепляться на ней.
Требования, предъявляемые к связующим:
обеспечить прочное закрепление пигмента на оттиске;
хорошо смачивать пигмент, иметь достаточную вязкость и липкость;
не реагировать с пигментом и материалом печатной формы;
быть прозрачным!;
быть по возможности безвредным.
Главной функцией связующего является ЗАКРЕПЛЕНИЕ пигмента на оттисках, которое может достигаться:
а) за счет химического пленкообразования;
б) за счет отделения и впитывания нелетучего растворителя при нанесении краски на впитывающую поверхность;
в) за счет испарения летучего растворителя;
г) за счет изменение соотношения растворитель – осадитель;
д) за счет применения термоплавкого связующего.
Химическое пленкообразование.
Характерно для мономеров и олигомеров, которые способны полимеризоваться под действием кислорода воздуха или ультрафиолетового облучения. К таким веществам относятся: ЛЬНЯНОЕ МАСЛО, ОЛИФА, АЛКИДНЫЕ СМОЛЫ.
Льняное масло – сложный эфир глицерина и непредельных (содержащих 2 или более двойных связей) органических кислот. На практике льняное масло используется редко, так как скорость высыхания краски, приготовленной на нем невысокая. Льняное масло используется в качестве разбавителя липких и вязких красок.
Олифа – продукт варки льняного масла при повышенных температурах в присутствии кислорода воздуха. Скорость закрепления краски на олифе уже приемлема, но еще большей скоростью закрепления обладает модифицированная олифа, которую обрабатывают полиэфиром и получают алкидную смолу.
Во всех трех случаях для ускорения реакции полимеризации (пленкообразование) используют сиккативы – катализаторы, ускоряющие пленкообразование. Сиккативы – это соли органических кислот и марганца или кобальта. Количество сиккатива в краске как правило не превышает 1-2 %.
Вторая группа веществ, которые способны к пленкообразованию под действием ультрафиолетового света, относятся к производным АКРИЛОВОЙ КИСЛОТЫ. Эти вещества способны к образованию пленки за считанные доли секунды. Но они дорогие, способны к самовоспламенению, токсичные (вызывают онкологию), а при использовании ультрафиолетового света выделяется повышенное содержание озона, что приводит к вредным условиям труда в цеху. Сам процесс носит название фотополимеризации.
Закрепление в результате впитывания.
В отличие от химического пленкообразования, в котором полимер образовывался в результате реакции полимеризации, во всех прочих случаях закрепления связующего используется уже готовый полимер в соответствующем растворителе или без него. Непременным условием закрепления полимера в результате впитывания является использование пористого впитывающего материала – бумага, картон, вспененные полимерные продукты.
ЛК
16.10.12
ЛК
30.10.12
Евгений Семенович Москалик
147(9) ауд. рядом с деканатом, одна или две двери от деканата.
Примерный состав связующего: полимерная смола (30%), смесь олифы и минерального масла (70%).
Связующие, закрепляющиеся в результате испарения растворителя.
Связующее представляет собой раствор полимера в легко летучем растворителе. При испарении растворителя концентрация полимера возрастает, краска загустевает и полимер закрепляется. Часть растворителя всегда остается в полимере, и поэтому окончательное досушивание происходит на складе. Этот способ наиболее пригоден при печати на поверхности невпитывающего материала (стекло, полимерные пленки, жесть).
В качестве растворителя используют ТОЛУОЛ, ЭТАНОЛ, СЛОЖНЫЕ ЭФИРЫ (этилацетат), ТЕТРАЛИН, БЕНЗИН.
Испарение летучих растворителей создает вредные условия для персонала, загрязняет окружающую среду. Кроме того, они пожаро- и взрывоопасны. Как правило, в композиции используют не один, а два-три растворителя.
Примерный состав такого связующего: полимерная смола (30%), растворитель 1 (10%), растворитель 2 (60%).
Закрепление в результате изменения соотношения растворитель - осадитель.
Еще лучше эффект закрепления получают, когда используют раствор полимерной смолы в смеси двух растворителей: «хорошего» и «плохого» растворителя. Под «плохим» растворителям понимают растворитель, который не растворяет полимер при данной температуре. Увеличение доли такого растворителя в смеси приводит к осаждению полимера. В зависимости от технологии используют различные приемы изменения соотношения растворитель - осадитель. Примерный состав растворителя: полимерная смола (30%), дипропиленгликоль (гликоль – 60%), вода (10%). При увеличении доли воды выше 12 % происходит мгновенное закрепление полимера.
Использование термоплавкого связующего.
Используют так называемые термоплавкие смолы – полимерная смола, которая способна течь при температуре около 100 градусов. Краска с термоплавкой смолой похожа на пластилин, то есть в связующее вкраплен пигмент. Перед печатью смолу расплавляют в красочном ящике и через разогретую раскатно-накатную систему и разогретую печатную форму наносят на запечатываемую поверхность. На оттиске такая краска охлаждается и мгновенно закрепляется. В качестве дешевого термоплавкого связующего используют воск и парафин. Туда же добавляют небольшое количество олифы.
Недостаток такого способа заключается в необходимости поддерживать высокую температуру в раскатно-накатной системе и на печатной форме.
….пропуск….
Изготовление печатных красок Оборудование.
Изготовление печатной краски заключается в смешении связующего с пигментом, при котором должно происходить уменьшение размера пигмента и равномерное его распространение в связующем. Технологические схемы производства красок зависят от вида и назначения краски. А так же от вида пигмента. Большинство пигментов – порошки с размером до 10-15 мкм. Дальнейшее уменьшение размера пигментов возможно в момент диспергирования пигмента и связующего. Такая операция называется ПЕРЕТИР.
Уменьшение размера происходит вследствие взаимного трения частиц пигмента.
Контроль за качеством перетира ведут при помощи прибора – клин. Прибор клин представляет собой параллелепипед (железную болванку), в котором имеется выемка в форме клина, которая начиная с глубины 100 мкм постепенно переходит на нет. Краску прогоняют специальным ножом (ракель) по клину. При этом грубые частицы, размер которых превышает глубину выемки, выступает над поверхностью. По шкале прибора отмечают глубину того места, где появилась основная масса грубых частиц.
Кроме этого метода используют методы ситового анализа, микроскопический метод.
При приготовлении красок с высокой вязкостью применяют трехвалковую мельницу:

Валы краску не раздавливают. Валы движутся со скоростью V1 V2 V3 соответственно. Перетираются слои краски между собой. Замес – это типа краска, а не какой-то ящик.
Машина состоит из трех металлических валов, которые вращаются навстречу друг другу. Скорость вращения валов возрастает от первого к третьему. В следствие этого в зазоре возникает градиент скоростей, разные слои замеса движутся с неодинаковой скоростью относительно друг друга, что и вызывает растирание. При выходе из зазора одна часть краски остается на поверхности предыдущего вала, вторая попадает на следующий вал. С последнего вала краску снимает специальный нож. Так как при перетире выделяется большое количество тепла, то внутрь валов подают воду для охлаждения.
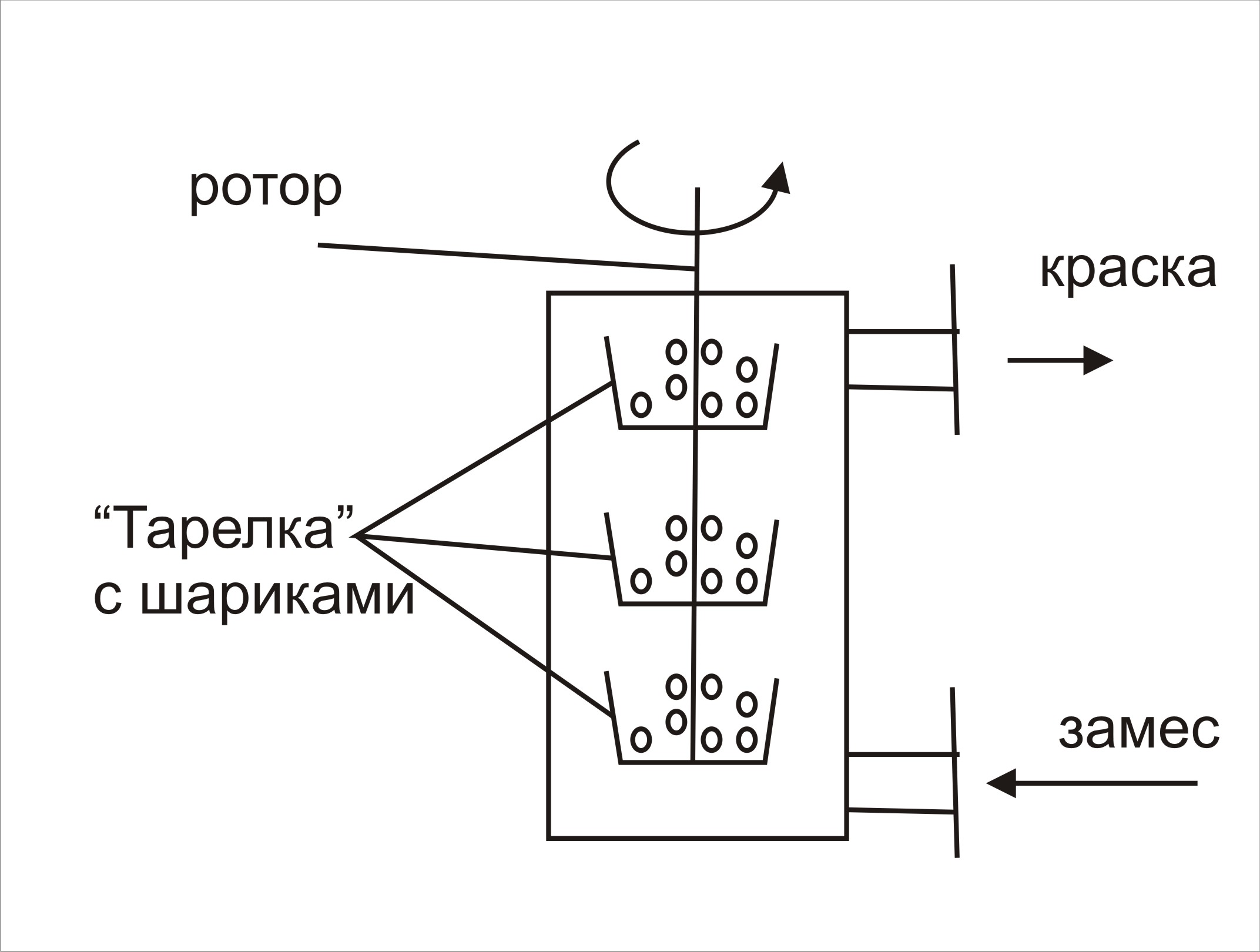
Для изготовления маловязких красок используют бисерную мельницу.
ЛК
Бисерная мельница состоит из корпуса, внутри которого расположен вертикальный ротор. Ротор снабжен рядом дисков с бортами (тарелки). В тарелки укладывают мелкие шарики из стекла или другого материала. Размер шариков от 0,5 до 5 мм. Бисерные мельницы имеют рубашки для охлаждения. Размол происходит не из-за того, что шарики бьют по пигменту, пигмент в 100 раз меньше, чем диаметр шарика. Просто шарики, вращаясь, создают вокруг себя турбулентное вращение, а шарики разного размера – разное вращение. Возникает градиент и частички друг о друга трутся. Происходит операция ПЕРЕТИР.
Кроме мельниц для приготовления красок используют и другое оборудование: барабанные мельницы, дисольверы (быстроходные турбины), ультразвуковые диспергаторы, электромагнитные диспергаторы.