

1.6. Допуски на отклонение формы, расположение и шероховатость поверхности.
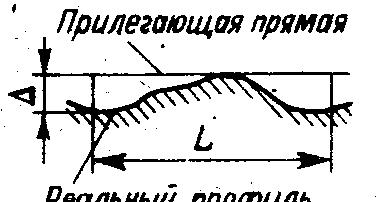
Для получения оптимального качества изделий необходимо нормировать и контролировать не только точность линейных и угловых размеров, но и точность формы и расположения поверхностей деталей. Отклонения формы, а часто и расположения поверхностей оценивают наибольшим отклонением Δ. Допуск формы и расположения обозначается буквой Т, L – длина нормируемого участка.
В основу нормирования и количественной оценки отклонений формы и расположения поверхностей положен принцип прилегающих прямых, поверхностей и профилей. Профиль поверхности – линия пересечения поверхности с плоскостью (обычно перпендикулярно к поверхности) или с заданной поверхностью.
Прилегающая прямая - это прямая, соприкасающаяся с реальным профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реального профиля в пределах нормируемого участка имело минимальное значение (рис.20 а ). При измерении прилегающей поверхностью служит рабочая поверхность лекальных линеек.
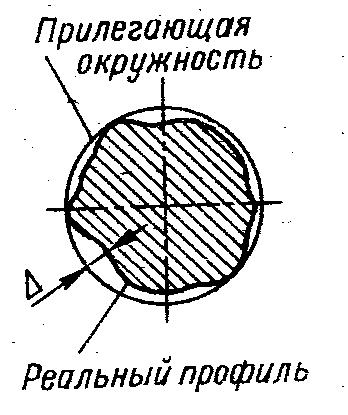
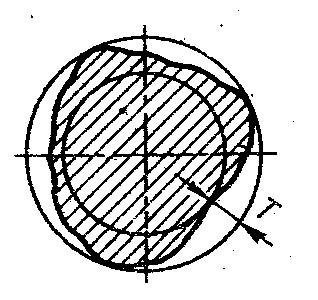
Прилегающая окружность - это окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения (рис. ), или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис.20 б ). При измерении прилегающей поверхностью служит рабочая поверхность регулируемого кольца, диаметр которого равен диаметру прилегающей окружности.
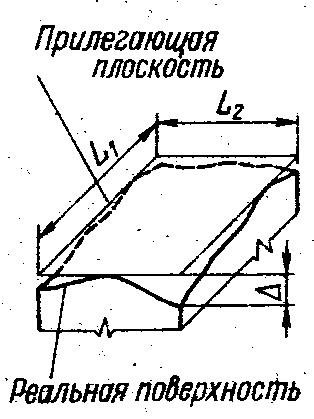
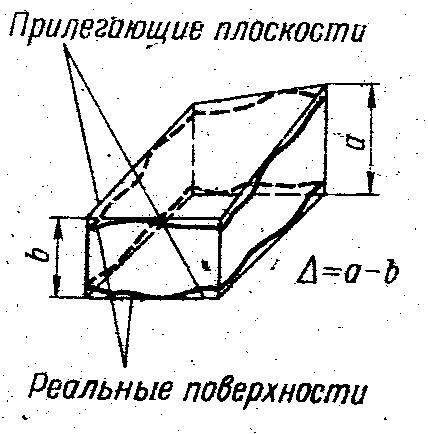
Прилегающая плоскость - это плоскость, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение (рис.20 в). При измерении прилегающими поверхностями служат рабочие поверхности контрольных плит, стеклянные интерференционные пластины.
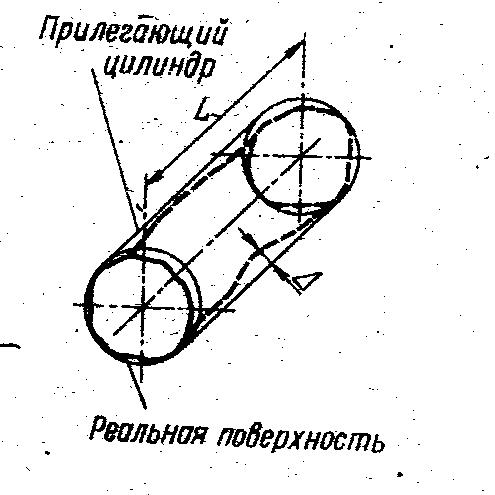
Прилегающий цилиндр - это цилиндр минимального диметра, описанный вокруг реальной наружной цилиндрической поверхности, или максимального диаметра, вписанный в реальную внутреннюю поверхность (рис.20 г).
Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором.
а б в г
рис.20
Отклонением формы называют отклонение формы реальной поверхности от формы номинальной поверхности.
Номинальная поверхность - идеальная поверхность, форма которой задана чертежом или другой технической документацией.
Отклонением расположения называют отклонение реальной поверхности (ось, плоскость симметрии) от номинального расположения поверхности без учёта отклонений формы. Для этого реальные поверхности заменяют прилегающими. Номинальное расположение определяется номинальными линейными и угловыми размерами от базовой поверхности.
Базовая поверхность – это элемент детали (поверхность, ось, точка), по отношению к которому задан допуск расположения.
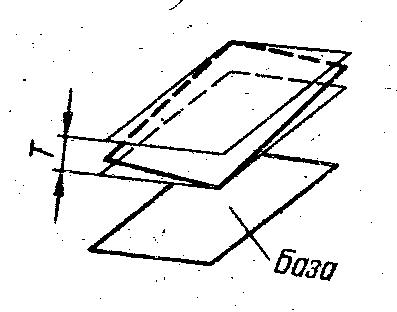
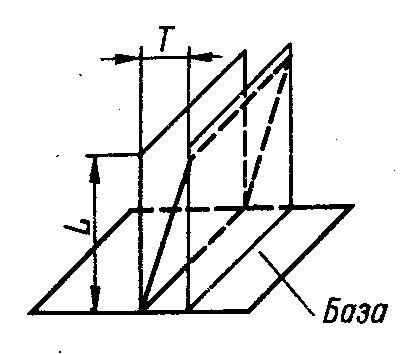
В качестве примера на рис.21 показано отклонение расположения (а - отклонение от параллельности, б - отклонение от перпендикулярности).
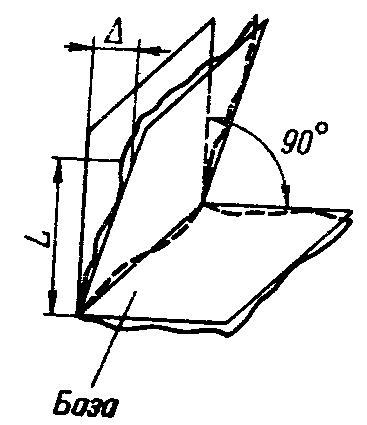
а б
рис.21
Допуск формы от прилегающей поверхности уходит в «тело детали» (рис.22 ), допуск расположения считают от номинального расположения (рис.22 ).
а б
в г д
рис.22
Суммарные отклонения и допуски формы и расположения поверхностей.
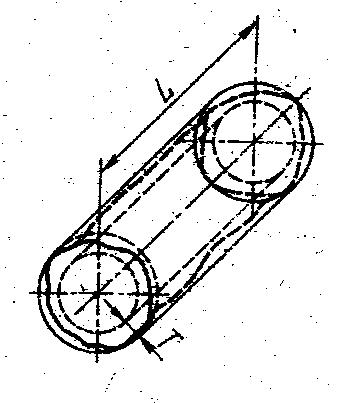
Радиальное биение поверхности вращения относительно базовой оси является результатом совместного проявления отклонения от круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси. Оно равно разности наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении, перпендикулярном этой оси (Δ1 рис. 23 а).
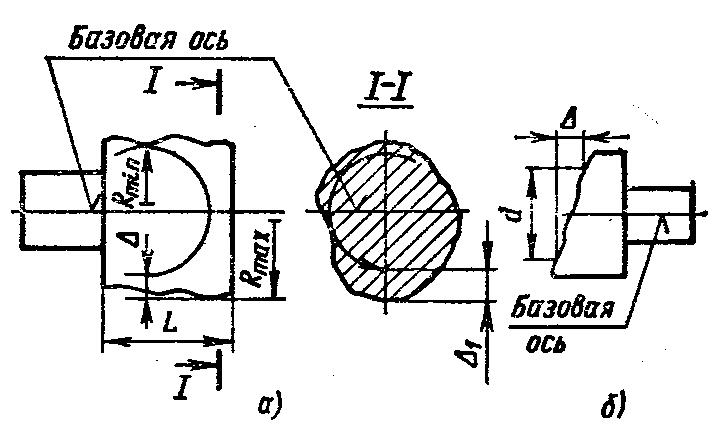
рис.23
Если определяется разность наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормированного уистка L до базовой оси, то находят полное радиальное биение Δ = Rmax - Rmin; оно является результатом совместного проявления отклонения от цилиндричности поверхности и отклонения от ее соосности относительно базовой оси (рис. 23 а).
Торцовое биение (полное) - разность Δ наибольшего и наименьшего расстояния от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси; оно является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности и отклонения от ее перпендикулярности относительно базовой оси. Торцовое биение иногда определяют в сечении торцовой поверхности цилиндром заданного диаметра d (Δ на рис. 23 б).
Допуски расположения или формы, устанавливаемые для валов или отверстий, могут быть зависимыми и независимыми. 3ависимым называют переменный допуск расположения или формы, минимальное значение которого указывается в чертеже или технических требованиях и которое допускается превышать на величину, соответствующую отклонению действительного размера поверхности детали от проходного предела (наибольшего предельного размера вала или наименьшего предельного размера отверстия). Зависимые допуски расположения назначают главным образом в случаях, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям (рис.24). Зависимые допуски обычно контролируют комплексными калибрами, являющимися прототипами сопрягаемых деталей.
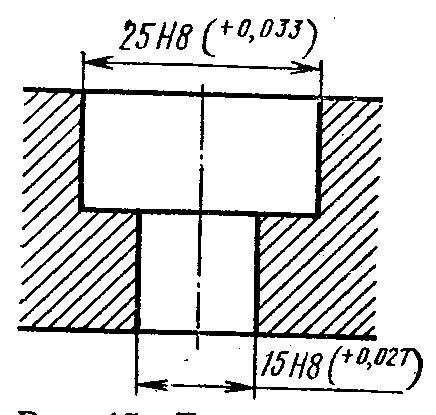
рис.24
Допустим, что допуск на отклонение от соосности размеров детали (рис.24) установлен 0,05 мм, но при выполнении отверстий с наибольшими предельными размерами (25,033 и 15,027) суммарный зазор в сопряжении с контрдеталью увеличивается в сравнении с минимальным значением на величину 0,06 мм (0,033+0,027). В этом случае может быть допущена дополнительная часть допуска на отклонение от соосности, равная половине увеличенного зазора, т. е. 0,03 мм, и допустимое отклонение от соосности составит 0,08 мм (0,05 + 0,03). Собираемость деталей не нарушится.
Независимым называют допуск расположения (формы), числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данному чертежу, и не зависит от действительных размеров рассматриваемых поверхностей.
Числовые значения допусков формы и расположения поверхностей. Для каждого вида допуска формы и расположения поверхностей установлено 16 степеней точности. В зависимости от соотношения между допуском размера и допусками формы или расположения устанавливают следующие уровни относительной геометрической точности: А - нормальная относительная геометрическая точность (допуски формы или расположения составляют примерно 60 % допуска размера); В - повышенная относительная геометрическая точность (допуски формы или расположения составляют примерно 40 % допуска размера); С - высокая относительная геометрическая точность (допуски формы или расположения составляют примерно 25 % допуска размера).
Допуски формы цилиндрических поверхностей, соответствующие уровням А, В и С, составляют примерно 30, 20 и 12 % допуска размера, так как допуск формы ограничивает отклонение радиуса, а допуск размера - отклонение диаметра поверхности.
Допуски формы и расположения можно ограничивать полем допуска размера. Допуски формы и расположения указывают только, когда по функциональным или технологическим причинам они должны быть меньше допусков размера или неуказанных допусков по ГОСТ.
Шероховатостью поверхности называют совокупность неровностей с относительно малыми шагами на базовой длине l, образующих рельеф поверхности.
Базовой длиной называют длину участка измерения и количественного определения шероховатости поверхности. Ее протяженность при этом устанавливается такой величины, чтобы при изменении высотных параметров по возможности не накладывалось влияние волнистости поверхности.
Величина шероховатости измеряется в сечении, нормальном к номинальной поверхности данного элемента детали, в направлении, при котором она имеет наибольшее значение (обычно поперек следов обработки). В других случаях направление сечения должно быть специально оговорено.
Представление о реальном профиле шероховатой поверхности дают профилограммы, получаемые на различного типа профилографах. Ниже показана схема профилограммы (рис.25).
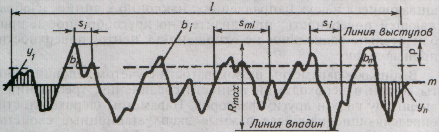
рис.25
Базой для отсчёта
отклонений профиля служит средняя
линия профиля, которая проводится так,
что в пределах базовой длины среднее
квадратическое отклонение профиля до
этой ли
Шероховатость поверхности оценивают рядом параметров. Основные из них.