

Тема 1.2 Система допусков и посадок гладких соединений.
Системой допусков и посадок называют комплекс рядов допусков и посадок, созданный на основе теоретических исследований и обобщения опыта проектирования, изготовления и эксплуатации изделий. Стандартные системы допусков и посадок разработаны для различных типовых соединений деталей машин и приборов. Они обеспечивают взаимозаменяемость в машино- и приборостроении; создают условия для стандартизации конечной продукции, комплектующих изделий, режущего инструмента и калибров; способствуют повышению качества продукции. В настоящее время используется ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП).
На основе исследований
и систематизации опыта механической
обработки цилиндрических деталей из
металлов с размерами от 1 до 500 мм было
установлено, что погрешность их
изготовления ∆ (рассеяние действительных
размеров) в одинаковых технологических
условиях меняется в зависимости от
диаметра D
деталей по закону
параболы:
![]() ,
где х изменяется в пределах от 2,5 до
3,5; коэффициент С для
шлифованных валов близок к 0,005, а для
отверстий - к 0,008.
,
где х изменяется в пределах от 2,5 до
3,5; коэффициент С для
шлифованных валов близок к 0,005, а для
отверстий - к 0,008.
Для построения системы допусков устанавливают единицу допуска i. которая, отражая влияние технологических, конструктивных, метрологических факторов, выражает зависимость допуска от номинального размера (является мерой точности и используется для измерения величины допуска). Следовательно, точность размера тем выше, чем меньшее число единиц допуска содержит его допуск.
Единицу допуска определяют
по формулам. Например в системе ISO
и ЕСДП для размеров 1-500 мм
![]() Обратите внимание на схожесть формул
и
Обратите внимание на схожесть формул
и
![]() .
Член 0,001D
учитывает погрешность измерения.
.
Член 0,001D
учитывает погрешность измерения.
Квалитет (от немецкого Qualitat - качество) - это степень точности. Всего в ЕСДП предусмотрено 19 квалитетов, обозначаемых порядковым номером, возрастающим с увеличением допуска: 01, 0, 1, 2, 3,..., 17 (номера 01 и 0 соответствуют двум наиболее точным квалитетам, введенным в систему ИСО после введения 1-го квалитета). Сокращенно допуск по одному из квалитетов обозначают латинскими буквами IT (от англ. Interneishenl tolerance - международный допуск) и номером квалитета, например IT9 — допуск по 9-му квалитету.
Допуск выражается определенным, постоянным для данного квалитета числом единиц допуска (указанном в соответствующем ГОСТе) - а; Т = iа (для размеров до 500 мм).
Начиная с пятого квалитета, допуски при переходе к следующему более грубому квалитету увеличиваются на 60%. Через каждые пять квалитетов допуски возрастают примерно в 10 раз. Это позволяет развить систему в сторону более грубых квалитетов, например IT18 = 10 IT13; IT19 = 10 IT14.
Квалитеты 01 и 0 с допусками точнее допуска квалитета 1 введены позже в связи с повышением требований к точности машино- и приборостроительной продукции.
В наиболее точных квалитетах основное влияние на точность размеров оказывает погрешность измерения, которая прямо пропорциональна размеру. Поэтому для размеров до 500 мм в первых трех квалитетах допуски, линейно зависящие от размера, вычисляют по формулам (согласно стандарта). Допуски квалитетов 2 - 4 составляют геометрическую прогрессию между IT1 и IT5.
Формально следуя
рассмотренному порядку подсчета
допусков, следовало бы в справочных
таблицах иметь число строк, равное
числу охваченных стандартом
номинальных размеров. При этом для
целых групп размеров допуски окажутся
одинаковыми или очень близкими. Поэтому
в соответствующем ГОСТе диапазон
размеров до 10 000 мм разбит на 26 интервалов
таким образом, чтобы табличный допуск,
подсчитанный по среднему размеру
интервала (среднегеометрическому
![]() ),
отличался от допусков для крайних
размеров интервала D1
и
D2
не более чем на 5 ... 8 %. Если такое отличие
неприемлемо, основные интервалы в
соответствующем месте стандарта
дополнительно подразделяют на так
называемые промежуточные интервалы.
),
отличался от допусков для крайних
размеров интервала D1
и
D2
не более чем на 5 ... 8 %. Если такое отличие
неприемлемо, основные интервалы в
соответствующем месте стандарта
дополнительно подразделяют на так
называемые промежуточные интервалы.
В справочных таблицах
допуск указывается для размерного
интервала, а для определения величины
единицы допуска используют D
– среднее геометрическое крайних
размеров каждого интервала
![]() .
.
Основные отклонения в ЕСДП стандартизованы, обозначаются латинской буквой - малой для валов и большой для отверстий.
Буквой h обозначают верхнее отклонение вала, равное нулю (основной вал), буквой Н - нижнее отклонение отверстия, равное нулю (основное отверстие).

рис.7
Схема относительного расположения полей допусков.
В системе отверстия основные отклонения от a до h предназначены для образования полей допусков валов в посадках с зазором; от js до п - для переходных посадок; от р до z - для неподвижных посадок.
В системе вала основные отклонения от А до Н служат для образования полей допусков отверстий в посадках с зазором; от Js до N - в переходных и от Р до Z - в посадках с натягом.
Буквами js, и Js, обозначают симметричное расположение поля допуска относительно нулевой линии. В этом случае числовые значения верхнего и нижнего отклонений одинаковы и определяются в зависимости от допуска (квалитета), а основным при любом допуске служит среднее отклонение, равное нулю.
При одном и том же буквенном обозначении числовое значение основного отклонения изменяется от интервала к интервалу номинального размера и остаётся постоянными для всех квалитетов. Исключение составляют основные отклонения отверстий J, K, М, N и валов j и k, которые при одинаковых номинальных размерах, в разных квалитетах имеют различные значения. Поэтому на схеме поля допусков с отклонениями J, K, М, N, j, k разделены на части и показаны ступенчатыми. Числовое значение основного отклонения указывается в справочных таблицах.
Неосновные предельные отклонения определяют по формулам
ei = es—IT; es = ei+IT; EI=ES—IT; ES = EI+IT.
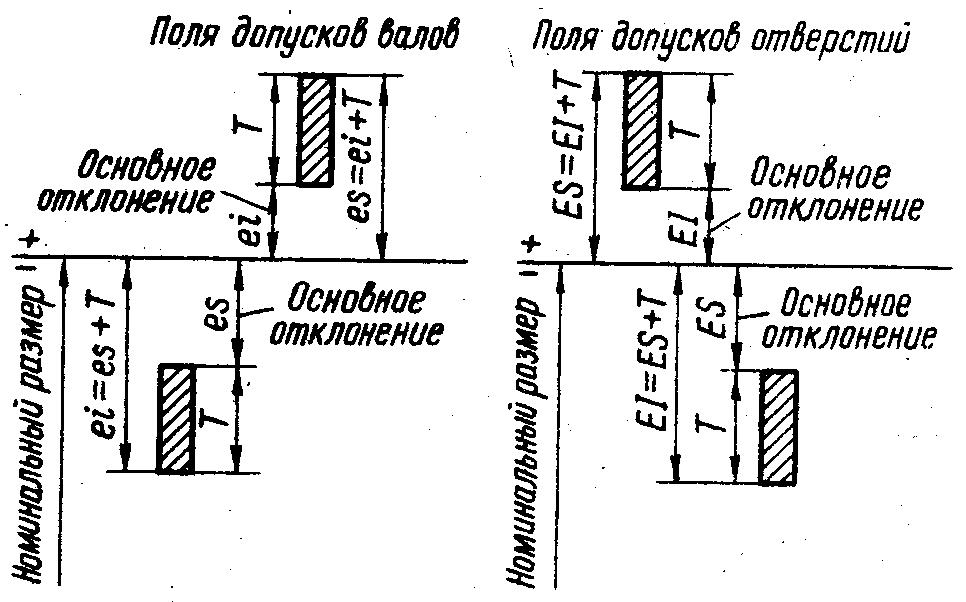
рис.8
Поля допусков в ЕСДП образуются сочетанием основного отклонения и квалитета (допуск), например h6,d10 (для валов) и H6, D10 (для отверстий).
Все отклонения в стандартах на допуски и посадки рассчитаны на условия контроля деталей при нормальной температуре (+20 °С). Для особо точных деталей контроль проводят в специальных помещениях. В остальных случаях следят лишь за тем, чтобы температура детали и измерительного средства в момент проверки была одинаковой.
При разработке ЕСДП из всего многообразия полей допусков отобраны только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи. Установлено определённое количество полей допусков общего применения. Из их числа выделены предпочтительные поля допусков. Кроме того, введены дополнительные поля допусков. В первую очередь применяют предпочтительные, затем остальные поля допусков общего применения. Дополнительные поля применяют, если посадку нужного характера нельзя получить с помощью полей допусков общего применения.
Предпочтительные поля допусков выделены на основе обобщения опыта производственной деятельности и внеэкономических связей. Применение предпочтительных полей допусков необходимо для дальнейшего развития взаимозаменяемости, кооперирования и специализации производства. Кроме того, оно обеспечивает сокращение номенклатуры режущего и измерительного инструмента, а также другой технологической оснастки. Номенклатура нормального инструмента (сверл, разверток и пр.), выпускаемого специализированными инструментальными заводами, определяется только рядами предпочтительных полей допусков.
Посадки в ЕСДП образуются
сочетанием поля допуска отверстия
и поля допуска вала; их условно обозначают
в виде дроби: в числителе - поле допуска
отверстия, в знаменателе - поле допуска
вала, например
![]() .
.
В ЕСДП рекомендуются посадки для всех интервалов размеров. Установлено определённое количество посадок общего применения. Из посадок общего применения выделены предпочтительные посадки, которые образуются из предпочтительных полей допусков. Их следует применять в первую очередь.
Выбор систем отверстия и вала для той или иной посадки определяется рядом соображений. Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками, протяжками и т. п.) которые имеет один размер с определенным полем допуска и номенклатура которого ограничена. Измерение отверстий сложнее. Валы же независимо oт их размера обрабатывают одним и тем же резцом или шлифовальным кругом и измерения проще. В системе отверстия различных по предельным размерам отверстий будет меньше, чем в системе вала. В связи с этим преимущественное распространение получила система отверстия.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. Систему вала выгоднее применять и тогда, когда детали типа тяг, осей, валиков могут быть изготовлены из точных холоднотянутых прутков без механической обработки их наружной поверхности. При выборе системы посадок надо учитывать также допуски на стандартные детали и составные части изделий. Так посадка наружного кольца подшипника выполнена в системе вала.
Посадки принимают на основании предварительных расчетов, экспериментальных исследований или по аналогии. Расчетный метод дает более обоснованные результаты. Однако из-за разнообразия соединений создание универсального метода расчета затруднено. В методе аналогии используют рекомендации по применению отдельных посадок, разработанные в результате обобщения опыта проектирования и эксплуатации машин.
При выборе квалитетов необходимо учитывать ряд общих положений.
Технико-экономические факторы. С уменьшением допуска повышается качество, но усложняется изготовление и резко увеличивается стоимость изделий.
Технологические возможности достижения намеченной точности. Каждый метод обработки металлов характеризуется определенной точностью. Точность зависит от состояния станков и организации технологических процессов.
Средний уровень точности, гарантирующий работоспособность продукции.
Возможность проверки намеченной точности размеров.
Требования к точности отдельных размеров и соединений.
Наличие посадок и их видов. Например, в интервале размеров от 1 до 500 мм посадки с зазором установлены в квалитетах 4 - 12, переходные - в квалитетах 4 - 7, посадки с натягом - в квалитетах 5 - 8. Если вид посадки определяют по результатам расчета, то квалитет выбирают одновременно с посадкой.
При подборе квалитетов часто используют опыт проектирования и эксплуатации аналогичных изделий. Например: в машинах и приборах при высоких требованиях к ограничению разброса зазоров и натягов посадок применяют для отверстий квалитет 7, для валов квалитет 6; допуски свободных размеров назначаются по квалитету 11 (в приборах) и грубее. Учитывая повышенные требования к качеству машин и приборов, рекомендуется шире применять квалитеты 6 - 8.
Основной причиной потери работоспособности машинами серийного выпуска является снижение точности в результате износа основных деталей и соединений, поэтому в настоящее время распространен метод назначения допусков и выбора посадок с зазором, основанный на гарантированных запасах точности эксплуатационных показателей машин. Суть этого метода заключается в том, что на основные детали и соединения назначают несколько завышенные допуски, которые должны обеспечивать эксплуатационные показатели машин (точность вращения шпинделя, перемещения суппорта и пр.), а также компенсировать погрешности изготовления и сборки.
Такой допуск называют функциональным. Он включает в себя эксплуатационный допуск, обеспечивающий запас точности деталей и их соединений с целью сохранения работоспособности машины в течение намеченного срока службы, и конструктивный допуск, обеспечивающий компенсацию погрешностей изготовления деталей и сборке изделий.
На рабочих чертежах деталей поля допусков преимущественно задают в числовом выражении, что единственно правильно в случае пользования универсальными измерительными инструментами, показывающими размер (в единичном и мелкосерийном производствах, при ремонтных работах), а также удобно при наладке станков (рис.9 - 2).
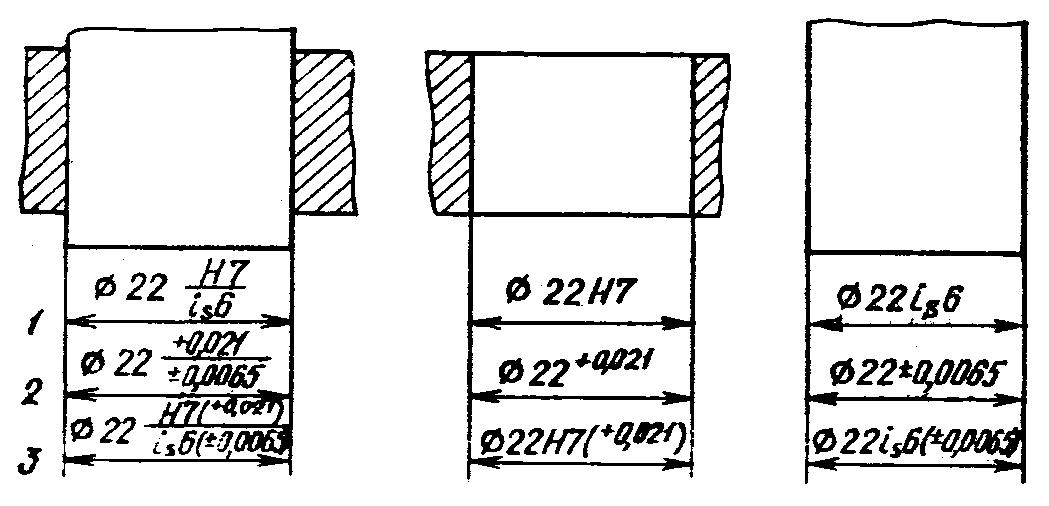
рис.9
Условные обозначения на рабочих чертежах деталей можно указывать лишь в случаях использования стандартного мерного режущего инструмента (разверток, протяжек…) и соответствующих предельных калибров (средство измерения, предназначенное для контроля годности детали одного размера), которые хранятся в инструментальной кладовой под этим же условным обозначением (рис.9 - 1).
Комбинированная форма указания полей допусков является наиболее предпочтительной (рис.9 - 3).
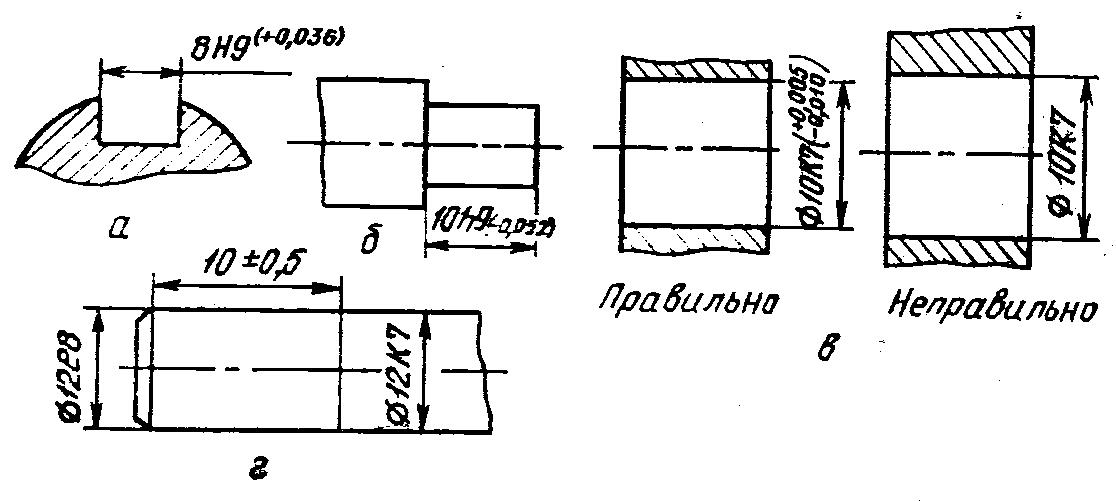
рис.10
ГОСТ не допускает указывать поля допусков одними условными обозначениями, а обязывает применять комбинированные (или числовые) обозначения в следующих случаях:
а) при номинальных размерах, не включенных в ряды нормальных линейных размеров, например, 111h9(-0.087) .
б) при назначении полей допусков, условные обозначения и предельные отклонения которых не предусмотрены ГОСТом например, для пластмассовых деталей.
в) при назначении предельных
отклонений размеров уступов с
несимметричным допуском, например,
20D11![]() или 10h9(-0,0552)
(рис.10 б).
или 10h9(-0,0552)
(рис.10 б).
г) на размеры или элементы соединений специальных видов – посадки подшипников качения, шпоночных пазов (рис.10 а) и т. п..
д) для отверстий которые изготовлены в системе вала (рис.10 в).
Участки детали с различной точностью обозначаются как на рисунке 10 г.
На сборочных чертежах
посадки преимущественно обозначают
условными обозначениями сочетаемых
полей допусков, так как рабочему -
сборщику важно сразу получить
представление о характере собираемого
соединения, например
![]() (рис.9 – 1).
(рис.9 – 1).
Для линейных размеров
неуказанные предельные отклонения
(отклонения относительно низкой
точности) могут быть назначены на основе
квалитетов либо специальных классов
точности (t1
≈ IT12,
t2
≈ IT14,
t3
≈ IT16,
t4
≈ IT17,).
В технических требованиях чертежа
делается запись, например, “Неуказанные
предельные отклонения размеров Н14;
h14;
![]() или H14;
h14;
или H14;
h14;
![]() ”.
Н14 – для размеров отверстия, h14
– для размеров вала,
(
)
– прочие размеры. В машиностроении
подобная запись нашла наибольшее
распространение.
”.
Н14 – для размеров отверстия, h14
– для размеров вала,
(
)
– прочие размеры. В машиностроении
подобная запись нашла наибольшее
распространение.