

3.2 Геометрические параметры режущего инструмента.
Наиболее простым и распространенным режущим инструментом является токарный резец. Поэтому геометрические параметры инструмента рассмотрим на примере токарного резца. Резец так же, как и режущий инструмент всех других видов, состоит из двух частей: рабочей А (лезвия) и крепежной В.
Рабочая часть резца выполняет работу резания и состоит из нескольких элементов (рис. 2):

рис.2
Аγ - передняя поверхность, по которой сходит стружка;
Аα - главная задняя поверхность, обращенная к поверхности резания заготовки;
А´α - вспомогательная задняя поверхность, обращенная к обработанной поверхности заготовки;
К - главная режущая кромка;
К´ - вспомогательная режущая кромка;
В - вершина.
Для определения углов резца приняты четыре координатные плоскости (рис. 3).
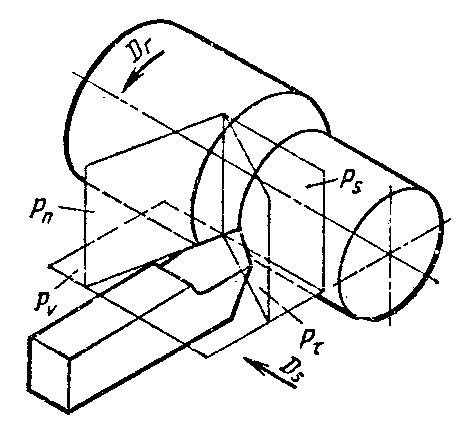
рис.3
Основная плоскость Pv - координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения в этой точке (рис. 4).
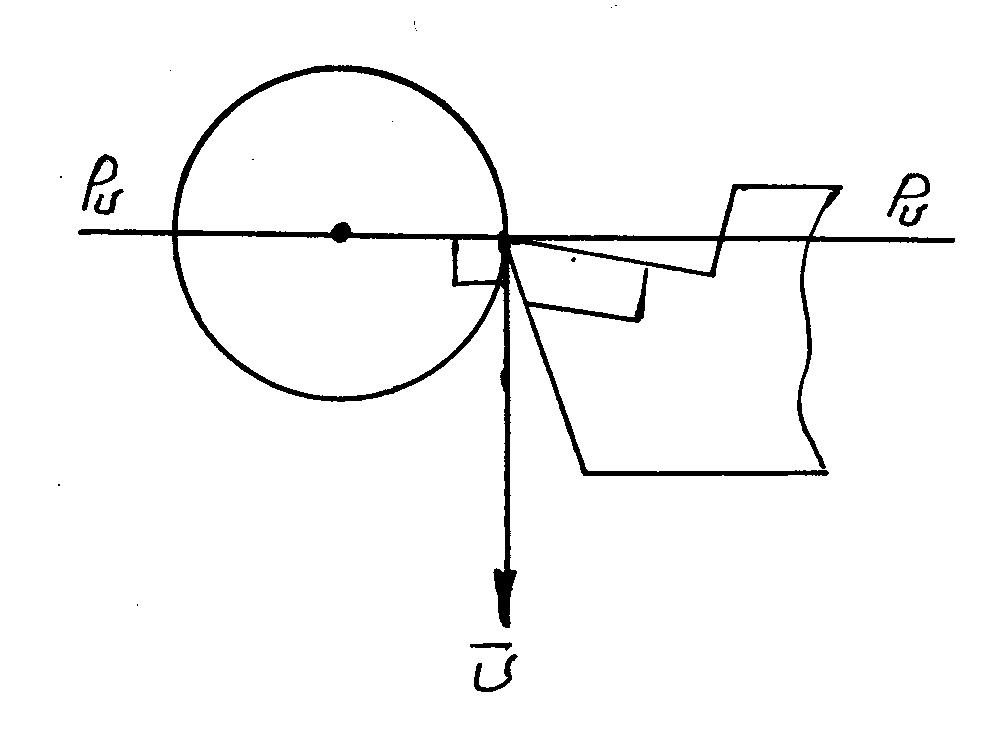
рис.4
Плоскость резания Рп – координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная к основной плоскости. Главная секущая плоскость Рτ – координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания .
Рабочая плоскость Ps - плоскость, в которой расположены направления скоростей движения резания и движения подачи.
Рассмотрим углы токарного резца в статике (v = 0, vs = 0). Направление скорости главного движения резания принимается перпендикулярным подошве резца (рис. 5).

рис.5
В главной секущей плоскости Рτ измеряют главные углы резца:
передний угол γ - угол между передней поверхностью лезвия и основной плоскостью;
задний угол α - угол между задней поверхностью лезвия и плоскостью резания;
угол заострения β - угол между передней и задней поверхностями лезвия.
В основной плоскости Pv измеряют углы в плане:
главный угол в плане φ - угол между плоскостью резания Рп и рабочей плоскостью Ps;
вспомогательный угол в плане φ' - угол между проекцией вспомогательной режущей кромки на основную плоскость и рабочей плоскостью;
угол при вершине ε - угол между проекциями главной и вспомогательной режущих кромок на основную плоскость.
В плоскости резания Рп измеряется угол наклона главной режущей кромки (К) λ - угол между режущей кромкой и основной плоскостью.
Углы режущей части инструмента, оказывают большое влияние на процесс резания.
Задний угол α служит для уменьшения трения между задней поверхностью лезвия и поверхностью резания. Однако увеличение заднего угла снижает прочность лезвия.
Передний угол γ. При его увеличении уменьшается работа, затрачиваемая на процесс резания, улучшаются условия схода стружки и повышается качество обработанной поверхности. Вместе с тем увеличение переднего угла приводит к снижению прочности режущего лезвия и увеличению его износа вследствие выкрашивания и менее интенсивного теплоотвода в тело инструмента.
Главный угол в плане φ. С уменьшением угла φ уменьшается шероховатость обработанной поверхности (уменьшается высота гребешков). Одновременно с уменьшением угла φ увеличивается длина активной части главной режущей кромки (ширина срезаемого слоя) и уменьшается толщина срезаемого слоя, что приводит к снижению тепловой (большая часть резца участвует в теплоотводе) и силовой нагрузки на резец и, следовательно, к уменьшению износа инструмента. Однако при малых значениях угла φ резко возрастает составляющая силы резания, перпендикулярная оси заготовки, что приводит к ее прогибу, увеличивается вероятность возникновения вибрации.
Вспомогательный угол в плане φ' служит для уменьшения трения вспомогательной задней поверхности об обработанную поверхность. С уменьшением угла φ' уменьшается шероховатость обработанной поверхности, увеличивается прочность вершины лезвия и снижается износ резца.
Угол наклона главной режущей кромки λ определяет направление схода стружки (рис.6):
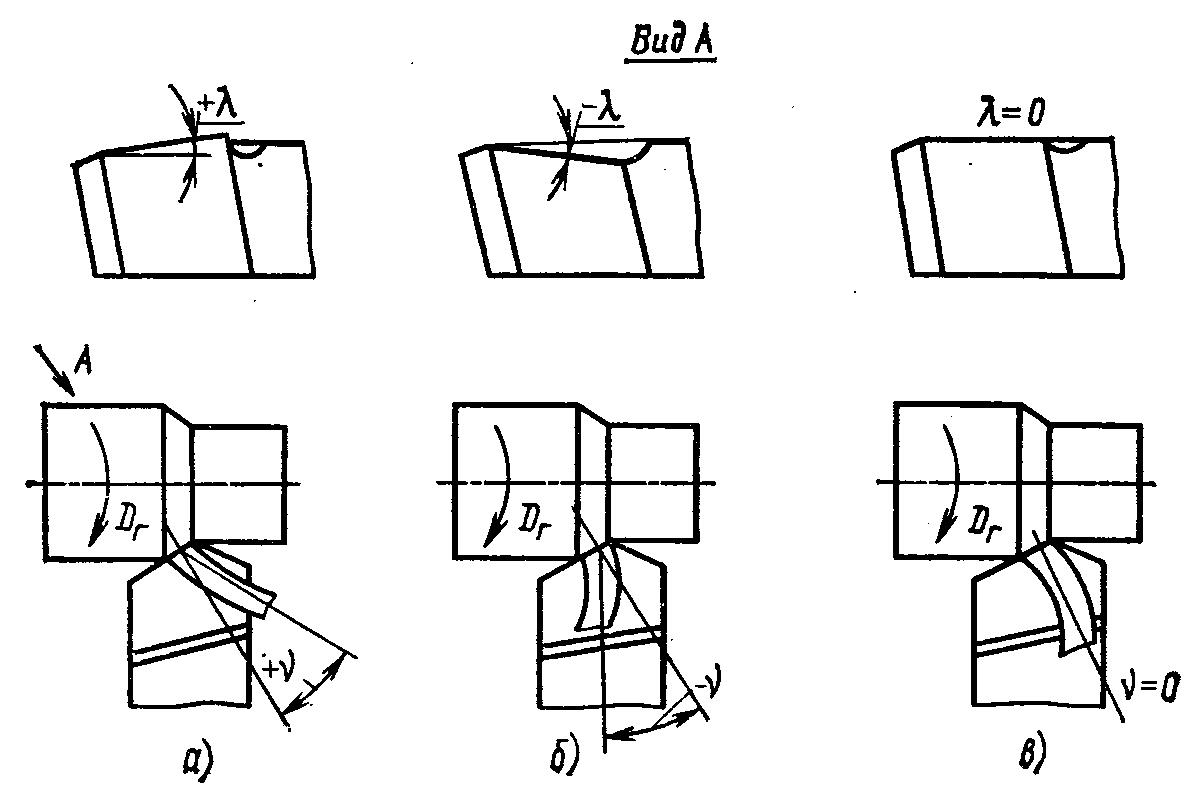
рис.6
при λ = 0 стружка сходит в направлении главной секущей плоскости перпендикулярно главной режущей кромке (см. рис.6 - в). При положительном λ стружка сходит к обработанной поверхности и царапает её (недопустимо при чистовом точении, см. рис.6 - а), при отрицательном - к обрабатываемой поверхности (см. рис.6 - б). Положительный угол λ служит также для упрочнения режущей кромки, так как в момент врезания резца ударная сила приходится не на вершину лезвия, а на более прочное место режущей кромки, удаленное от вершины,
Значения углов α и γ изменяются при установке вершины лезвия выше или ниже оси вращения заготовки - при обработке наружных поверхностей (рис.7), при обработке внутренних поверхностей (рис.8).
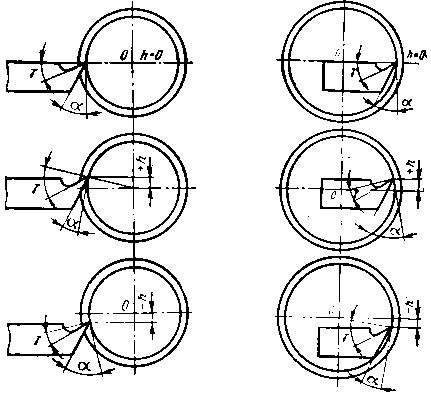
рис.7 рис.8
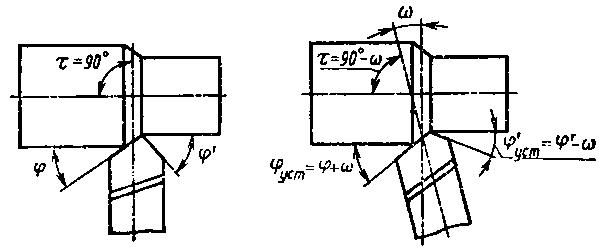
рис.9
Ha рис. 9 показано изменение углов в плане φ и φ' в зависимости от положения оси резца относительно линии центров станка.
Таким образом, установка резца на станке должна соответствовать расчетным значениям его углов. Изменения в установке резца учитывают при заточке.
В процессе резания (v > 0, vs > 0) передний γ и задний α углы инструмента изменяются. Изменение углов вызвано изменением положения координатных плоскостей. Основная плоскость Pv для токарного проходного резца в процессе резания будет перпендикулярна направлению вектора результирующей скорости ve (рис. 10). Изменится и положение плоскости резания Рп. Видим, γ увеличивается, α уменьшается.
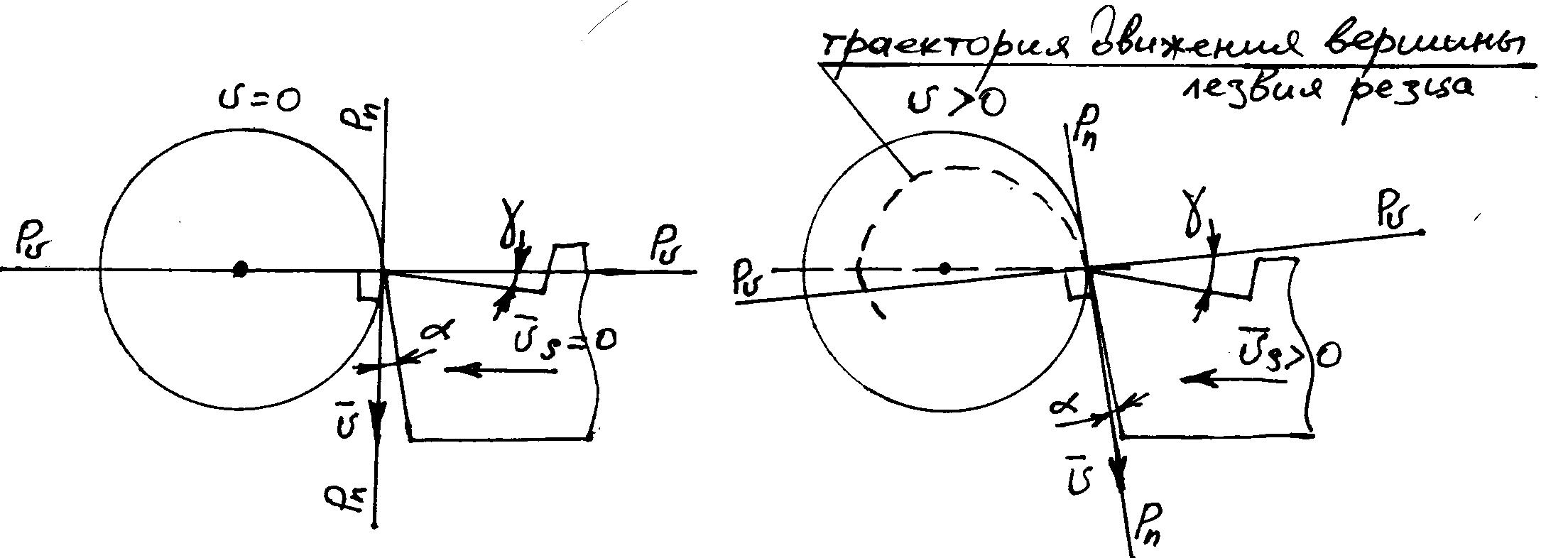
рис.10