

Лазерный технологический комплекс
Понятие лтк
Лазерный технологический комплекс (ЛТК) по термоупрочнению деталей представляет собой технологическую установку, снабженную манипулятором изделия и оптики, вспомогательной технологической оснасткой и оборудованием для проведения технологических операций и является одним из видов специализированных лазерных технологических комплексов (СЛТК), он предназначен для обработки одного типа деталей, что и определяет его конструкцию.
При создании ЛТК можно используются уже готовые, отработанные компоновки и конструкции, применяемые в станкостроении и робототехнике.
Основными элементами, входящими в состав любого ЛТК, являются лазер, манипулятор изделия или оптики, внешний оптический тракт и система управления. В ЛТК обязательно обеспечение функциональных связей между системой управления лазером и системой управления манипуляторами. Основная функция таких связей состоит в синхронизации движения манипулятора и лазерного луча. В качестве источника излучения в зависимости от условий применения могут быть использованы газовые, твердотельные, волоконные или диодные лазеры. Если ЛТК входит в состав технологического потока, то он включает систему автоматической загрузки и выгрузки деталей. В этом случае достигаемся максимальный эффект от использования ЛТК.
Компоненты лтк
Общий вид ЛТК и его состав приведены в соответствии с рисунком 4
|
Рисунок 4 – ЛТК |

Лазерная установка • Излучатель - генерация излучения; • Резонатор - формирование Гауссовского пучка; • Оптический путь - обеспечение работы лазера и технологического стола; • Источник питания - горение тлеющего разряда в разрядной камере; • Автоматическая система управления лазером - программное управления работой лазера; • Шкаф газовый - подача рабочих газов в газодинамический тракт лазера. 2. Технологический стол • Координатная машина с электромеханической системой - перемещение деталей по заданной программе; • Лазерный излучатель - фокусировка лазерного излучения на поверхности обрабатываемых изделий; • Погрузочно-разгрузочное устройство технологического стола; • Система управления технологического стола - обеспечение управления работой стола, погрузочно-разгрузочного устройства. 3. Система управления ЛТК - обеспечение управления совместной работой технологического стола и лазерной установки.
Управление ЛТК осуществляется на базе IBM/PC и включает управление работой координатного стола, погрузочно-разгрузочного устройства, мощностью лазерного излучения. Программное обеспечение осуществляет:
- компенсацию инерции движущихся частей стола; - контроль координат с помощью системы обратной связи; - установление лазером и технологическими газами; - визуальное представление процесса термоупрочнения, характера ошибок и сбоев; - автоматический выбор скорости термоупрочнения зависимости от сложности профиля; - ввод программ со свободным выбором режимов термоупрочнения.
Программное обеспечение комплекса включает в себя управление в автоматическом и ручном режиме, а также режим самотестирования.
Ручной режим
В данном режиме реализуется выполнение следующих команд с пульта управления оператора:
перемещение приводов постоянного тока и шаговых приводов;
регулирование скорости и положения приводов;
выход приводов в начальную точку;
обнуление датчиков положения;
управление заслонкой лазера;
аварийная остановка системы и т. д.
У
 правление
осуществляется непосредственно с экрана
монитора, на котором выводится пульт
оператора с соответствующими кнопками
управления. Нажатие кнопок осуществляется
либо от манипулятора типа "Мышь",
либо с использованием набора клавиш.
Процедура управления не отличается от
общепринятой в системах программного
управления, а клавиши имеют тоже
мнемоническое изображение.
правление
осуществляется непосредственно с экрана
монитора, на котором выводится пульт
оператора с соответствующими кнопками
управления. Нажатие кнопок осуществляется
либо от манипулятора типа "Мышь",
либо с использованием набора клавиш.
Процедура управления не отличается от
общепринятой в системах программного
управления, а клавиши имеют тоже
мнемоническое изображение.
Автоматический режим
В данном режиме должно быть обеспечено движение по заданной траектории, которое должно соответствовать следующим требованиям:
поддержание заданной скорости;
обеспечение заданной точности.
В системе управления организовано ее тестирование, включающее:
автоматический тест всей системы при ее запуске (тестирование нижнего уровня выполняют микроконтроллеры);
автоматический тест всей системы из окна программы (тестирование нижнего уровня выполняет ПЭВМ);
тестирование ручного управления (проверяется работоспособность приводов, клавиатуры).
В целях безопасности и надежности функционирования всей системы организовано разделение входа в систему управления на "Режим пользователя" и "Режим администратора". "Режим пользователя"
В данном режиме выполняются задачи:
разработка траекторий перемещения;
движение по заданной траектории (автоматический режим);
работа в ручном режиме;
тестирование всего оборудования. "Режим администратора"
В данном режиме выполняются задачи:
ограничение прав пользователей на уровне системы, чтобы избежать непредвиденных ситуаций;
управление запуском программы;
установка и настройка связи с ЭВМ нижнего уровня. Комплекс программ выполнен в Windows-подобной среде.
Поэтому для подготовки оператора не требуется затрат, т. к. привычная среда позволяет быстро адаптироваться к работе.
Результат работы программного обеспечения при работе комплекса представлен на рисунках 5 и 6.





2
1

а) в)
Рисунок 5. Отработка траектории на станке с одновременным контролем перемещения на экране монитора: а - чертеж детали, в - выделенный фрагмент, 1 - траектория движения луча, 2 - заданная траектория.



3
1
2

а) в)
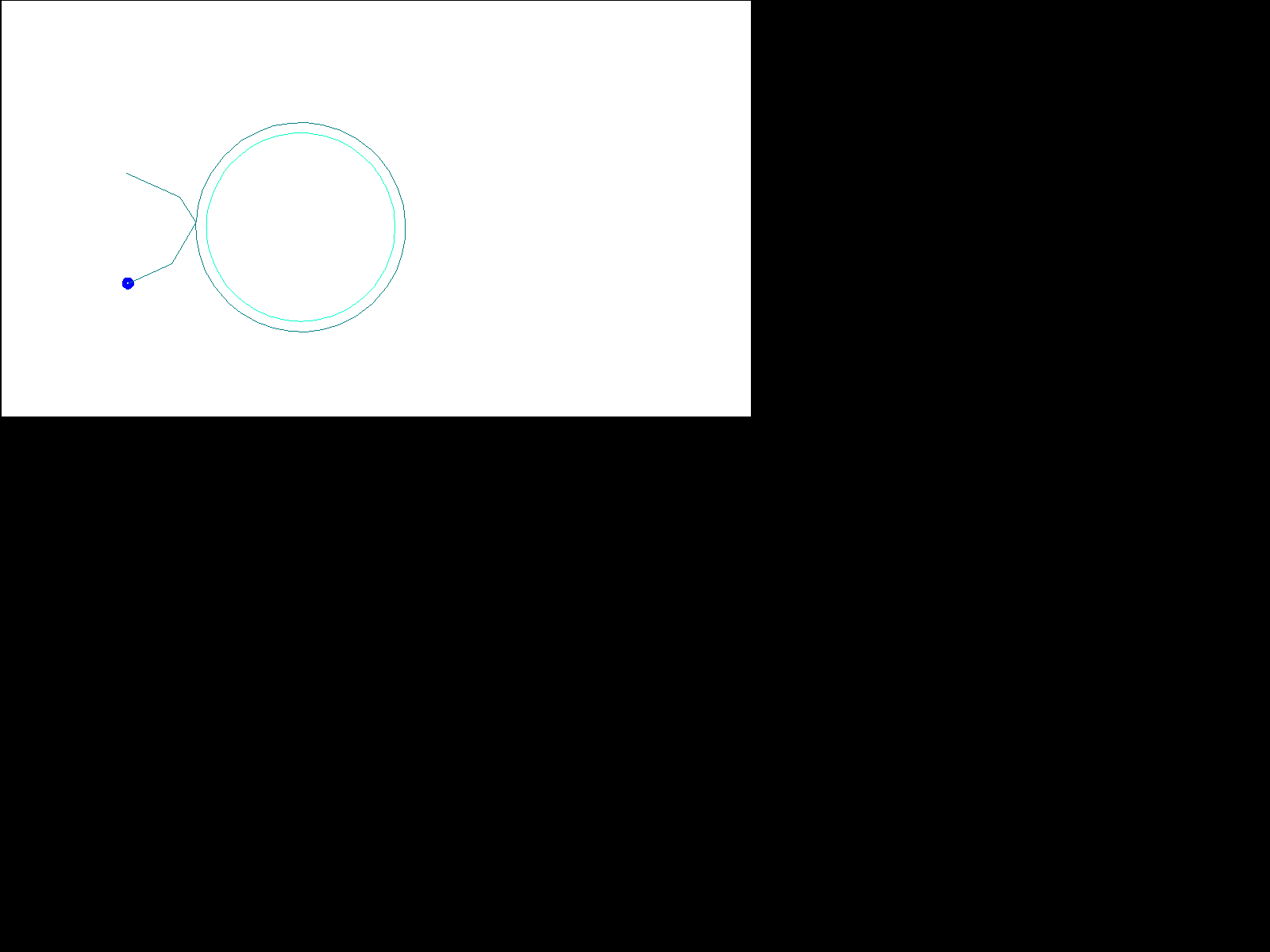
Рисунок 6. Отработка окружности диаметром 10 мм с одновременным контролем перемещения на экране монитора: а-обрабатываемый контур, в-фрагмент контура, 1- заданная траектория, 2- траектория движения луча, 3-точка входа.
На рисунках показаны реально обрабатываемые формы. В поле стола манипулятора может устанавливаться до четырех форм комплектов. Обработка начинается с первого контура с последующим обходом всех. Заданный контур и отработанный смещены относительно драг друга на диаметр луча. Погрешность позиционирования составляет менее 0,1 мм при дискретности датчиков положения 0,01мм.
На рисунок 6,в показан фрагмент чертежа с нанесенной сеткой. Шаг координатной сетки 1 мм.