

5.4 Потенціометри змінного струму
Принцип дії теж полягає в тому, що вимірювальна ЕРС зрівноважується відомою напругою, яку створює робочий струм на ділянці опору допоміжного кола.
Для зрівноваження двох напруг змінного струму необхідна рівність цих напруг по модулю, протилежність по фазі, рівність частоти і ідентичність форми кривої.
Як нуль-індикатор використовуються електронно-променеві нуль-індикатори, вібраційні гальванометри. Потенціометри змінного струму за точністю вимірювання значно гірші, ніж потенціометри постійного струму. Це пояснюється в першу чергу тим, що не існує еталону електрорушійної сили змінного струму аналогічно нормальному елементу. Робочий струм встановлюється за приладами обмеженої точності, як правило, при допомозі амперметрів електродинамічної системи з похибкою 0,05-0,1%
Принципова схема потенціометра, що вимірює Ех в прямокутній системі координат (прямокутно-координатний потенціометр).
Робоче коло А складається з каліброваного дроту аб, первинної обмотки трансформатора Т (без сталі), амперметра А і реостата R. Струм І1 заданої величини створює на ділянці аб напругу Uаб, яка повністю визначається опором Rаб, який може бути проградуйований в одиницях напруги.
Рисунок 5.8 - Принципова схема потенціометра, який вимірює Ех в прямокутній системі координат.
Друге робоче коло Б складається із каліброваного дроту вг, вторинної обмотки трансформатора Т і резистора Rf. Струм І2 відстає по фазі від струму І1 на 90, оскільки при незначному індуктивному опорі вторинного кола трансформатора Т, струм І2 співпадає по фазі з ЕРС Е2 яка відстає по фазі на 90 від струму І1. Напруга Uвг на опорі Rвг, яка створюється струмом І2 також буде постійною. Тому шкалу опору Rвг також можна буде проградуювати в одиницях напруги. Причому Uаб i Uвг, які співпадають по фазі з струмами І1 і І2 (опори Rаб i Rвг - чисто активні), будуть зсунуті між собою по фазі теж на 90.
Постільки І2=E/R2=MI1/R2, де - кутова частота струму І1, М - коефіцієнт взаємної індукції, то значення струму І2 залежить від частоти. Тому, щоб І2 залишалось постійним у коло Б включений магазин опорів Rf із значеннями опорів, які є прямо пропорційними частоті f.
Головне вимірювальне коло складається з джерела вимірювальної напруги Ux, нуль-індикатора і ділянок каліброваних дротів Д1 і Д2. При відсутності струму в нуль-індикаторі геометрична сума спадків напруг рівна за модулем Ux, але зсунута по фазі на 180.

У потенціометрах полярно-координатних в вимірювальне коло входить фазорегулятор, при допомозі якого здійснюється зміна фази компенсуючої напруги до моменту компенсації (рис. 5.9).
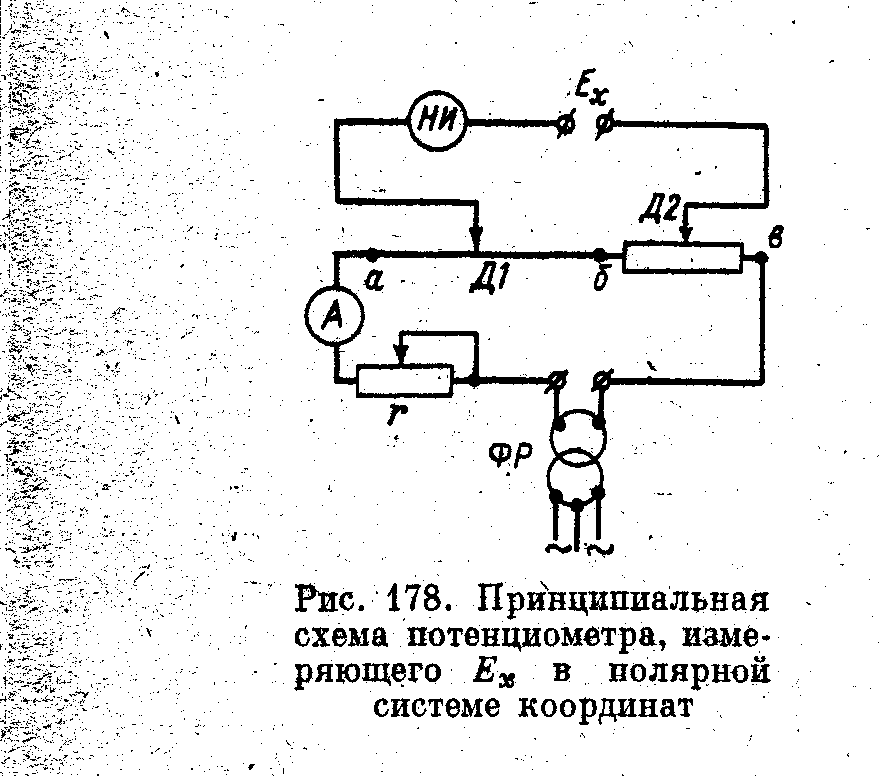
Рисунок 5.9 – Принципова схема потенціометра, який вимірює Ех в полярній системі координат.
2. Фізичні основи, конструкції і область застосування магнітографічних дефектоскопів.
Магнітографічний метод базується на записі магнітних ліній розсіювання на магнітну стрічку і наступному зчитуванні і розшифровці цього запису. Тому процес контролю є поділеним на два , рознесених у часі етапи.
Основним елементом у магнітографічній дефектоскопії є магнітна стрічка, яка виконує подвійну роль: спочатку служить індикатором поля дефекту, фіксуючи первинне вихідне поле у вигляді просторового розподілу залишкової намагнічуваності робочого прошарку, а потім сама стає джерелом вторинного, відображеного магнітного поля, яке , в свою чергу, вважається ще одним індикатором.
Інформацію на стрічці можна зберігати в якості документа і повторно розшифровувати. До недоліків методу відноситься низька продуктивність через необхідність укладання магнітної стрічки на контрольовану поверхню.
Для першого етапу магнітографічного контролю необхідні пристрій намагнічування і приспособа для кріплення стрічки на ОК, для другого – зчитуючий пристрій — власне магнітографічний дефектоскоп.
Для запису магнітограм зварного шва трубопроводу останній намагнічують подовжньо (рис. 6.1). Для зварного шва 1, який з'єднує дві ділянки трубопроводу 2, найбільш небезпечним є дефект типу “непровар” 3 у напрямку зварного шва. Оскільки намагнічування здійснюють приставним електромагнітом 4 подовжньо, то напруженість зовнішнього намагнічувального поля Н, ортогональна очікуваному напрямку дефектів і поля розсіювання від них будуть найбільшими.

Рисунок 6.1 – Схема записування магнітограми зварного шва трубопроводу
На першому етапі контролю при записі магнітних полів розсіювання дефекту по всьому периметру шва навколо труби накладається магнітна стрічка 5, ширина якої перевищує ширину шва. Зверху на магнітну стрічку намотується еластична стрічка для забезпечення кращого прилягання магнітної стрічки до поверхні ОК. Потім встановлюється електромагніт, що опирається на ролики 6, за допомогою яких магніт легко переміщати навколо труби. Якби роликів не було, магніт “прилип” би до труби. Електромагніт підключають до пересувної електростанції і потім переміщають із постійною швидкістю уздовж шва навколо труби. При цьому поля розсіювання дефектів намагнічують ділянки стрічки, що знаходяться в області дефектів. Магніт утримується на трубі пондеромоторними силами. Після того як електромагніт переміститься на 360° і повернеться у початкове положення, перший етап контролю закінчується, намагнічуючий струм виключають і стрічку знімають із труби.
Зчитування здійснюється за допомогою магнітографічного дефектоскопа. Блок зчитування - це барабан із двома магнітними головками типу магнітофонних. На вісі барабана закріплена фотоелектронна система синхронізації сигналів. Знімання сигналів із головок здійснюється за допомогою контактних кілець і щіток.
У якості індикатора в магнітографічних дефектоскопах використовується електронно-променева трубка. На верхню частину екрана трубки виводиться часова розгортка напруги, пропорційної вихідному сигналу магнітної головки. Ця індикація називається імпульсною. Час одного оберту барабана дорівнює періоду розгортки. Тому магнітний відбиток дефекту відображається на екрані у вигляді нерухомого імпульсу. Цей імпульс знаходиться на екрані увесь час, поки магнітний відбиток знаходиться в зоні, що сканується магнітною головкою. Як тільки з'явиться імпульс оператор зупиняє стрічку, не припиняючи обертання барабана. По амплітуді і формі імпульсу роблять висновок про дефектність ділянки зварного шва, а по розташуванні ділянки на стрічці виявляють місце дефекту на зварному стику.
У нижній частині екрана (це як би другий окремий екран) оператор бачить зображення дефекту при так званій яскравісній індикації. Тут промінь переміщується вздовж вертикалі генератором лінійної розгортки, причому період розгортки дорівнює періоду обертання барабана. Вздовж горизонталі промінь переміщується зі швидкістю переміщення плівки. При відсутності сигналу від дефекту на екрані утворюється растр. Сигнал дефекту відображається яскравісною модуляцією променя — промінь гасне, а дефекту відповідає затемнений контур, аналізуючи котрий оператор визначає протяжність і форму дефекту.
Магнітографічний метод знайшов широке застосування при контролі зварних швів у процесі монтажу трубопроводів. Запис інформації на магнітну стрічку проводиться в польових умовах по методиках, які не потребують знань в області дефектоскопії, а запис розшифровує досвідчений дефектоскопіст у лабораторних умовах, при цьому вдається виявити непровари глибиною більше 10% товщини зварного шва. Продуктивність контролю вища, ніж при магнітопорошковому методі, слабше проявляється вплив полів розсіяння від структурних неоднорідностей і різних геометричних переходів.