

3. Основні параметри ультразвукового контролю зварних з’єднань
Для контролю зварних швів умовно виділяють параметри апаратури і залежні від них параметри методу:
1. Довжина хвилі λ обумовлена швидкістю поширення УЗ-хвиль в матеріалі і заданою п’єзоелементом частотою f УЗК:

2. Кут вводу α залежить від кута призми β і акустичних властивостей матеріалу. Кут α визначають за зразком СО2, для чого переміщують ПЕП на поверхні зразка і знаходять максимуму луно-сигналу, що відбитий отвором діаметром 6 мм. Значення кута α знаходять по рисці накладної школи СО2, що відповідає точці ивходу УЗ-пучка на ПЕП. Користуючись тією ж методикою, провіряють по СО1 кут β призми ПЕП.
3. Мертва зона М. Її при контролі нахиленим ПЕП визначають як мінімальну глибину залягання в спеціальному зразку бокового циліндричного отвору, що впевнено визначається всіма індикаторами дефектоскопа. Якщо значення М не вказане в технічних умовах, його величину провіряють по СО2, що має отвори діаметром 2мм, розташовані на глибині 3 і 8 мм.
Значення мертвої зони визначається також через тривалість імпульсу:
 – для
прямого ПЕП,
– для
прямого ПЕП,
де τ – тривалість зондуючого імпульсу;
τш – час власних (ревербераційних) шумів ПЕП.

4. Роздільна здатність Δ по тривалості (променева) або по фронту хвилі – це мінімальна відстань між двома відбивачами, луно-сигнали від яких при заданому рівні відсічки приймаються окремо. Променева роздільна здатність залежить головним чином від тривалості акустичних імпульсів, що поширюється в ОК. Її оцінюють по СО1, який має концентричні циліндричні отвори для нахилених ПЕП і фрезеровані пази різної глибини для оцінки роздільної здатності прямих ПЕП.
Фронтальна роздільна здатність тим вища, чим вужча діаграма направленості ПЕП. Для її оцінки використовують два подібних відбивачі в будь-якому матеріалі з відомою швидкістю поширення УЗ:
 ;
;
 .
.
де Тр = 2..4 мкс,
Δl , Δt – роздільна здатність методу для повздовжніх і поперечних хвиль відповідно,
Тр – роздільна здатність апаратури.
5. Точність вимірювання координат H і L характеризується випадковою і систематичною похибками. Випадкова похибка залежить головним чином від оператора. Звичайно це неточність установки ПЕП в положенні найбільшого луно-сигналу, яка може досягати 4-5% від значень координати.
Систематична похибка алгебраїчно складається з похибок, пов’язаних з відхиленням істинних значень кута вводу α, швидкості УЗК і його шляху в призмі ПЕП від їх розрахункових характеристик. Тому похибка вимірювання глибини Н може досягати 50-60 %, особливо при контролі малих (10-15мм) і більших (від 150 мм) товщин. Систематична похибка для вимірювання L значно менша, ніж для Н (5-15%). Провіряти точність вимірювання координат слід по зразках СО1 або СО2 згідно стандартів.
Похибка глибиноміра зумовлюється похибкою вимірювання відомого інтервалу часу між даними луно-сигналами і визначається за СО1 або СО2.
4. Дефектоскопія радіохвильовим методом. Основні принципи дії та будова радіохвильових дефектоскопів, особливості їхнього застосування.
Щоб одержати велику роздільну здатність апаратури до дефектів, звичайно використовують метод порівняння. Для його реалізації необхідно мати два комплекти випромінюючих і приймальних пристроїв, які розміщені на близьких ділянках об’єкта контролю. В цьому випадку вихідний сигнал буде визначатись різницею амплітуд і фаз сигналів майже від однакових ділянок об’єкта контролю і при малому градієнті товщини та коефіцієнтів і , а роздільна здатність апаратури суттєво зростає, так як дефект приводить до різної зміни одного з сигналів.
Виявлюваний дефект з мінімальними розмірами при певному режимі роботи залежить від непостійності товщини і електромагнітних властивостей в напрямі, в якому розміщені комплекти антен. З цієї точки зору необхідно їх розміщувати максимально близько, але таке зближення затруднене затіканнями струмів з одного тракту на другий, взаємними наводками, дотиканням антен. Крім того дефект чи його краї не повинні одночасно попадати в зону контролю обох приймальних антен.
Найкращі результати дає радіохвильова дефектоскопія в порівнянні з аналізом динаміки зміни сигналу (модуляційний аналіз). Така можливість є важлива при врахуванні характеру відносного переміщення об’єкта контролю і антен (обертання, коливання, поступальний рух). При періодичному перебуванні дефекту в зоні контролю, можливе використання спектральних методів аналізу, які суттєво збільшують достовірність виявлення дефекту.
У випадку одноразового проходження дефекту крізь зону контролю (коли об’єкт контролю рухається поступально) доцільно розмістити комплекти випромінюючих і приймальних пристроїв в напрямі руху, що дозволить одержати сигнал при дефекті двічі - при проходженні першого комплекту і другого. З врахуванням швидкості руху це дозволить підвищити достовірність контролю за рахунок кореляційного аналізу огинаючих НВЧ-сигналів.
Радіохвильові дефектоскопи можуть бути побудовані на базі однієї антени в ролі випромінюючої і приймальної (однозондова схема) чи двох антен (двозондова схема).
В ролі антен використовують: рупори, діелектричні узгоджуючі пластини пластини, петльові діелектричні хвилепроводи (поверхневі хвилі) та ін. Для дефектоскопії є ефективним застосування двох антен, повернутих відносно площини поляризації на 90° і реалізуючих поляризаційний метод.
Крім дефектоскопів, безпосередньо призначених для виявлення дефектів, для радіохвильової дефектоскопії можна успішно застосовувати апаратуру візуалізаціі НВЧ-полів, яка особливо ефективна для РНК великогабаритних об’єктів контролю, де основним типом дефектів являються дефекти конструктивного характеру, тобто відхилення від нормального положення елементів конструкції (арматура, деталі кріплення, порожнини та ін.), визначення взаємного положення елементів, недоступних безпосередньому контролю геометричних розмірів, форми і ін.
Перевагою застосування апаратури для візуалізації НВЧ-полів в порівнянні з одноточковими дефектоскопами являється висока інформативна здатність , можливість безпосереднього спостереження форми , структури, розташування спостережуваних дефектів і висока продуктивність РНК, а недоліком - знижена просторова роздільна здатність.
Типовим є дефектоскоп СД-12Д, призначений для виявлення в листах і в покриттях із діелектричних матеріалів (гуми, пластмаси, кераміки, склопластиків) дефектів типу порушення суцільності (розшарування, неоднорідності матеріалу, включення інших матеріалів, пори і т.п.).
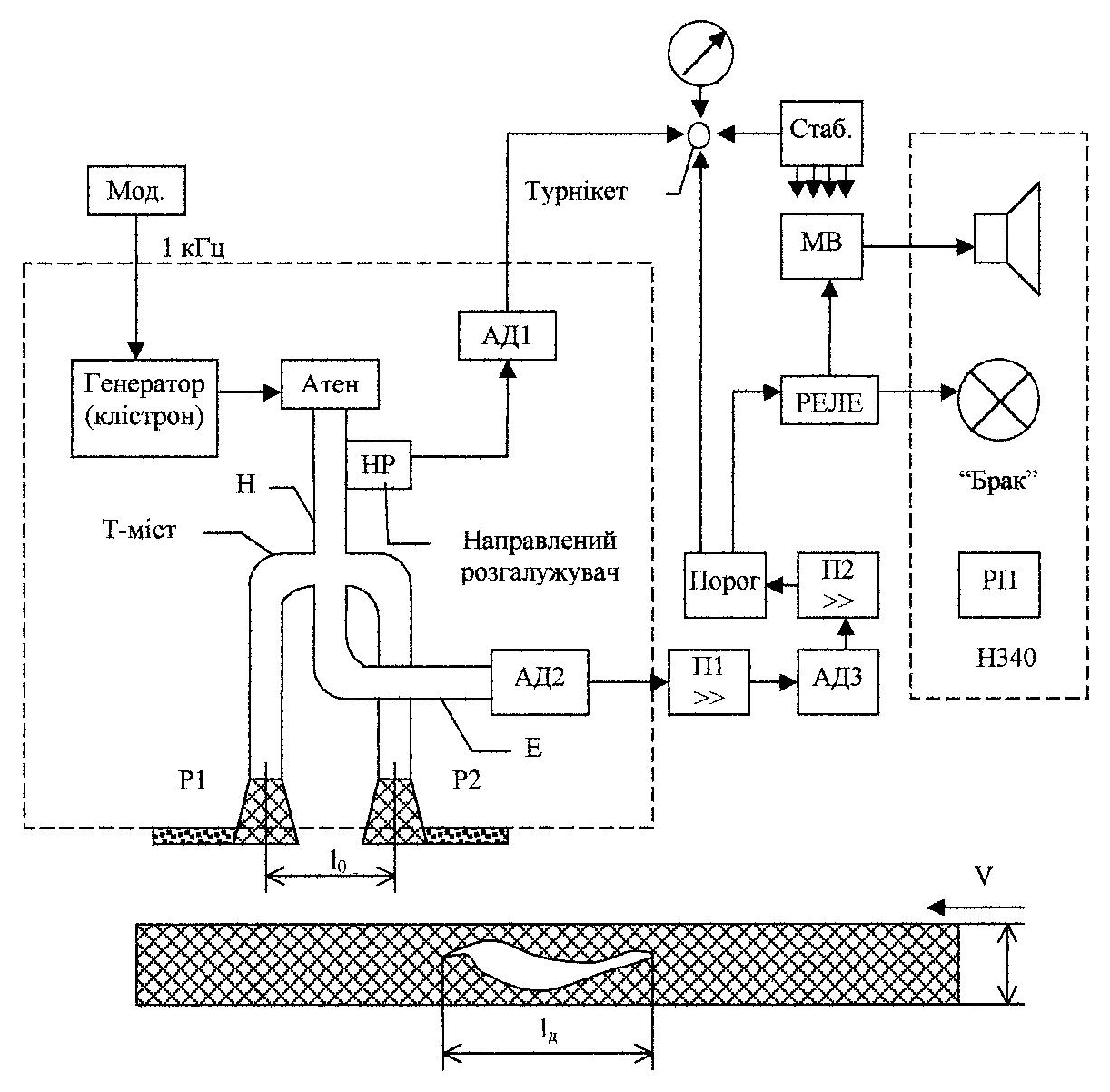
Рисунок 3.45 - Функціональна схема дефектоскопа СД-12Д.
а - хід напруги при плавній зміні товщини, , tg, вздовж об’єкта контролю.
Uo - рівень порогового відсікання.
Uрозб - розбаланс Т-моста.
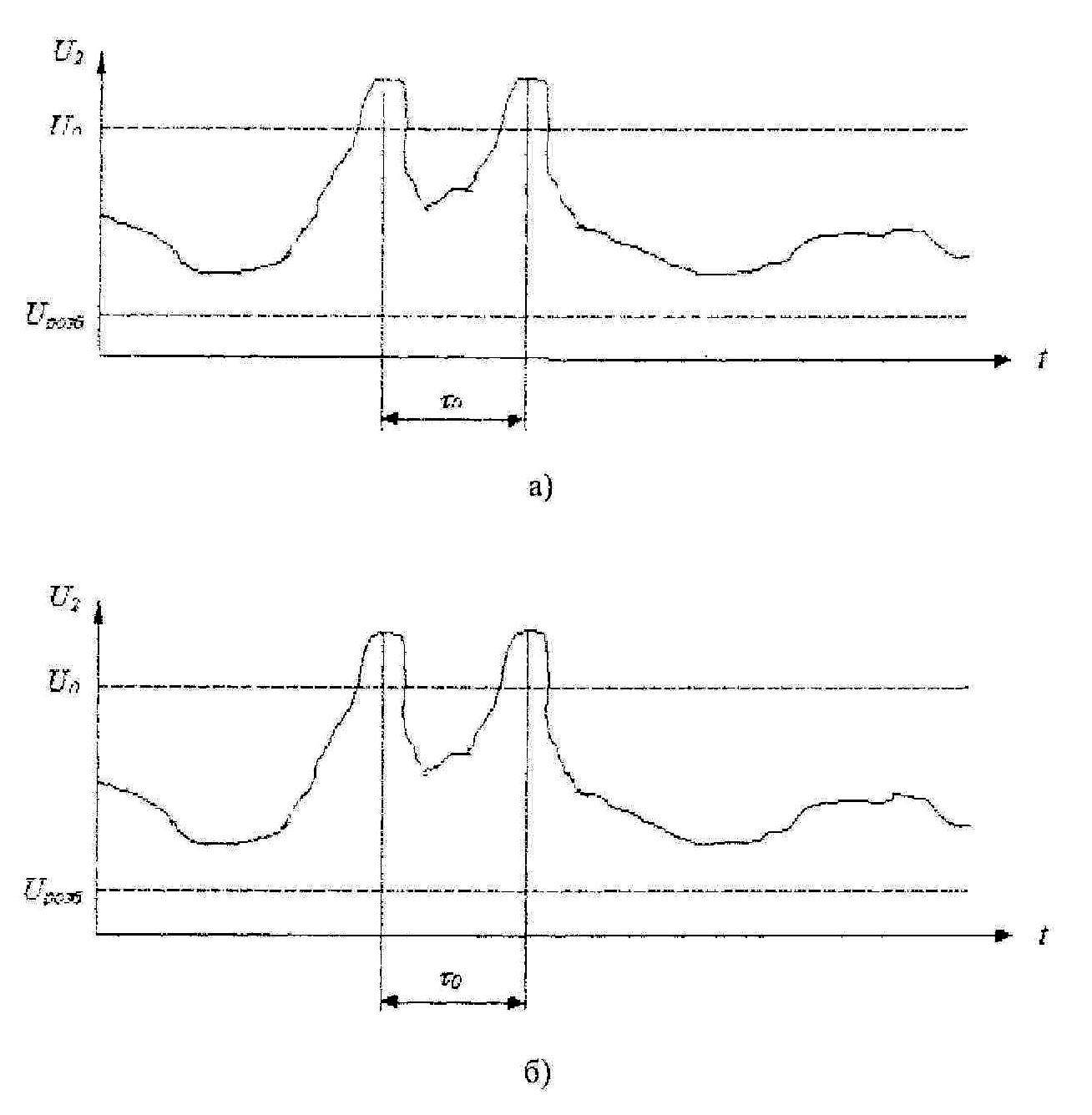
б - точковий дефект (сферичні включення, малі тріщини) дають два імпульси, форма яких зв'язана з діаграмою направленості рупорів, а зсув їх в часі визначається віддаллю між центрами рупорів l0 і швидкістю руху v (0=l0/v);
Рисунок 3.46 - Вихідні напруги дефектоскопа.
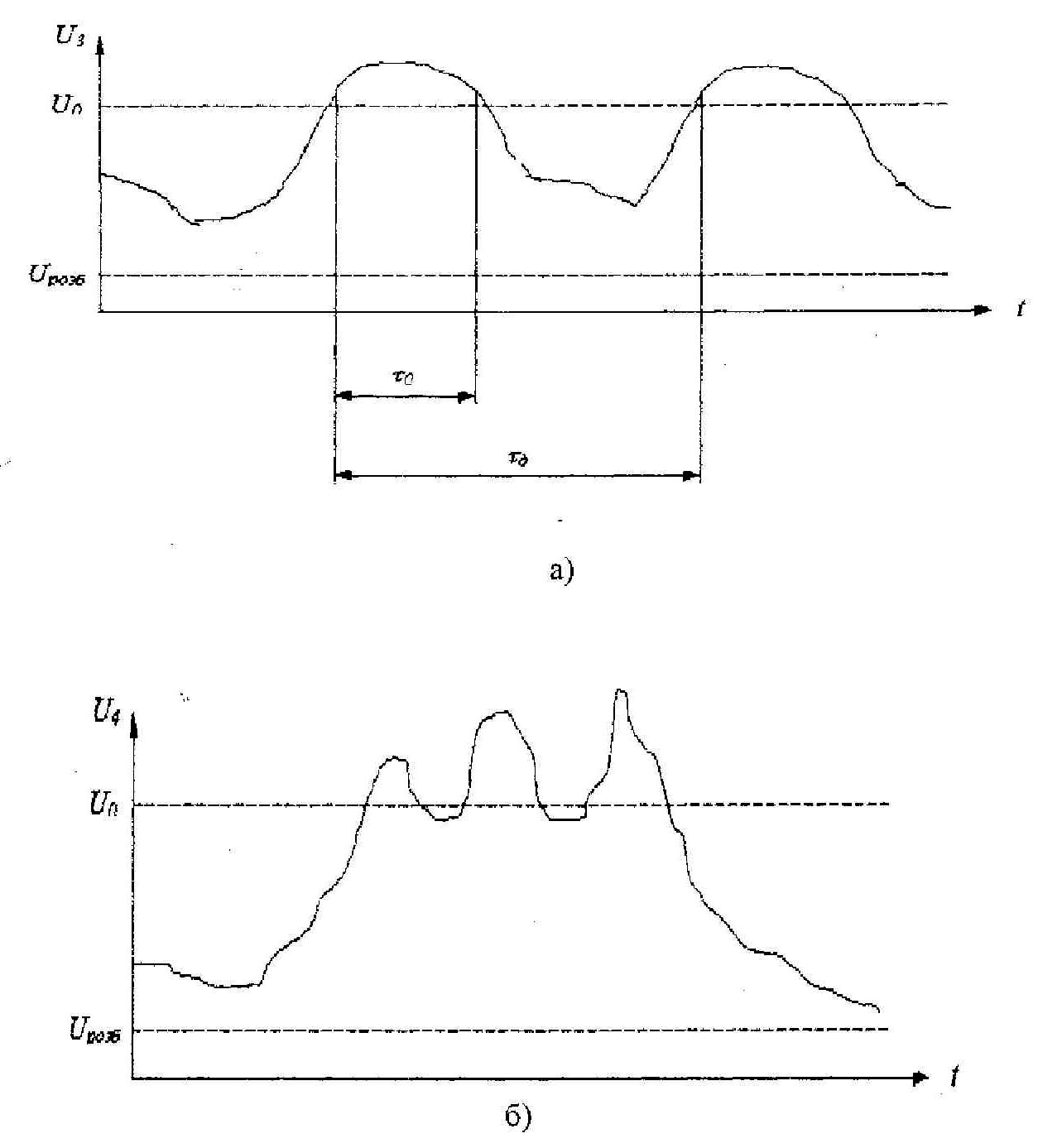
Рисунок 3.47 - Вихідні напруги дефектоскопа.
а - витягнуті дефекти (довгі тріщини, розшарування, місця з нестачею однієї компоненти і т.п.) довжиною більше зони контролю lx за рахунок віднімання НВЧ-сигналів антен приводять до появи двох імпульсів довжиною, приблизно рівною 0 , зсунутих в часі на 0=l0/v .
б - великі дефекти, розміри яких співмірні з розкриванням рупора, складної форми, сукупність багатьох порушень суцільності невеликих розмірів - чіткий кількісний аналіз забруднений.