

11.5 Термоелектричний метод контролю і його технічна реалізація
Термоелектричний метод контролю базується на реєстрації термоЕРС, що виникає при контакті різнорідних провідників, один із яких – об’єкт контролю.
З курсу фізики відомо, що при контакті провідників різного хімічного складу в тонкому контактному шарі виникає електрорушійна сила, яка часто називається контактною. Якщо з різнорідних провідників скласти замкнутий контур, то струм у ньому визначається сумою контактних ЕРС. У контурі алгебраїчна сума контактних ЕРС дорівнює нулю, якщо усі ділянки контуру мають однакову температуру. Отже, у такому ланцюзі при відсутності ЕРС іншого походження (сторонніх, індукційних, тощо) струм відсутній. Якщо ж контакти різнорідних провідників мають різну температуру, то виникаюча в ланцюзі ЕРС (термоелектрична ЕРС), створює струм. Це явище називають термоелектричним ефектом або ефектом Зеебека. ТермоЕРС визначається формулою:
Et=α(tГ-tХ),
де α - коефіцієнт термоЕРС, що залежить від хімічного складу пари провідників, що контактують; tг - температура нагрітого (“гарячого”) контакту; tх — температура не нагрітого (“холодного”) контакту.
Якщо в якості одного з електродів пари використовувати металевий об'єкт, а гарячі і холодний електроди при цьому виготовити з відомого металу, то, знаючи різницю температур (tГ-tХ) і вимірюючи термоЕРС Ег, можна визначити α і, отже, ідентифікувати матеріал об'єкта контролю. В цьому полягає суть використання термоелектричного ефекту для сортування металів і сплавів згідно марок (хімічного складу).
При контролі термоелектричним методом застосовують дві основні схеми: абсолютну і диференціальну. Гарячий електрод (переважно мідний) нагрівається змінним струмом підігрівача і розташовується у термоізольованому корпусі. У цьому ж корпусі знаходиться давач температури (терморезистор), за допомогою якого регулюється струм підігрівника так, щоб різниця температур гарячого і холодного електродів була постійною. При використанні абсолютної схеми (рис. 11.4,а) вимірюється абсолютне значення термоЕРС Еt і по ньому за допомогою довідкових таблиць, визначається марка матеріалу об'єкта контролю. Диференціальна схема (рис. 11.4,б) дозволяє порівнювати об'єкт контролю 1 із контрольним зразком 2, який виготовлений із заданого матеріалу. При цьому вимірюється різниця ΔEt ( термоЕРС пар електрод — ОК і електрод — контрольний зразок. При співпадінні хімічного складу матеріалів ОК і контрольного зразка ΔEt=0. Склавши у процесі попередніх експериментів на контрольних зразках таблицю залежності ΔEt від наявності тої чи іншої домішки в сплаві, можна сортувати ОК по наявності цієї домішки.
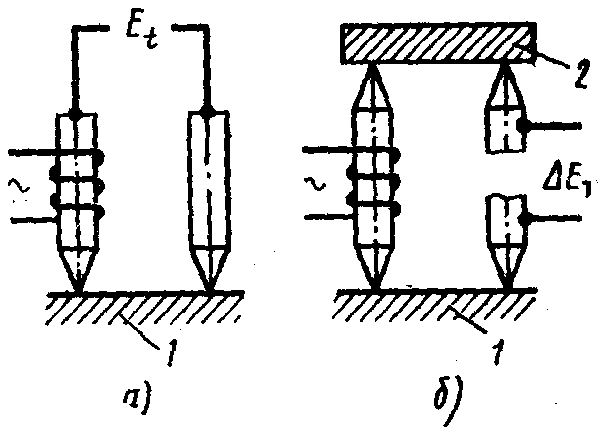
Рисунок 11.4 – Схеми термоелектричного методу контролю з застосуванням абсолютного (а) та диференціального (б) способів вимірювань.
Очевидно, що термоелектричні прилади можна застосовувати тільки для контролю металевих об'єктів, що не мають ізоляційних покрить (лакових, емалевих тощо).
3.Способи визначення товщини безеталонним методом.
Поряд з безсумнівними перевагами сучасних луно-імпульсних ультразвукових товщиномірів залежність їх показів від швидкості поширення ультразвукових коливань в матеріалі вимірювальних виробів є їх серйозними недоліками. Через це обмежується сфера застосування ультразвукових товщиномірів.
В зв’язку з цим розширюється сфера застосування портативних широкодіапазонних і прицезійних луно-імпульсних безеталонних ультразвукових товщиномірів, покази яких не залежать від швидкості звуку у вимірюваних об’єктах.
Суть першого способу безеталонної товщинометрії полягає в тому, що у вимірюваному виробі збуджуються зразу три типи ультразвукових хвиль: поздовжні і поперечні по товщині і поверхневі хвилі Релея. Останні випроміюються і приймаються на заданій і чіткофіксованій відстані d2. За часом проходження по виробу імпульсів цих коливань Тl, Tt, i TR, відповідно можна визначити товщину виробу d1 згідно формули.

При такому способі имірювань покази приладу не повинні залежати від швидкості звуку і інших фізико-механічних властивостей матеріалу виробів. Недолік цього способу полягає в надзвичайній складності практичної реалізації пов’язаної з необхідністю збудження у виробі одночасно трьох типів ультразвукових хвиль.
Другий і більш простий спосіб вимірювання товщини, який є частковим випадком першого і передбачає використання тільки двох типів хвиль: поверхневих і поперечних. Даний спосіб реалізується згідно формули:

де
σ – коефіцієнт Пуасона, k= .
.
В
обох способах вимірювань основним
залишається вимірювання поточного
значення швидкості поширення поверхневої
хвилі. ( )
і перерахунок цієї швидкості ов швидкість
поширення зсувних коливань через
коефіцієнт
)
і перерахунок цієї швидкості ов швидкість
поширення зсувних коливань через
коефіцієнт
 ,
а в першому способі вимірюється щей
поточне значення σ.
,
а в першому способі вимірюється щей
поточне значення σ.