

Федеральное агентство по образованию
Государственное образовательное учреждение высшего
профессионального образования
Новгородский государственный университет имени Ярослава Мудрого
Методические указания к лабораторной работе
«Программирование траектории обработки для токарных станков с ЧПУ
на базе ППП T-FLEX ЧПУ»
Великий Новгород
2006
1. Содержание
|
|
Стр. |
1 |
Содержание |
2 |
2 |
Токарная обработка |
3 |
3 |
Постпроцессор для токарной обработки |
7 |
4 |
Примеры обработки деталей |
10 |
5 |
Порядок выполнения лабораторной работы |
21 |
6 |
Содержание отчета |
21 |
7 |
Контрольные вопросы |
21 |
8 |
Список использованных источников |
22 |
Токарная обработка
Для
того, чтобы начать работу по разработке
траектории и управляющей программы для
токарной обработки, необходимо войти
в меню «ЧПУ», далее «2D,
2.5D
и 4D
обработка» и далее «Токарная обработка»
или нажать кнопку
![]() на панели инструментов. В результате
этих действий на экране компьютера
высветится автоменю, с помощью которого
пользователь будет проектировать
траекторию для токарной обработки (рис.
1):
на панели инструментов. В результате
этих действий на экране компьютера
высветится автоменю, с помощью которого
пользователь будет проектировать
траекторию для токарной обработки (рис.
1):
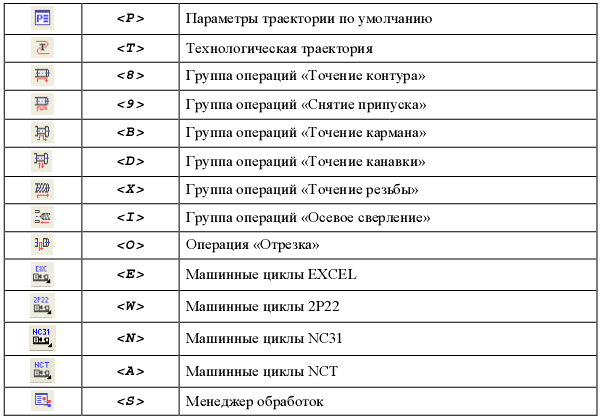

Рис. 1
Нажав
кнопку
![]() пользователь увидит на экране дисплея
окно с параметрами для токарной обработки,
которые установлены по умолчанию (рис.
2). Можно поменять их и сохранить эти
изменения нажатием кнопки «OK»
, но их можно будет отредактировать
дальее в процессе работы.
пользователь увидит на экране дисплея
окно с параметрами для токарной обработки,
которые установлены по умолчанию (рис.
2). Можно поменять их и сохранить эти
изменения нажатием кнопки «OK»
, но их можно будет отредактировать
дальее в процессе работы.
В
токарной обработке технолог-программист
может работать только с геометрическим
элементом типа «путь», который присутствует
на существующем чертеже. Важно, чтобы
при проектировании детали для токарной
обработки ось детали располагалась
горизонтально, и координата по оси Y
равнялась 0. Обрабатываемый контур
выбирается при помощи кнопки выбора
обработки:
![]() ,
,
![]() ,
,
![]() в автоменю токарной обработки.
в автоменю токарной обработки.
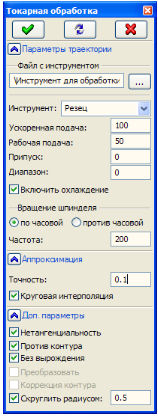
Рис. 2
При правильном выборе обрабатываемого контура или «путей», на экране появится окно «Параметры обработки», которые пользователь можно изменить (рис. 3). В двух других случаях появится автоменю (рис. 4) для указания второго пути (первоначального контура заготовки), и после этого появится окно для задания параметров обработки (рис. 5, 6). В качестве первого пути для этих видов обработки задаётся также контур детали.
Перечень параметров, которые можно изменять:
имя траектории (по умолчанию система предлагает «Траектория 1»);
файл с инструментом. Пользователь выбирает файл, содержащий информацию о применяемом инструменте, который был заранее спроектирован с использованием «Редактора инструмента»;
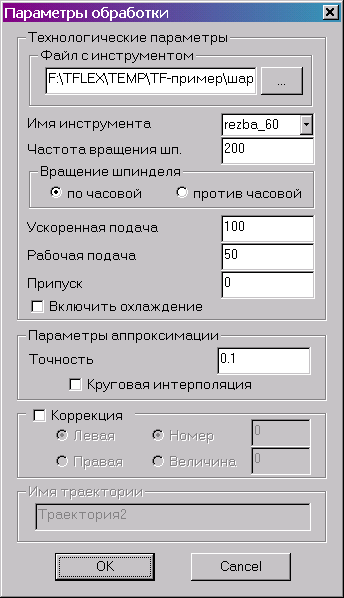
Рис. 3
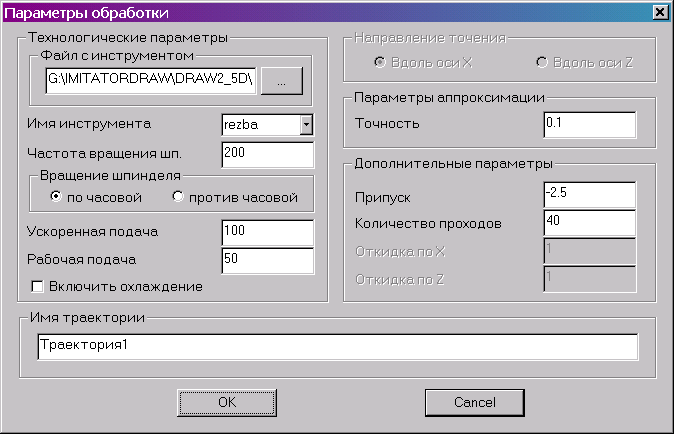
Рис. 5
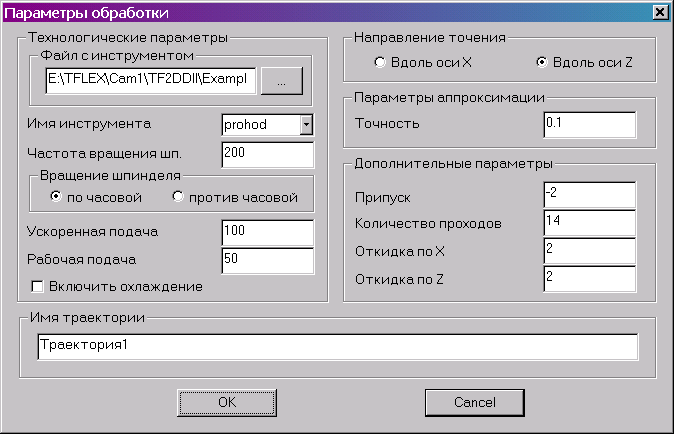
Рис. 6
имя инструмента. Пользователь может задать конкретное имя инструмента применяемого на станке, из списка находящегося в файле с инструментом. Необходимо отметить, что система предложит для выбора пользователю только тот инструмент, который может применяться при выбранном виде обработки (в нашем случае только токарные резцы, которые содержатся в инструментальном файле);
частота вращения шпинделя;
направление вращения шпинделя (смотри помощь внутри системы);
ускоренная подача задаётся конкретным цифровым значением с размерностью поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
рабочая подача задаётся конкретным цифровым значением с размерностью поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
припуск. Задаётся величина припуска – расстояние между исходным и эквидистантным контурами;
включение охлаждения (смотри помощь внутри системы);
точность аппроксимации задаётся конкретным цифровым значением с размерностью поддерживаемой стойкой ЧПУ и системой управления (размерность в параметрах не указывается);
коррекция. Технолог-программист выбирает и задаёт одним из способов коррекцию на радиус инструмента;
количество проходов. Задаётся количество проходов инструмента;
откидка по X. Отступ инструмента от заготовки после рабочего хода по оси X;
откидка по Z. Отступ инструмента от заготовки после рабочего хода по оси Z.
После всех изменений внесённых в параметры обработки, технологу-программисту достаточно нажать кнопку «OK», чтобы сохранить траекторию в файл, содержащий готовый чертёж обрабатываемой детали.
Кроме
того, рассчитанная траектория будет
добавлена в специальный список траекторий.
Для того, чтобы просмотреть данный
список, пользователю необходимо нажать
кнопку
![]() в автоменю. Необходимо отметить, что
после нажатия указанной кнопки на экране
появится окно (рис. 7), в котором будут
отображены все существующие в данном
файле траектории токарной обработки.
Перемещаться внутри списка траекторий
можно с использованием «мыши» или клавиш
<
> и <
>. Выбрав траекторию и далее нажав
кнопку «Параметры» окна (рис. 7),
пользователь сможет вновь отредактировать
параметры и сохранить их для выбранной
траектории.
в автоменю. Необходимо отметить, что
после нажатия указанной кнопки на экране
появится окно (рис. 7), в котором будут
отображены все существующие в данном
файле траектории токарной обработки.
Перемещаться внутри списка траекторий
можно с использованием «мыши» или клавиш
<
> и <
>. Выбрав траекторию и далее нажав
кнопку «Параметры» окна (рис. 7),
пользователь сможет вновь отредактировать
параметры и сохранить их для выбранной
траектории.
Также в данном окне пользователь может удалять из списка выделенную им траекторию, используя для этого кнопку «Удалить», изменять свойства выбранной траектории (кнопка «Свойства») и задавать, точку подвода и отвода, используя для этого кнопку «Подвод». Точки подвода и отвода задаются конкретными цифровыми значениями, которые можно внести в специальные поля окна после проставления меток напротив «Точки подвода» и «Точки отвода».
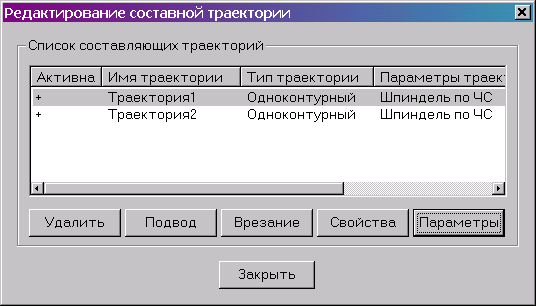
Рис. 7