3. Выбор посадок резьбовых соединений
Для любого резьбового соединения, приведенного в задании, выбирают посадку. Стандарт рекомендует резьбы о крупным шагом использовать для соединения деталей, не подвергавшихся, переменной нагрузке, толчкам, сотрясениям и. вибрациям, а резьбы с мелким шагом - для соединения подвергающихся нагружению такого характера. Метрическая резьба с мелким магом рекомендуется также для резьбовых соединений при малой длине свинчивания, при тонкостенных деталях.
В [3, с.141, табл.4.22] и [3, с.142, табл.4.23] приведены номинальные диаметры резьбы и шаги Р для диаметров 0,25 - 600 мм по ГОСТ 8724-81. В [3, с.149, табл.4.27 ] приведены значения длин свинчивания по ГОСТ 15093-81. В [ 3, с. 144. табл.4.27] определяют значения среднего d2 (D2) и внутреннего d1 (D1) диаметров.
Выбор посадки для резьбового соединения производят в соответствии с [3, с.151, табл.4.28] , принимая во внимание, что наибольшее распространение в машиностроении получили поля допусков среднего класса точности, при котором обеспечивается статическая и циклическая прочность резьбовых деталей.
В [3, с.153, табл.4.29] определяют отклонения и вычисляют предельные диаметры резьбового соединения. Строят схему расположения полей допусков для внутренней и наружной резьбы.
Схема расположения полей допусков

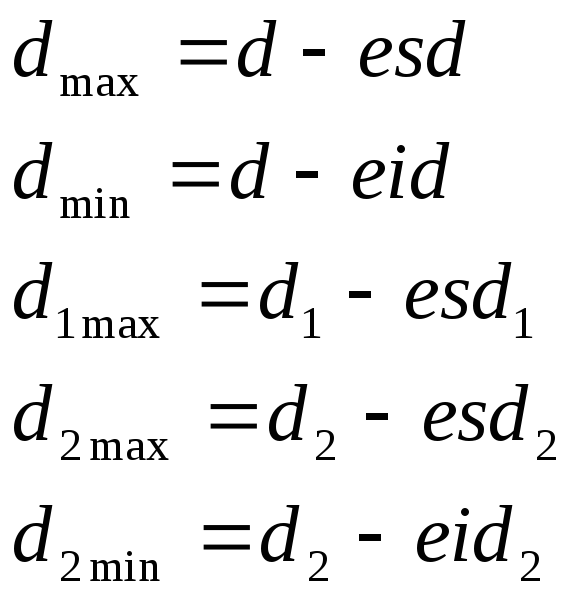
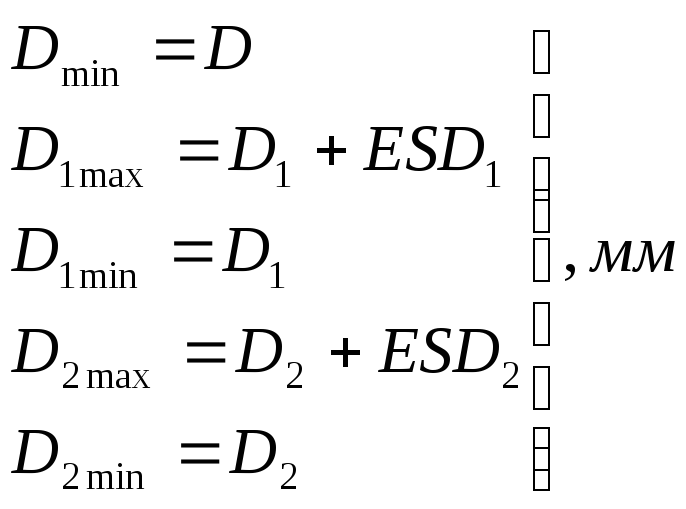
Расчет предельных размеров для болта гайки
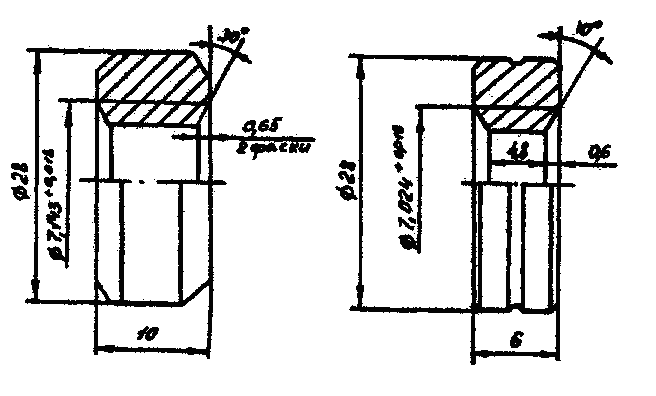
4.1. Выбор резьбовых калибров для контроля резьбового соединения.
В систему калибров входят рабочие гладкие и резьбовые проходные (ПР) и непроходные рабочие калибры. Свинчиваем ость рабочего резьбового проходного калибра с резьбой или вхождение на нее скобы означает, что приведенный средний, наименьший внутренний для болта и наибольший наружный для гайки диаметры не выходят за пределы значения.
Непроходными резьбовыми калибрами контролирует только средний диаметр резьбы - в случае годности резьбы они не должны свинчиваться с проверяемой резьбы более чем на два оборота.
Величины значений, определяющих положение полей допусков, приведены в табл.4.1.
Расположение полей допусков резьбовых калибров
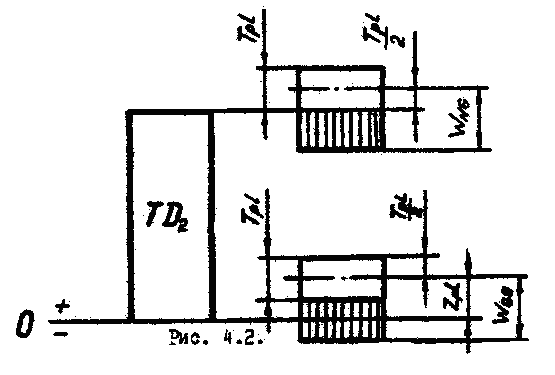
Таблица 4.1 - Допуски в расположение полей допусков резьбовых калибров для метрической резьбы,мкм
|
Т |
Т |
ТR |
Tpi |
ZR |
Zpi |
WGO |
WNG |
||
|
|
КАЛИБР КОЛЬЦО |
КАЛИБР ПРОБКА |
КАЛИБР КОЛЬЦО |
КАЛИБР ПРОБКА |
|||||
|
Св. 24 50 80 125 200 315 500 710 |
до 50 80 125 200 315 500 710 900 |
8 10 14 18 23 30 38 48 |
6 7 9 11 14 18 22 28 |
-4 -2 2 8 12 20 28 38 |
0 2 6 12 16 24 32 42 |
10 12 16 21 25,5 33 41 50 |
8 9,5 12,5 17,5 21 27 33 40 |
7 9 12 15 19,5 25 31 38 |
6 7,5 9,5 11,5 15 19 23 28 |
ПРИМЕЧАНИЕ.
С целью ограничения числа проходных калибров для контроля резьбы для контрольного и того же размера резьбы с одинаковым основным отклонением среднего диаметра рекомендуется изготовлять их для резьбы 4- и 5-й: -степеней точности по 4-й степени точности; 6-, 7- и 8-й степени точности: по 6-й степени точности; 9- и 10-й степеней точности по 9-й степени точности.
Расположение полей допусков резьбовых калибров

Рисунок 4.2.
4.1.1. Номинальный размер калибра пробки проходной
![]()
где ZpL - расстояние от середины поля допуска резьбового калибра пробки, до проходного предела среднего диаметра контролируемой внутренней резьбы.
4.1.2. Наибольший размер калибра пробки проходной
![]()
где TpL/2 - половина допуска наружного и среднего диаметров резьбового проходного и непроходного калибра пробки, мм.
4.1.3. Наименьший размер калибра пробки проходной
![]()
4.1.4..Диаметр износа
![]()
где WGO - величина среднедопустимого износа резьбовых проходных калибров пробок и калибров колец, мм.
4.1.5. Исполнительный, размер калибра пробки проходной
![]()
4.1.6. Номинальный размер калибра пробки непроходной
![]()
4.1.7. Наибольший размер калибра пробки непроходной
![]()
4.1.8. Наименьший размер калибра пробки непроходной
![]()
4.1 .9. Диаметр износа калибра пробки непроходной
![]()
где WNG - величина среднедопустимого износа резьбовых непроходных калибров пробок и калибров колец.
4 .1.10. Исполнительный размер калибра-пробки непроходной
![]()
4.2. Расчет размеров скобы
4.2.1. Номинальный размер калибра-скобы проходной
![]()
где ZR - расстояние от середины поля допуска резьбового проходного калибра-кольца до проходного предела среднего диаметра контролируемой наружной резьбы.
4.2.2. Наибольший размер калибра-скобы проходной
![]()
где TR/2 - половина допусков внутреннего и среднего диаметров резьбового проходного к непроходного калибров колец.
4.2.3Наименьший размер калибра-скобы проходной
![]()
4.2.4. Диаметр износа
![]()
4.2.5. Исполнительный диаметр калибра-скобы проходной
![]()
4.2.6.Номинальный размер калибра-скобы непроходной
![]()
4.2.7. Наибольший размер калибра-скобы непроходной
![]()
4.2.8. Изношенный диаметр
![]()
Эскиз рабочих калибров