

1.4 Определение типа производства.
Для каждого производства устанавливают определенную программу выпуска; одним из основных показателей, характеризующий тип производства является коэффициент закрепления операции.
Таблица №8. Закрепления операций на станке.
Тип производства |
К3акр. |
Массовое |
1...3 |
Крупносерийное |
3…10 |
Среднесерийное |
10…20 |
Мелкосерийное |
20…30 |
Единичное |
>30 |
Кзакр.опер. = ∑тех.опер./∑видов оборуд.
Кзакр.опер.=38/4=9,57=>что соответствует серийному типу производства; 5000 шт. в год.
1.5Анализ принятого тех. процесса.
Разработка принятого варианта технологического процесса.
010 Заготовительная.

020 Токарная с ЧПУ.

Станок: Weiller wd45
Режущий инструмент: резец подрезной (державка: SDHCR 1616-H11 Seco; пластина: DCGT 11T301-F1 CP500) , резец расточной(державка: SDHCR 1616-H11 SECO;пластина: DCGT 11T 301-F1 CD500). Резец отрезной (державка: SDHCR 1616-H11 SECO).
Мерительный инструмент: калибр- пробка, калибр- скоба.
Оснастка: 3-х кулачковый патрон с пневмоприводом.
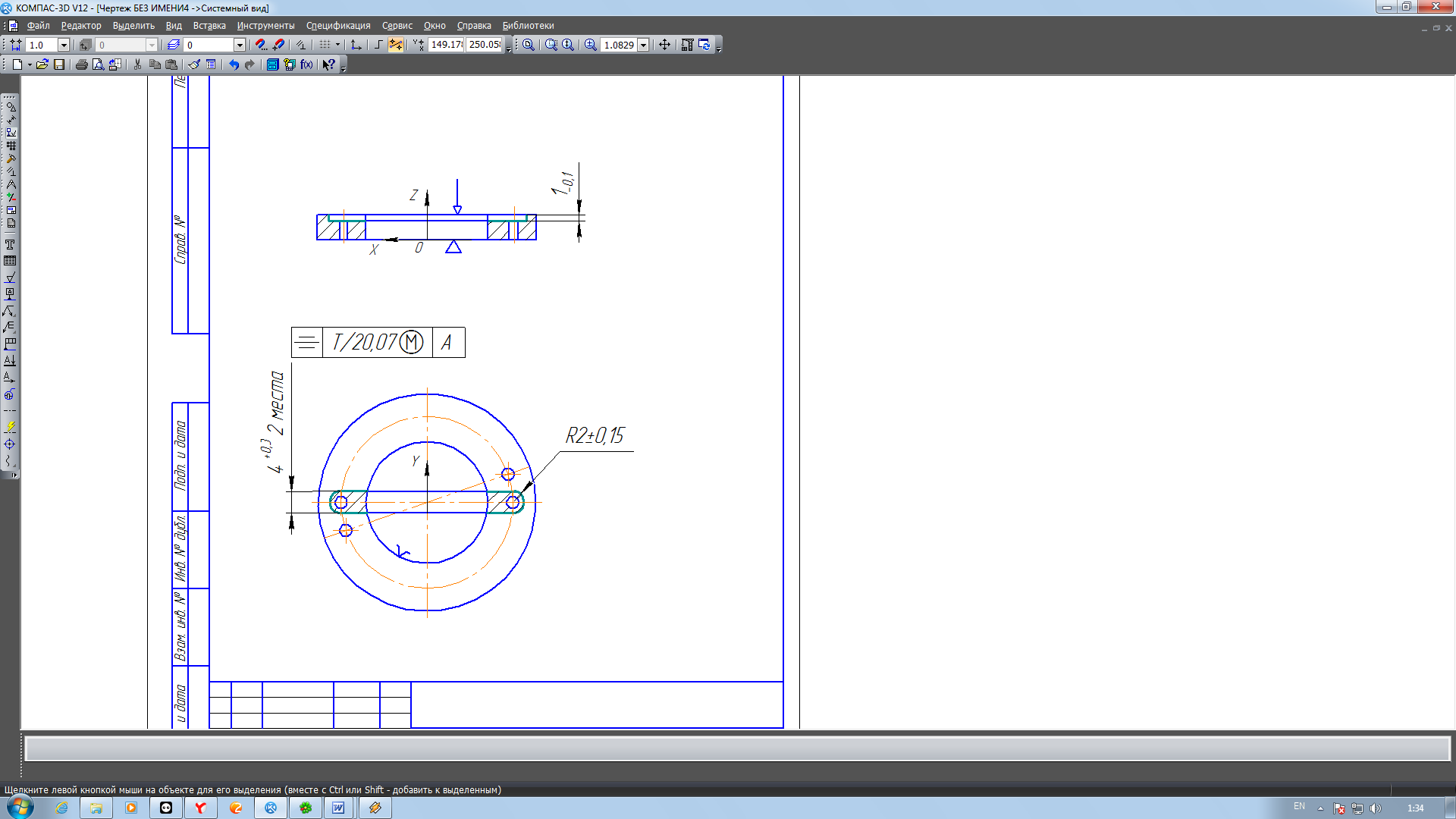
030 Агрегатная с ЧПУ.
Станок: Picomax 60
Режущий инструмент: фреза концевая; сверло (державка: 35ХГС;пластина: Т4000D).
Мерительный инструмент: Калибр-пробка глубинка, стойка с измерительной головкой.
Оснастка: Кондуктор, Т-образные болты, планки, 2 цилиндрических пальца.
040 Промывочная.
Промывочный ряд.
050 Агрегатная с ЧПУ.
Picomax 60
Режущий инструмент: Фреза концевая.
Мерительный инструмент: эталон, индикаторный глубиномер.
Оснастка: целинрические оправки.

060 Токарная с ЧПУ.
Станок: Weiller wd45
Режущий инструмент: резец проходной (державка: SDHCR 1616-H11 Seco; пластина: DCGT 11T301-F1 CP500).
Мерительный инструмент: шаблон.
Оснастка: патрон с пневмоприводом.
070 Контроль.
Стол. ОТК.
080 Транспортировочная.
1.4 Определение типа производства.
Для каждого производства устанавливают определенную программу выпуска; одним из основных показателей, характеризующий тип производства является коэффициент закрепления операции
Кзакр.опер.=![]() (6) [15]
(6) [15]
Кзакр.опер = 26/7 = 3,7 => что соответствует серийному типу производства..; 1000 шт. в год.
1.7 Определение операционных припусков и допусков.
Расчет припусков межоперационных размеров и допусков статистическим методом.
Припуском на обработку называется слой металла, удаляемый при обработке поверхности. Величина припуска определяется разностью размеров заготовки и готовой детали. Поверхности заготовки, не подлежащие механической обработке, припусков не имеют.
Общим припуском на обработку заготовки называется слой металла, удаляемый с поверхности заготовки в процессе механической обработки с целью получения готовой детали.
Межоперационный припуск - это слой металла, удаляемый с поверхности заготовки при выполнении на отдельной операций.


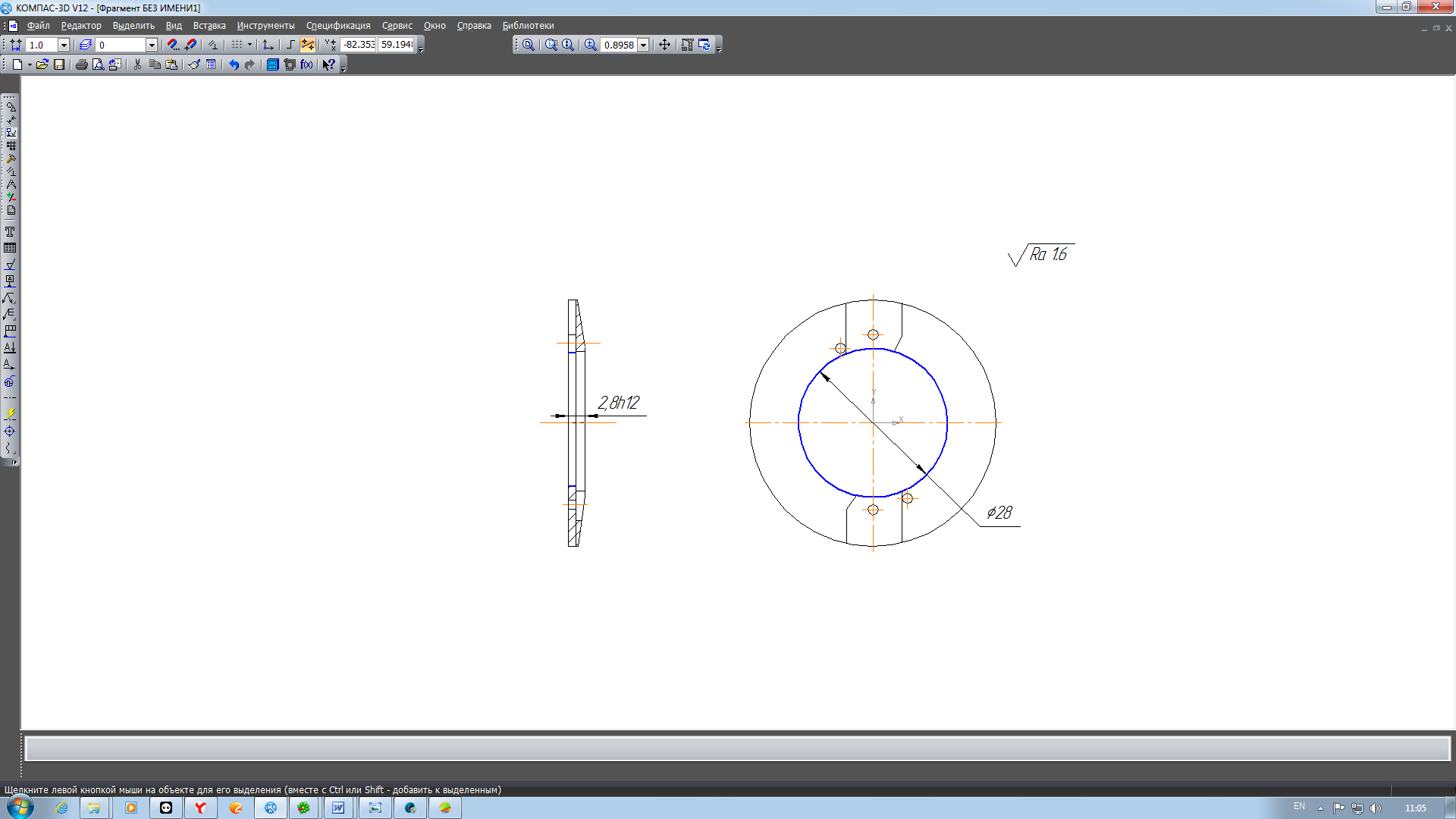
Расчет припусков на 28+0,052 с шероховатостью Ra1,6 мкм.
№ операции |
Вид обработки |
Номинальный размер, мм. |
Квалитет, IT |
Шероховатость |
Припуск, мм |
Предельные отклонения, мм. |
1 |
Заготовка |
19 |
14 |
Ra 12,5 |
- |
±0,5 |
2 |
Токарная с ЧПУ |
28 |
8 |
Ra 1,6 |
9 |
+0,052 |
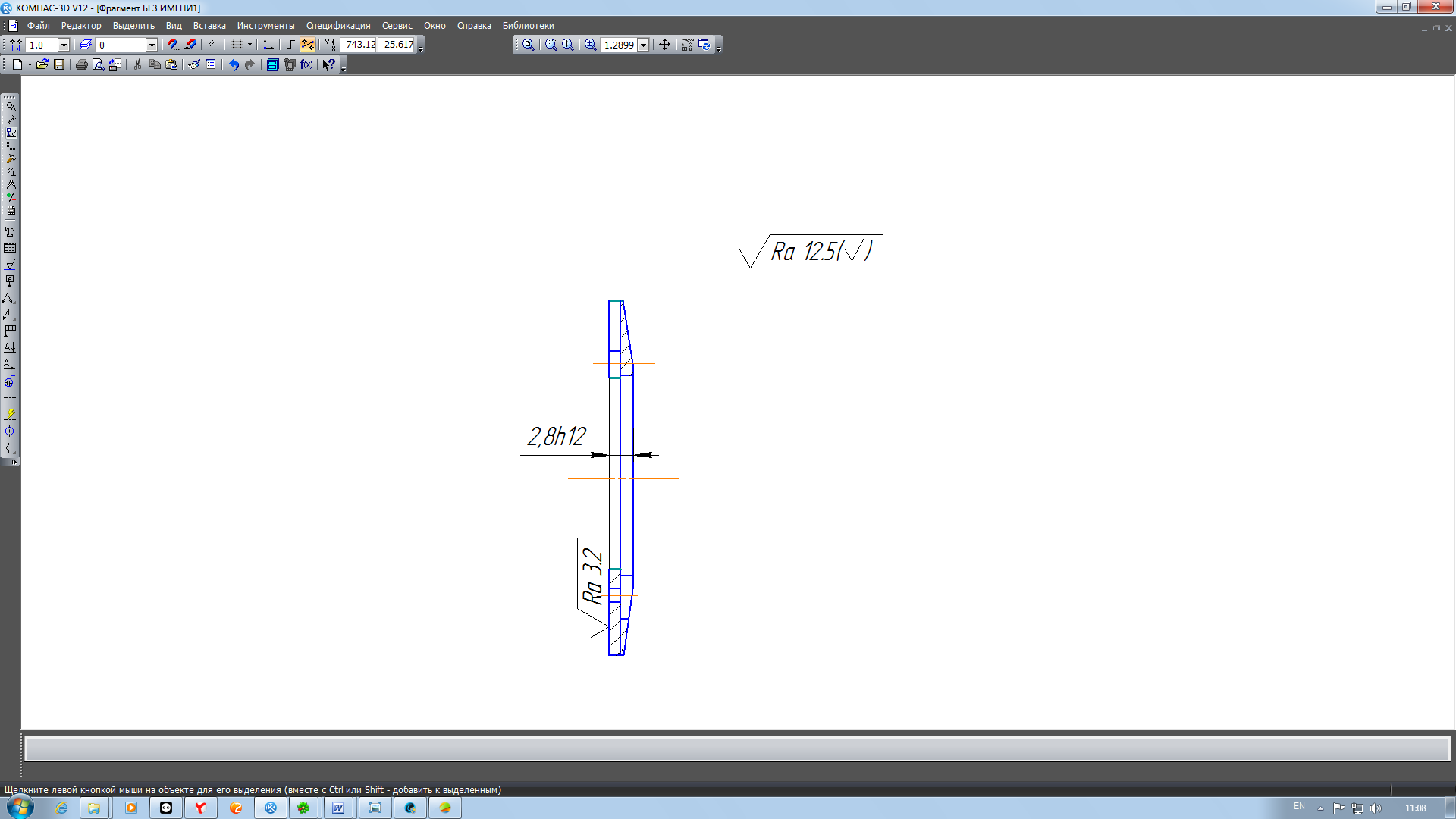
Расчет припусков на2,8-0,04 с шероховатостью Ra 3,2 и Ra 12,5 мкм.
№ операции |
Вид обработки |
Номинальный размер, мм. |
Квалитет, IT |
Шероховатость |
Припуск, мм |
Предельные отклонения, мм. |
1 |
Заготовка |
16 |
14 |
Ra 12,5 |
- |
±1,5 |
2 |
Агрегатная с ЧПУ |
2,8 |
9 |
Ra 6,3 |
2,5 |
-0,04 |
Расчет припусков на42-0,25 с шероховатостью Ra12,5 мкм.
№ операции |
Вид обработки |
Номинальный размер, мм. |
Квалитет, IT |
Шероховатость |
Припуск, мм |
Предельные отклонения, мм. |
1 |
Заготовка |
50 |
|
Ra 12,5 |
- |
±0,5 |
2 |
Токарная с ЧПУ |
42 |
|
Ra 12,5 |
8 |
-0,25 |
