

22.Тормозные устройства, назначение и свойства
Применяются
для остановки или замедления движения
отдельных механизмов станка.
После
выключения станка отдельные механизмы
движутся по инерции. Это время называется
временем
выбега.
Для
уменьшения времени выбега на быстроходных
валах станков устанавливают различные
тормозные устройства.
 Торможение
может осуществляться механическими,
электрическими и пневматическими
средствами.
Основными видами
механических тормозов являются ленточные
и колодочные тормоза.
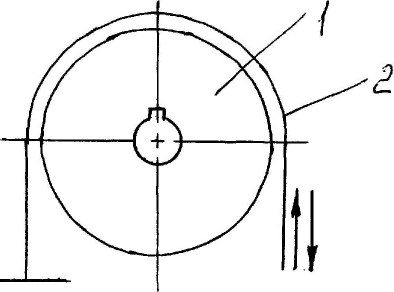
Шкив-чугунный,
лента
- асбестомедная.
Торможение
может осуществляться механическими,
электрическими и пневматическими
средствами.
Основными видами
механических тормозов являются ленточные
и колодочные тормоза.
Шкив-чугунный,
лента
- асбестомедная.
При выключении станка лента 2 прижимается к шкиву 1 и за счет силы трения обеспечивается торможение.
У колодочного тормоза колодки 1
и 6
соединены общей тягой 3,
длину которой можно регулировать рейкой
2,
устанавливая тем самым необходимый
зазор между колодками и шкивом 7
для нерабочего положения. В процессе
торможения колодки стягиваются тягой
4
от приводного механизма 5.
колодочного тормоза колодки 1
и 6
соединены общей тягой 3,
длину которой можно регулировать рейкой
2,
устанавливая тем самым необходимый
зазор между колодками и шкивом 7
для нерабочего положения. В процессе
торможения колодки стягиваются тягой
4
от приводного механизма 5.
23.Кривошипно-кулисные механизмы, назначение и свойства
КУЛИСА (франц . coulisse), звено кулисного механизма, вращающееся вокруг неподвижной оси и образующее с другим подвижным звеном (ползуном) поступательную пару. По виду движения различают кулисы вращающиеся, качающиеся, прямолинейно движущиеся.
КУЛИСНЫЙ МЕХАНИЗМ , рычажный механизм, в состав которого входит кулиса.
Кулисный механизм, шарнирный механизм, в котором два подвижных звена - кулиса и кулисный камень - связаны между собой поступательной (иногда вращательной при дуговой кулисе) кинематической парой.
Наиболее распространённые плоские четырёхзвенные кулисные механизмы в зависимости от типа третьего подвижного звена делятся на группы: кривошипно-кулисные, кулисно-коромысловые, кулисно-ползунные, двухкулисные. Кривошипно-кулисные механизмы могут иметь вращающуюся, качающуюся или поступательно-движущуюся кулису. Кулисно-коромысловые механизмы, получающиеся из предыдущих при ограничении угла поворота кривошипа, выполняют с качающейся (рис. 1, а) и поступательно-движущейся (рис. 1, б) кулисой,

Рис.1.
применяют для преобразования движения, а также в качестве т. н. синусных механизмов (рис. 1, в) счётно-решающих машин. Кулисно-ползунные механизмы предназначаются для преобразования качательного движения в поступательное или наоборот, а также используются в качестве тангенсного механизма в счётно-решающих машинах. В машинах находят применение двухкулисные механизмы (рис. 2),

Рис.2.
обеспечивающие равенство угловых скоростей кулис при постоянном угле между ними. Это свойство используют, например, в муфтах, допускающих смещение осей соединяемых валов. Сложные многозвенные кулисные механизмы применяют для различных целей, например в системах регулирования наполнения цилиндров двигателей внутреннего сгорания, реверсивных механизмах паровых машин и др.
24. Элементы систем управления станками
Эксплуатационные качества, производительность, простота обслуживания, надёжность зависят от удачно разработанных систем управления, механики, электроники, гидравлики, пневматики устройства, а также их комбинаций. У станков ЧПС кроме того применяются электронные средства управления его работы.
Требования, предъявляемые к системам управления:
- безопасность, - удобство манипулирования, - быстрота срабатывания, - мнемоничность (согласованность направления движения руки и управляемой части станка), - точность, - возможность автоматизации.
При этом стараются сократить число органов управления путём сообщения одному органу управления нескольких функций с различным однотипным механизмом.
Управляющий механизм состоит из:
- управляющего органа – ручка, маховик;
- передающий орган – пневматика, гидравлика, механика, электроника;
- исполнительный механизм – вилка, рейка, рычаг.
Чтобы сократить затраты времени на переключение, т.е. сократить вспомогательное время обработки, применяют преселективные системы управления. Такие системы позволяют предварительно выбрать необходимую скорость главного движения для следующего перехода ещё во время выполнения предыдущего.
В станках применяются системы дистанционного управления.