

3.1.3. Точність дозаторів неперервної дії
Показником
точності є похибка, яка характеризує
відхилення і–ї з
![]() відібраних доз
відібраних доз
![]() від номінального значення
від номінального значення
![]() їх маси, заданого за шкалою настройки
дозатора.
їх маси, заданого за шкалою настройки
дозатора.
Розрізняють
абсолютну
![]() і відносну
і відносну ,
(%) по-хибки.
,
(%) по-хибки.
Похибки
дозатора
![]() і
і
![]() містять:
містять:
систематичну похибку (рівень настройки), абсолютне значення якої
![]() ,
,
а відносне
 ,
(%),
,
(%),
де
![]() – середнє арифметичне значення маси
відібраних доз (
– середнє арифметичне значення маси
відібраних доз (![]() ),
),
 ;
;
випадкову похибку, абсолютне значення якої
![]() ,
,
а відносне
 ,
,
де
![]() – коефіцієнт, який визначає значення
гарантованого випадкового відхилення
з заданою довірчою імовірністю
– коефіцієнт, який визначає значення
гарантованого випадкового відхилення
з заданою довірчою імовірністю
![]() (для
(для
![]() ,
,
![]() );
);
 –
середньоквадратичне відхилення похибок
дозування відносно систематичної
похибки.
–
середньоквадратичне відхилення похибок
дозування відносно систематичної
похибки.
Тоді абсолютна похибка
![]() (78)
(78)
а відносна
![]() (79)
(79)
3.1.4. Точність дозаторів періодичної дії
Згідно
з ГОСТ 18518-73, щоб оцінити точність вагових
дозаторів пе-ріодичної дії, використовують
відносні значення похибок
і
![]() ,
формули для визначення яких наведено
раніше.
,
формули для визначення яких наведено
раніше.
Виготовляють ваги таких класів точності: 0,05; 0,1; 0,2; 0,25; 0,4; 0,5; 1,0; 1,5; 2,0; 2,5; 4,0. Як було вже показано, вагові дозатори випускаються класів 1,0 – 2,0. Об’ємні дозатори мають точність нижчу, ніж вагові дозатори.
Крім точності, вагові дозатори характеризуються чутливістю, сталістю і постійністю показань.
Під
чутливістю розуміють відношення кутового
відхилення коромисла
![]() до маси вантажу
до маси вантажу![]() ,
який викликав це відхилення. Для
автоматичних ва-гів чутливість задовільна,
якщо вантаж
,
який викликав це відхилення. Для
автоматичних ва-гів чутливість задовільна,
якщо вантаж
![]() відхилить стрілку по-казника коромисла
на 5 мм.
відхилить стрілку по-казника коромисла
на 5 мм.
Сталість – це здатність вагів, які виведені зі стану рівноваги, повертатися у вихідне положення. Чим вища сталість вагів, тим нижча їх чутливість, а отже і точність, але тим швидше вони повертаються у положення рівноваги.
Постійність показів полягає у збігу результатів повторних зважувань. Чим кращий збіг результатів зважування, тим краща постійність і тим точніше пра-цюють ваги.
3.1.5. Розрахунок дозаторів
Технологічний розрахунок дозаторів неперервної дії полягає у визначенні продуктивності, а також конструктивних і кінематичних параметрів дозаторів.
Продуктивність роторних і шнекових дозаторів визначається за форму-лами (37) і (38).
Продуктивність стрічкових дозаторів визначають за формулою, кг/с:
![]() (80)
(80)
де
і
![]() – ширина і товщина шару сипкого продукту
на стрічці, м;
– ширина і товщина шару сипкого продукту
на стрічці, м;
– швидкість стрічки, м/с; – об’ємна маса сипкого продукту, кг/м3 (для бо-рошна =500...700 кг/м3, для цукру =800...850 кг/м3).
Продуктивність тарілчастого дозатора, кг/с:
![]() (81)
(81)
де
![]() – площа поперечного перерізу кільця
сипкого продукту, який зчи-щається
скребком, м2,
– площа поперечного перерізу кільця
сипкого продукту, який зчи-щається
скребком, м2,
![]() ;
;
![]() – кутова швидкість диска, с-1;
– кутова швидкість диска, с-1;
![]() – ра-діус центра ваги поперечного
перерізу кільця сипкого продукту, м,
– ра-діус центра ваги поперечного
перерізу кільця сипкого продукту, м,
 ,
,
де
![]() і
– зовнішній і внутрішній радіуси кільця
сипкого продукту;
і
– зовнішній і внутрішній радіуси кільця
сипкого продукту;
![]() – кут динамічного укосу сипкого продукту,
якщо
– кут динамічного укосу сипкого продукту,
якщо
![]() ;
;
 –
гранична кутова швидкість, за якою
зберігається рівновага продукту на
диску;
–
гранична кутова швидкість, за якою
зберігається рівновага продукту на
диску;
![]() – висота щілини між телескопічним
патрубком і диском;
–
коефіцієнт тертя продукту по дискові.
– висота щілини між телескопічним
патрубком і диском;
–
коефіцієнт тертя продукту по дискові.
Після підстановки у (81) і перетворень, кг/с:
 (82)
(82)
Продуктивність дозаторів періодичної дії, кг/с:
 (83)
(83)
де
– кількість паралельних потоків, тобто
кількість доз, які видаються одночасно;
![]() –
маса дози, кг;
–
маса дози, кг;
![]() –
період робочого циклу дозато-
–
період робочого циклу дозато-
ра, с;
![]() і
і
![]() – тривалість заповнення, зважування і
видачі дози.
– тривалість заповнення, зважування і
видачі дози.
Таким чином, здобуто формули для визначення продуктивності дозаторів. Якщо який-небудь параметр дозатора або характеристика продукту невідомі, то їх або продуктивність дозатора можна визначити експериментально.
Силовий розрахунок дозаторів полягає у визначенні потужності необхідної для приводу їх робочих органів.
Потужність на валу роторного дозатора (рис. 24, а), Вт,
 (84)
(84)
де
![]() – сила опору обертанню дозуючого
барабана, Н,
– сила опору обертанню дозуючого
барабана, Н,
![]() ; (85)
; (85)
![]() –
лінійна середня швидкість обертання
дозуючого ротора, м/с,
–
лінійна середня швидкість обертання
дозуючого ротора, м/с,
![]() (86)
(86)
де
– середня кутова швидкість обертання
ротора, рад/с;
![]() –
зовніш-ній радіус ротора, м;
–
зовніш-ній радіус ротора, м;
![]() –
опір продукту подрібненню, Н;
–
опір продукту подрібненню, Н;
![]() – ККД підшипни-ків.
– ККД підшипни-ків.
Сила тертя продукту по продуктові
![]() (87)
(87)
де
![]() – сила ваги продукту в зоні зсуву його
шарів, Н,
– сила ваги продукту в зоні зсуву його
шарів, Н,
 (88)
(88)
д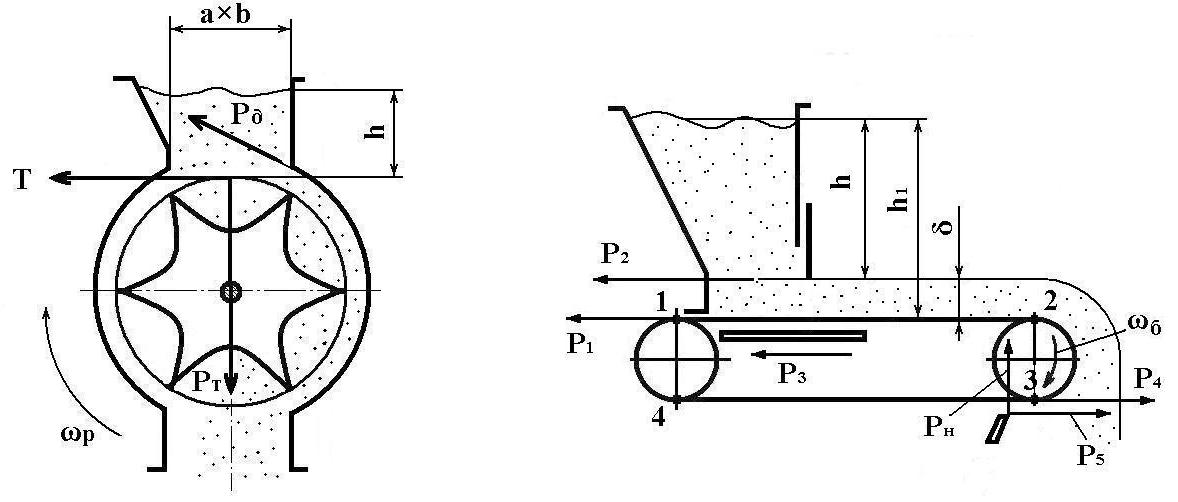 е
е
![]() і
і
![]() – коефіцієнт внутрішнього і зовнішнього
тертя продукту;
,
і
– висота, ширина і довжина приймального
бункера в зоні зсуву, м;
– коефіцієнт внутрішнього і зовнішнього
тертя продукту;
,
і
– висота, ширина і довжина приймального
бункера в зоні зсуву, м;
![]() –
коефіцієнт бокового розпору сипкого
продукту (для борошна
–
коефіцієнт бокового розпору сипкого
продукту (для борошна![]() ,
для цук-ру
,
для цук-ру![]() );
);![]() – гідравлічний радіус, який дорівнює
відношенню площі бункера в зоні зсуву
до його периметру, м.
– гідравлічний радіус, який дорівнює
відношенню площі бункера в зоні зсуву
до його периметру, м.
а) б)
Рис.24. Розрахункові схеми роторного і стрічкового дозаторів
Сила опору продукту подрібненню
залежить від розміру і міцності його
часток, тобто визначається їх
фізико-механічними властивостями. Тому
його потрібно визначати для кожного
продукту окремо. У літературі замість
сили
беруть відношення
![]() .
Тоді з урахуванням цього, а також виразів
(85), (87) і (88) одержимо:
.
Тоді з урахуванням цього, а також виразів
(85), (87) і (88) одержимо:
 (89)
(89)
Якщо взяти
![]() ,
тоді із виразів (84), (86) і (89) після
перетворень знайдемо, що потужність на
валу ротора дозатора
,
тоді із виразів (84), (86) і (89) після
перетворень знайдемо, що потужність на
валу ротора дозатора
 (90)
(90)
Потужність на валу дозуючого шнека можна визначити з емпіричної формули, яка зокрема має вигляд:
 , (91)
, (91)
де
![]() – довжина шнека, м;
– довжина шнека, м;
![]() –
коефіцієнт опору рухові продукту в
жо-лобові шнека;
–
коефіцієнт опору рухові продукту в
жо-лобові шнека;
![]() –
кут нахилу шнека до горизонту.
–
кут нахилу шнека до горизонту.
Потужність на валу ведучого
барабана стрічкового дозатора визначається
з формули (84), але в ній швидкість
![]() дорівнює швидкості стрічки транспор-тера
і
дорівнює (рис. 24, б):
дорівнює швидкості стрічки транспор-тера
і
дорівнює (рис. 24, б):
![]() (92)
(92)
де
![]() – опір тертя у цапфах барабана і згинанню
стрічки, Н,
– опір тертя у цапфах барабана і згинанню
стрічки, Н,
 ; (93)
; (93)
![]() – сила внутрішнього тертя у
зоні зсуву шарів продукту, м,
– сила внутрішнього тертя у
зоні зсуву шарів продукту, м,
 ; (94)
; (94)
![]() – сила тертя між стрічкою і
підтримуючим щитком, Н,
– сила тертя між стрічкою і
підтримуючим щитком, Н,
 , (95)
, (95)
де
![]() – коефіцієнти тертя в цапфах барабана
і між стрічкою і щитком;
– коефіцієнти тертя в цапфах барабана
і між стрічкою і щитком;
![]() – сила тертя скребка для очищення
стрічки від налиплого продукту по
стрічці, Н,
– сила тертя скребка для очищення
стрічки від налиплого продукту по
стрічці, Н,
![]() , (96)
, (96)
де
![]() – сила притискання скребка до стрічки,
Н;
– сила притискання скребка до стрічки,
Н;
![]() –
коефіцієнт тертя скребка по стрічці.
–
коефіцієнт тертя скребка по стрічці.
Силовий розрахунок тарілчастого (рис. 25) дозатора полягає у визначенні потужності на обертання тарілі, яка визначається з формули, Вт:
 , (97)
, (97)
де
![]() – сила тертя сипкого продукту по тарілі,
Н;
– сила тертя сипкого продукту по тарілі,
Н;
![]() – лінійна швидкість тарілі у зоні
прикладення рівнодіючої сили тертя
,
м/с;
– лінійна швидкість тарілі у зоні
прикладення рівнодіючої сили тертя
,
м/с;
![]() – сила тертя сип-кого продукту по тарілі
при зніманні шару сипкого матеріалу
скребком, Н;
– сила тертя сип-кого продукту по тарілі
при зніманні шару сипкого матеріалу
скребком, Н;
![]() – швидкість обертання тарілі у зоні
прикладання рівнодіючої
,
м/с.
– швидкість обертання тарілі у зоні
прикладання рівнодіючої
,
м/с.
Сила тертя шару продукту у трубі по тарілі, Н,

 , (98)
, (98)
де
![]() – радіус живильної труби доза-тора, м;
– радіус живильної труби доза-тора, м;
![]() – коефіцієнт тертя продукту по тарілі.
– коефіцієнт тертя продукту по тарілі.
Лінійна швидкість обертання
тарілі на радіусі
![]() прикладання сили
прикладання сили
![]() ,
(99)
,
(99)
де
– радіус прикладання рівно-діючої
![]() ,
м.
,
м.
Аналогічно сила , Н,

![]()
![]() (100)
(100)
де
![]() – радіус шару продукту на тарілі, м;
– радіус шару продукту на тарілі, м;
![]() – величина зазору між живильною трубою
і таріллю, м;
– величина зазору між живильною трубою
і таріллю, м;
![]() – кут, на якому від бувається зсув
продукту по тарілі, рад;
– кут, на якому від бувається зсув
продукту по тарілі, рад;
а швидкість, м/с,
 .
(101)
.
(101)
З урахуванням (98), (99), і (101) із виразу (97) одержимо після перет-ворень, Вт:

![]() . (102)
. (102)
Як виходить з формул (84) –
(102) потужність, яка потрібна для обертання
робочих органів дозаторів, прямо
пропорційна розмірам робочих органів
(
,
,
,
та ін.), висоті шару сипкого матеріалу
(
,
![]() і
)
у живильному бункері і на робочому
органі, лінійній або кутовій швидкості
робочого органу і коефі-цієнтові тертя
сипкого матеріалу по тарілі.
і
)
у живильному бункері і на робочому
органі, лінійній або кутовій швидкості
робочого органу і коефі-цієнтові тертя
сипкого матеріалу по тарілі.