

Технический контроль
Заключается в проверке:
прямолинейности и взаимного расположения плоских поверхностей
правильности геометрических форм основных отверстий и их соосности
взаимной параллельности осей основных отверстий и расстояний между ними
перпендикулярности торцовых поверхностей к осям отверстий
Для изменения диаметров отверстий применяют как универсальные измерительные средства, так и различные калибры – пробки. Универсальные – нутромеры, специализированные штангенциркули и т.д. Простым и надежным средством являются предельные калибры с проходной и непроходной сторонами.
Схемы контроля погрешностей во взаимном расположении поверхностей
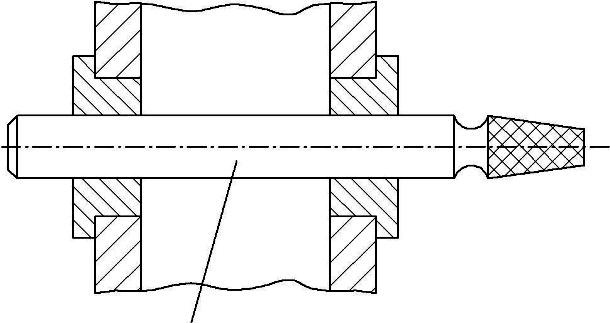
контрольная
оправка

Проверка соосности
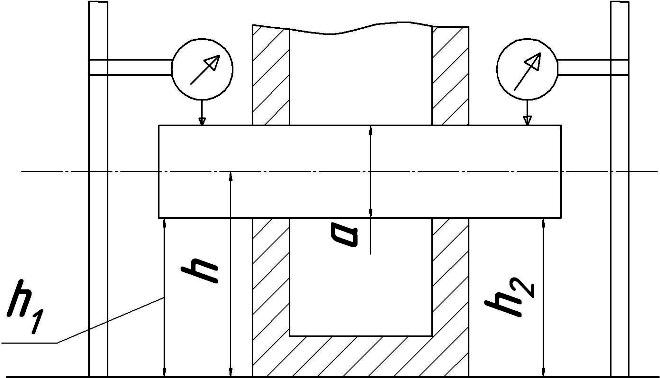
Проверка параллельности оси базовой плоскости.
Лекция 10.
С86…108 А.1.
278…279 Б1
Технология изготовления валов
Служебное назначение и классификация
В конструкциях машин и механизмов основными деталями для передачи крутящего момента являются валы. В процессе работы валы испытывают сложные деформации : кручение, изгиб, растяжение, сжатие. Поэтому, чтобы обеспечить нормальную работу деталей, передающих движение на вал, и узла в целом, к валам предъявляются высокие требования жесткости. Это самые распространенные в конфигурационном отношении детали, однако, по технологическому признаку их можно привести к трем исходным формам:
гладкие
ступенчатые полные
фланцевые сплошные
По форме геометрической оси:
- прямые
- коленчатые
- кривошипные
- кулачковые
Валы,
длинна которых не превышает 12-кратной
величины диаметра ( )
считают жесткими, при
)
считают жесткими, при
 валы относят к нежестким деталям и
обрабатывают с помощью ……………………………..
валы относят к нежестким деталям и
обрабатывают с помощью ……………………………..
Для того, чтобы вал мог выполнить служебное назначение он должен отвечать определенным требованиями. Эти требования сформулированы практикой и регламентированы ТХ и НТ.
Технические условия и нормы точности.
Диаметральные размеры шлифовальных посадочных шеек выдерживаются по 7…9 квалитету точности, иногда по 5…6
Овальность и конусность цилиндрических гладких валов и цилиндрических шеек ступенчатых валов должны находится в пределах 0,25…0,5 допуска на диаметральные размеры.
Биение посадочных шеек относительно базирующих не должно превышать 10…30мкм
Отклонение от параллельности шпоночных канавок или шлиц оси вала не превышают 0,1 мкм на 1мм длины.
Допуски на длину ступеней 0,05…0,2мм
Шероховатость поверхности посадочных шеек находится в пределах 7…10 класса (1,25Rа …0,16)
Неперпендикулярность буртиков – 0,20мм на 100мм рад
Основные технологические задачи:
1.получить наружную поверхность вращения с требуемой точностью
2. Если вал полый и имеет внутренние посадочные шейки, то они должны быть концентричны наружной посадочной поверхности.
3.выполнить шпоночные канавки и шлицы, параллельными оси вала
4. получить резьбы, соосные с внутренними или наружными цилиндрическими отверстиями.