

Детали для направления инструмента.
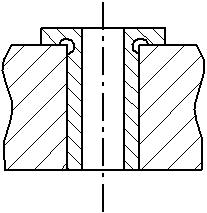
При сверлении, зенкеровании, растачивании отверстий применяют кондукторные втулки. Они обеспечивают направление инструмента и большую точность обработки.
Втулки бывают:
- постоянные (используют при обработке одним инструментом )
- сменные – применяют в приспособлениях при обработке большого количества деталей
- быстросменные с замком – применяют при обработке отверстий несколькими последовательно сменными инструментами.
Материал втулок сталь У10А , 9 ХС (закалка до НRС 62..64)или сталь 20Х с цементацией и закалкой до той же твёрдости. Срок службы 10…15 тысяч сверлений.
Закаленные устройства.
Требования:
простота, надёжность в работе и удобные в обслуживании.
закрепление и определение должно производиться с минимальной затратой сил и рабочего времени.
Применяют следующий тип элементарных зажимных устройств:
винтовые
эксцентриковые
рычажные
клиновые
В качестве силовых узлов применяют
- пневмоцилиндры
- пневмокамеры с другими элементами
- гидроцилиндры
- электроприводы.
В качестве центрирующих – зажимных устройств используют
- цанги
- оправки и патроны с тарельчатыми и гидропласмассовыми втулками
- мембранные патроны
Для непосредственного закрепления используют вакуумные, магнитные и электромагнитные патроны.
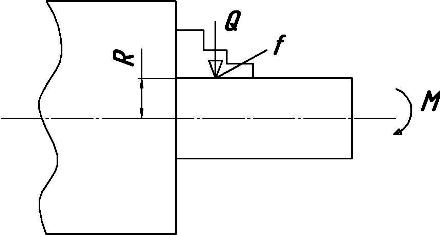
Расчёт сил зажима
А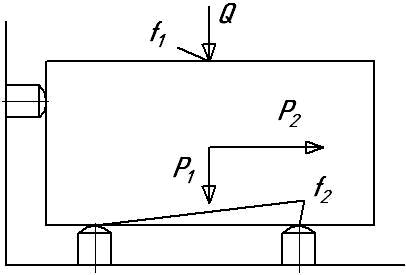 )
)

 -
коэффициенты трения между заготовкой
и зажимными и установочными элементами
приспособлений.
-
коэффициенты трения между заготовкой
и зажимными и установочными элементами
приспособлений.
Введя
коэффициент запаса К 1
получим.
1
получим.

Б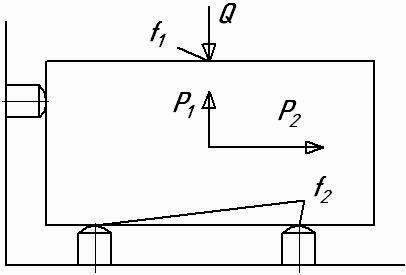 )
)
В) При закреплении заготовки в трёхкулачковом патроне силу зажима на одном кулачке находят по формуле.

Г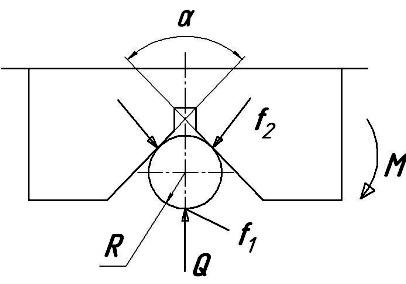 )
)

Д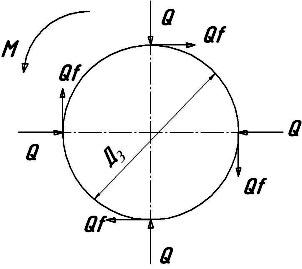 )
Заготовка закреплена в
)
Заготовка закреплена в
самоцентрирующем зажимном
приспособлении
Е )
)
Лекция 9.
Технология изготовления корпусных деталей .
Служебное назначение и классификация
Корпусные детали являются базовыми деталями машин и служат для разрешения в них различных механизмов. Для корпусных деталей характерно наличие систем. Для корпусных деталей характерно наличие систем точно обработанных отверстий, координиророванных между собой и относительно базовых плоскостей. Конструкции корпусных деталей весьма разнообразны. Из всего их разнообразия можно выделить две основные разновидности:
корпусные детали призматического типа
корпусные детали фланцевого типа
Для первых характерно наличие развитых наружных поверхностей основных (т.е. служащих для установки опор) отверстий на нескольких осях. У деталей второго типа плоскости обычно являются торцовыми поверхностями основных отверстий с центрирующими выточками или буртами, предопределяющие их обработку точением.
Корпусные детали по условиям сборки часто выполняют разъемными в диаметральной плоскости основных отверстий (например: корпуса редукторов) или с отъемными крышками, где монтируют опоры валов. Корпусные детали, как правило, имеют много резьбовых отверстий.