

ИТОГОВАЯ ГОСУДАРСТВЕННАЯ АТТЕСТАЦИЯ
140613 Техническое обслуживание и эксплуатация электрического и электромеханического оборудования (по отраслям)
УТВЕРЖДАЮ
Заместитель директора
по учебной работе
___________ Т.А.Федулина
«___»_____________2010г.
ПЕРЕЧЕНЬ
вопросов к экзамену по учебной дисциплине
«Эксплуатация сварочного электрооборудования»
Виды, способы и методы сварки.
Сварочные работы и материалы, их виды: электрическая дуговая, газоэлектрическая, атомноводородная, электрошлаковая, электроннолучевая. Способы применения сварки. Техника сварки в нижнем положении, в труднодоступных для механизированных способов местах. Cовременные технологии позволяют соединять стали различного уровня легирования и многие цветные сплавы. При этом тип решаемых задач определяет и методы, выбор которых влияет не только на качество, но и на стоимость работ.
В нашей стране используются очень много видов сварки: автоматическая сварка под флюсом, электрошлаковая сварка, газовая сварка, световая сварка, термическая сварка, контактная сварка, диффузионная сварка, газопрессовая сварка и многие другие виды.
В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей выпускают большой ассортимент оборудования с различными техническими характеристиками, однако две из них обязательны для аппаратов бытового потребления. Первая - это максимальный сварочный ток, вторая - время, на протяжении которого в 10-минутном рабочем цикле этот ток вырабатывается. Например, аппарат, рассчитанный на 120-амперный ток при 60 %-ном рабочем цикле, должен обеспечивать 120 А в течение не более 6 минут из каждых 10 минут эксплуатации. Остальные 4 минуты отведены на режим холостого тока, при котором аппарат отдыхает.
Приборы и методы современной сварки
Сварка применяется практически во всех отраслях - в промышленности, строительстве, на транспорте. О современных масштабах ее использования свидетельствует тот факт, что более половины валового национального продукта страны получают с привлечением сварочных и родственных им технологий. Всего разработано более 100 видов сварки. С помощью сварки удается соединять любые металлы и сплавы, пластмассы, керамику, стекло.
Свойства сварочной дуги.
Свойства сварочной дуги
Сварочная дуга характеризуется выделением большого количества тепловой энергии и сильным световым эффектом. Она является концентрированным источником тепла и применяется для расплавления основного и присадочного материалов.
В зависимости от того, в какой среде происходит дуговой разряд, различают:
открытую дугу, горящую в воздухе, где составом газовой среды зоны дуги является воздух с примесью паров свариваемого металла, материала электрода и электродных покрытий;
закрытую дугу, горящую под флюсом, где составом газовой среды зоны дуги являются пары основного металла, проволоки и зашитого флюса;
дугу, горящую в среде защитных газов — закрытую дугу (в состав газовой среды зоны дуги входят атмосфера защитного газа, пары расплавленного металла проволоки и основного металла).
Сварочная
дуга классифицируется по роду применяемого
тока (постоянный, переменный, трехфазный)
и по длительности горения (стационарная,
импульсная). При применении постоянного
тока различают дугу прямой и обратной
полярности. При прямой полярности
отрицательный полюс силовой цепи —
катод — находится на электроде, а
положительный полюс — анод — на основном
металле. При обратной полярности плюс
на электроде, а минус на изделии.
В
зависимости от типа применяемого
электрода дуга может возбуждаться между
плавящимся (металлическим) и неплавящимся
(угольным, вольфрамовым и др.) электродами.
По принципу работы дуги бывают прямого,
косвенного и комбинированного действия
(рис. 1).
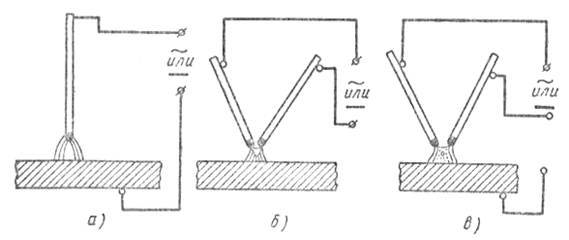
Рис. 1. Электрическая дуга: а — прямого действия, б — косвенного действия, в — комбинированного действия
Сварочные преобразователи, устройство, обслуживание и ремонт.
Настоящий стандарт распространяется на однопостовые сварочные преобразователи для дуговой сварки постоянным током, с падающими внешними характеристиками, общего назначения, изготовляемые для нужд народного хозяйства и экспорта.
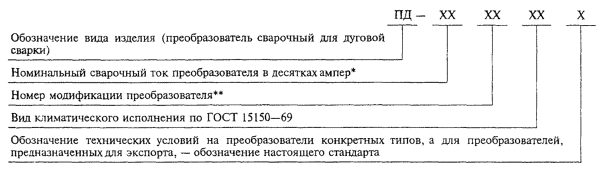
Виды
климатических исполнений преобразователей
- У2, УХЛ2 и Т2 по ГОСТ 15150-69. Преобразователи
в климатическом исполнении УХЛ2
изготавливают, если это предусмотрено
в технических условиях на преобразователи
конкретных типов.
Обслуживание сварочных преобразователей. При эксплуатации преобразователей на открытых строительных и монтажных площадках необходимо защищать их от воздействия атмосферных осадков с помощью специальных будок или навесов. Перед пуском преобразователей, длительное время находившихся под воздействием атмосферных осадков, следует проверить сопротивление изоляции обмоток. Особенно тщательного ухода требуют коллектор генератора, щетки и подшипники. Коллектор следует содержать в чистоте и периодически очищать от пыли путем протирки чистой тряпочкой, смоченной в бензине. При нормальном состоянии коллектор не должен иметь следов нагара. При появлении нагара необходимо выяснить причину его возникновения и устранить ее, а коллектор прошлифовать. Поврежденные или изношенные щетки следует заменить новыми и притереть их к коллектору.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Преобразователи должны быть изготовлены в соответствии с требованиями настоящего стандарта и технических условий на преобразователи конкретных типов по рабочим чертежам, утвержденным в установленном порядке, а преобразователи, предназначенные для экспорта в районы с тропическим климатом, - и по ГОСТ 15963-79.
2.2. Преобразователи должны быть передвижными или стационарными.
2.3. Передвижные преобразователи должны быть однокорпусными, а стационарные - однокорпусными или двухкорпусными.
2.4. Преобразователи должны быть изготовлены на номинальное напряжение трехфазной питающей сети 220 и 380 В частотой 50 Гц, а преобразователи, предназначенные для экспорта, - на номинальное напряжение, указанное в заказе-наряде внешнеторговой организации, частотой 50 или 60 Гц.
Сварочные трансформаторы, устройство, обслуживание и ремонт.
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.

Рис. 69. Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 — сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока; 4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.