

7.4.Розробка операційного процесу виготовлення деталі, оформлення операційних технологічних карт.
В цьому розділі передбачається короткий опис змісту окремих операцій, що відображені в маршрутному техпроцесі.
Опис проводиться по формі таблиці 5.12 та використовуючи інформацію зображену на рис 5.2. При виконанні запису змісту операцій і переходів дозволяється повна, або скорочена форма запису.
Повний запис необхідно виконувати при відсутності графічних зображень (ескізів, креслень) при необхідності переліку всіх витримуваних розмірів (такий запис характерний для проміжкових переходів ). Скорочений запис необхідно виконувати при наявності достатньої інформації на графічних зображеннях і можливої вказівки на умовне позначення конструктивного елемента оброблює- мого виробу, наприклад, “точити канавку 1” .Приклад оформлення операційно-го технологічного процесу приведений в таблиці 5.13.
Попередня розробка технологічного процесу обробки заданої деталі закінчуються складанням і оформленням комплекта документів технологічного процесу по ГОСТ 3.1118 і ГОСТ 3.1121-84.
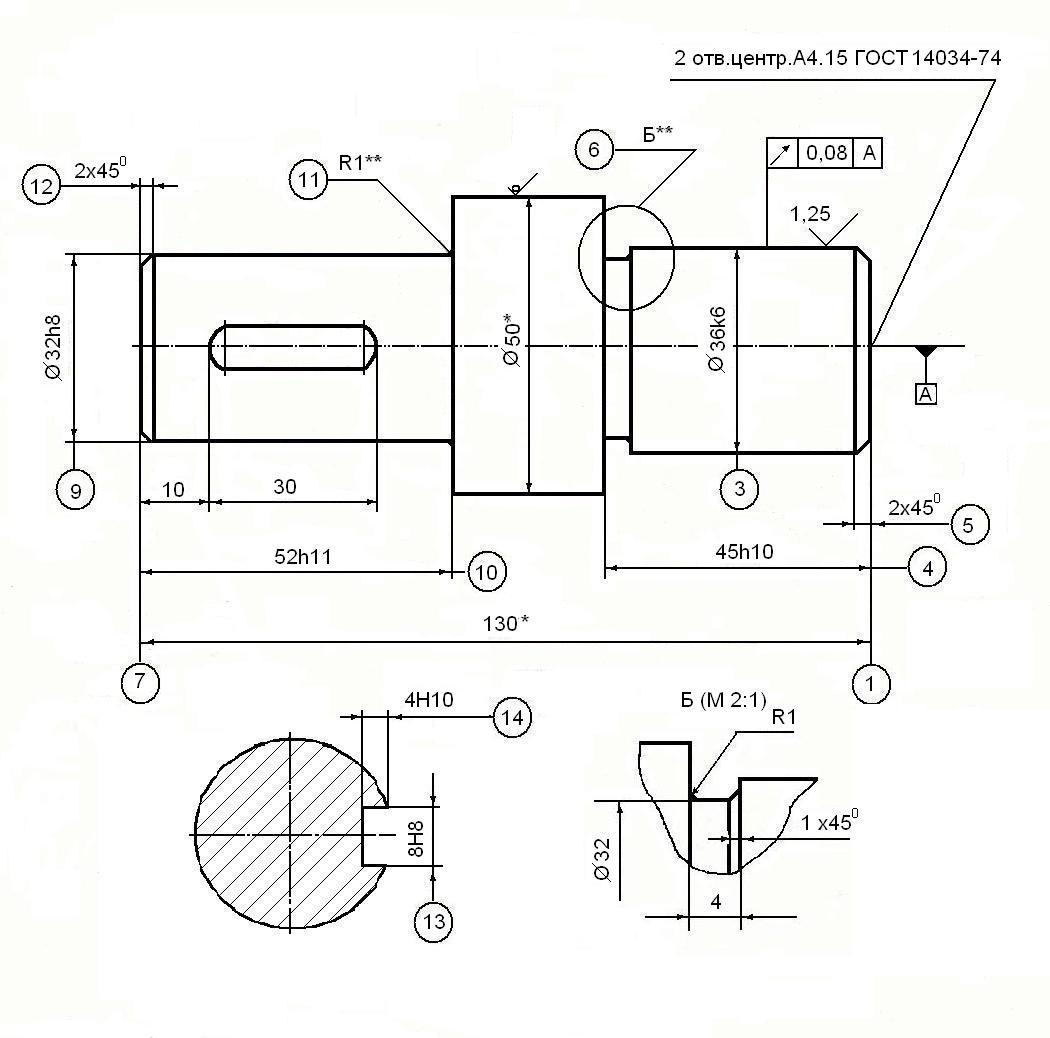
Рис.5.2.
1. * Розміри для довідок.
2. ** Розміри утворені різальним інструментом.
3. Гострі кромки притупити.
Склад і форми карт, що входить в комплект документів, залежать від виду технологічного процесу (одиничний, типовий чи груповий), типу виробництва та інше.
Для оформлення технологічного процесу виготовлення деталі рекомен-дуються такі форми карт (додатки 7, 8, 9, 10, стор. 89-92 цього довідника ).
а) Маршрутна карта;
б) Операційна карта механічної обробки;
в) Операційна карта контролю.
Маршрутний технологічний процес виготовлення деталі (містить тільки найменування всіх операцій в технологічній послідовності, враховуючи контроль і переміщення, технологічне обладнання і оснастку)
Таблиця 5.12
№ оп. |
Найменування і зміст операції |
Обладнання (тип або мо-дель, основні розміри, по-тужність) |
Пристосування (вид, код) |
Різальний інструмент (вид, код) |
Вимірювальний інструмент (вид, код) |
1 |
2 |
3 |
4 |
5 |
6 |
001 |
Транспортна |
Електрокара Е1 |
|
|
|
005 |
Відрізна |
8Б72К |
Пристрій затискний |
Полотно машинне L-400 |
Лінійка L-1000 |
010 |
Токарна
|
16К20 |
Патрон 3х кулачковий Патрон свердлильний |
Різець підрізний Т5 К10, свердло центрувальне ø4 Р6М5, різець прохідний упорний Т5К10, різець прохідний відігну-тий Т5К10 |
Штангенциркуль ЩЦ - І -125-01 ГОСТ168-80 |
015 |
Вертикально- фрезерна |
6Р11 |
Лещата з призматичними губками |
Фреза шпонкова ø8 Р6М5 |
Штангенциркуль ЩЦ - І -125-01 ГОСТ168-80 |
020 |
Термічна |
Установка СВЧ |
Індуктор |
|
Твердомір ТК-2 |
025 |
Круглошліфувальна |
ЗА110 |
Патрон поводковий |
Круглошліфувальна ПП400Х40Х127 |
Мікрометр МК 25-50 |
030 |
Контрольна |
Стіл ВТК |
Контрольний пристрій |
|
Штангенциркуль ЩЦ - І -125-01 ГОСТ168-80, мікрометр МК-25-50, зразки шорсткості |