

48. Влияние длины свечи на темп спо. Рациональное количество труб.
Длина свечи существенно влияет на темп спуско-подъемных операций и их трудоемкость. Увеличение длины свечи соответственно уменьшает число групп операций, соответствующих горизонтальному участку графика цикла,— наиболее длительных и трудоемких, а поэтому уменьшает трудоемкость спуска — подъема и ускоряет его.
В связи с этим для ускорения спуско-подъемных операций и сокращения времени их выполнения возникла тенденция удлинения свечи увеличением числа составляющих ее труб. Это привело к увеличению высоты вышек и существенным изменениям в конструкции узлов подъемников.
Для определения эффективности этого направления были выполнены исследования для определения влияния увеличения длины свечи на темп спуско-подъемных операций и одновременно на остальные показатели подъемников и установок.
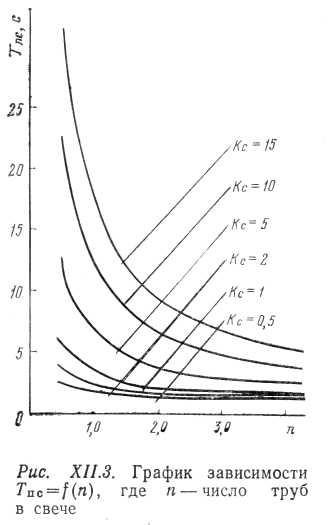 Из
графика следует, что при высокой степени
совмещенности операций увеличение
длины свечи ускорения спуско-подъемных
операций почти не дает. Без совмещения
операций эффект от увеличения длины
свечи существенный. Однако уже при
n=3
приращение эффекта резко уменьшается.
Из
графика следует, что при высокой степени
совмещенности операций увеличение
длины свечи ускорения спуско-подъемных
операций почти не дает. Без совмещения
операций эффект от увеличения длины
свечи существенный. Однако уже при
n=3
приращение эффекта резко уменьшается.
Исследования одновременно показали, что увеличение длины свечи приводит к соответствующему увеличению габаритов основных узлов подъемника: вышки, лебедки, талевой системы, металлоконструкций, масса которых также возрастает примерно пропорционально приращению длины свечи. Все это ухудшает монтажеспособность и транспортабельность подъемника, что приводит к увеличению затрат труда и времени выполнения этих операций. Поэтому длина свечи должна определяться решением задачи на оптимизацию с учетом влияния размера свечи не только на время и трудоемкость спуско-подъемных операций, но и на время и трудоемкость транспортных и монтажных операций с учетом показанной выше зависимости эффекта ускорения от технологии выполнения операции.
Отсюда следует, что для подземного ремонта скважин в районах с особо тяжелыми условиями транспортирования оборудования целесообразно использовать агрегаты, рассчитанные на малую длину свеч и, наоборот, для районов с хорошими условиями транспортирования — на большую длину свеч.
50. Устройство балочных элеваторов. Их техническая характеристика.
Элеватор используется вне помещения при температурах окружающей среды и находится в контакте с трубами, обычно покрытыми парафином, нефтью, минерализованной водой, часто коррозией. Поэтому конструкция и изготовление элеватора должны обеспечивать его надежность в эксплуатационных условиях.
Элеватор, выполненный по балочной схеме, удерживающий трубу путем опоры ее торца на корпус элеватора, используется для муфтовых труб и для безмуфтовых с высадкой наружу.
Элеватор, выполненный по балочной схеме, удерживающий трубу за ее гладкую часть клиньями, встроенными в корпус элеватора, используется для безмуфтовых труб с высадкой внутрь.
В связи с этим для облегчения и ускорения операций с элеваторами балочные элеваторы изготовляются не на одну максимально возможную грузоподъемность, а на ряд от минимальной до максимальной. Такой подход позволяет выполнять большую часть спуско-подъемных операций элеваторами меньших масс, поскольку основная доля фонда эксплуатационных скважин приходится на скважины малых и средних глубин.
Существуют стандарты на ряд грузоподъемностей элеваторов. Стандартами регламентируются также размеры и типы элеваторов в зависимости от размеров и типов труб, для которых он! предназначен.
Балочный элеватор, выполненный по створчатой схеме, используют для работы с муфтовыми, а также безмуфтовыми с высадкой наружу трубами. Корпусные элеваторы используются для работы с муфтовыми трубами. Балочный элеватор с встроенным спайдером позволяет захватывать трубы за гладкую часть и работать с безмуфтовыми высаженными внутрь трубами.
Трубные элеваторы изготовляются из стальных кованых, штампованных или литых заготовок, как правило, из сталей, легированных хромом, молибденом, реже никелем. При изготовлении корпусных деталей из литых заготовок к качеству литья предъявляются особо высокие требования: в заготовках не должно быть каких-либо литейных пороков, так как исправление их с последующим использованием деталей недопустимо. В то же время равнопрочность деталей элеваторов возможна лишь при условии сложной их конфигурации, получение которой возможно только литьем.
Недостатками балочных элеваторов являются их большой вес и металлоемкость. Даже при малых грузоподъемностях их масса составляет 40—50 кг, а при грузоподъемностях 75—80 т массы их превышают 80—100 кг, что делает ручные операции с ними крайне тяжелыми. Болыпие массы трубных элеваторов обусловлены схемой, представляющей собой балку на двух опорах (т. е. на штропах), нагруженную весом колонн труб посредине. В результате корпус балочного элеватора работает на изгиб. При этом напряжения изгиба тем меньше, чем меньше изгибающий момент, который при постоянной нагрузке зависит от расстояния между опорами. Отсюда вывод, что для облегчения элеватора его конструкция должна позволять предельно близко размещать штропы. В лучших конструкциях балочных элеваторов это предусмотрено и резервы облегчения за счет уменьшения плеча исчерпаны.
Делались попытки уменьшить массу элеваторов за счет замены стали корпусных деталей на высокопрочный алюминиевый сплав АК-8. Однако эксплуатация таких элеваторов показала, что существенного выигрыша в массе это не дает, долговечность же элеватора резко уменьшается, а сложность увеличивается.