

Министерство образования и науки РФ Казанский государственный архитектурно-строительный университет
Кафедра ТСМИК
КУРСОВОЙ ПРОЕКТ по дисциплине: «Технология бетона, строительных изделий и конструкций»
на тему «Производство сплошных плит перекрытий»
Выполнил: студент гр. 9СТ401 Исхаков Б.Н. защищен:________________ с оценкой: _______________ Проверил: доц. каф. ТСМИК Морозова Н.Н.
КАЗАНЬ, 2013
|
СОДЕРЖАНИЕ
ВВЕДЕНИЕ………………………………………………………………….4
1 ХАРАКТЕРИСТИКА ИЗДЕЛИЯ ………………………………………5
2 АНАЛИЗ СПОСОБОВ ПРОИЗВОДСТВА ИЗДЕЛИЯ………………8
3 ВЫБОР СЫРЬЕВЫХ МАТЕРИАЛОВ ………………………………...9
4 РАСЧЕТ СОСТАВА БЕТОНА………………………………………...11
5 ПОДБОР НЕОБХОДИМОГО ОБОРУДОВАНИЯ……………………..13
6 ОПИСАНИЕ ПРИНЯТОЙ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ………...16
7 ПРАВИЛА ПРИЕМКИ…………………………………………………..18
8 МЕТОДЫ КОНТРОЛЯ…………………………………………………..19
9 ТРЕБОВАНИЯ ПО ОХРАНЕ ТРУДА…………………………………. 20
ЗАКЛЮЧЕНИЕ……………………………………………………………. 21
БИБЛИОГРАФИЧЕСКИЙ СПИСОК……………………………………..21

 ВВЕДЕНИЕ
ВВЕДЕНИЕ
Развитие крупнопанельного домостроения основано на применении сборных деталей, имеющих точные размеры. Высокой точности размеров изделий и хорошего качества их поверхностей легче всего добиться при формовании в вертикальном положении, так как при этом все поверхности изделия получаются гладкими и нуждаются лишь в незначительной обработке (шпаклевке).
Практика показывает, что по сравнению с другими способами производства кассетный способ обеспечивает более высокую производительность труда, требует меньших производственных площадей, снижает расход пара и электроэнергии. Достоинством кассетного способа производства является то, что это комбинированные установки сочетающие в себе посты формования изделий и их тепловую обработку. Машина для распалубки и сборки осуществляет перемещение отсеков формы-кассеты и поджим их после сборки.
Особенностью кассетного способа производства является вертикальное формование изделий в стационарных разъемных металлических групповых формах-кассетах, в которых изделия остаются до получения бетоном необходимой прочности. Звено рабочих, формующих изделия, в процессе производства перемещается от одной кассетной формы к другой. В большинстве случаев изделия находятся в формах только до приобретения ими прочности, достаточной для перемещения их к месту, где изделия выдерживаются до достижения монтажной или проектной прочности. При соответствующем числе форм это дает возможность осуществлять непрерывный производственный поток.
Плиты перекрытий сплошные железобетонные применяются для постройки промышленных и жилых построек с различным количеством этажей. Это горизонтально расположенные диафрагмы, делящие строящееся здание на этажи и принимающие на себя нагрузку, состоящую из веса мебели, различного оборудования и людей. Также плиты перекрытий служат для обеспечения устойчивости всего сооружения, принимают ветровые нагрузки, передавая их на стены, обладают тепло- и звукоизоляционными качествами, защищают помещения от огня и влаги[1].
1 Конструктивная и технологическая характеристика изделия
Рабочие чертежи плит перекрытий серии1.143.1-7, включенные в настоящий выпуск 11 «Плиты толщиной 120 мм»[27]. Предназначены для применения в типовых проектах жилых зданий при нагрузках на перекрытие, не превышающих 285 кгс/м2 (без учета собственного веса),с шагом поперечных стен 3,0 и 3,6 м. Общий вид плиты и схема армирования представлены на рисунках 1 и 2. Характеристика армирования приведена в таблице 1.
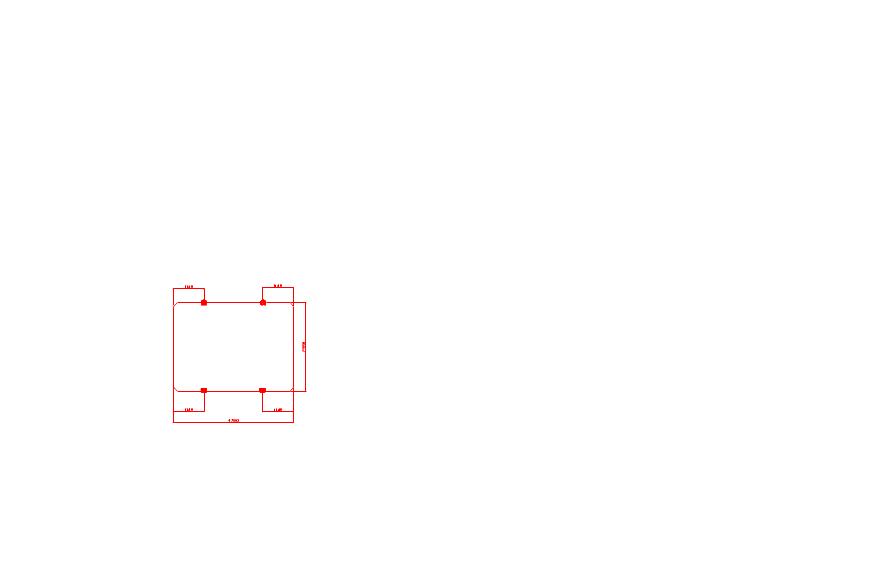
Рисунок 1 Общий вид плиты 2П 30.48-3т
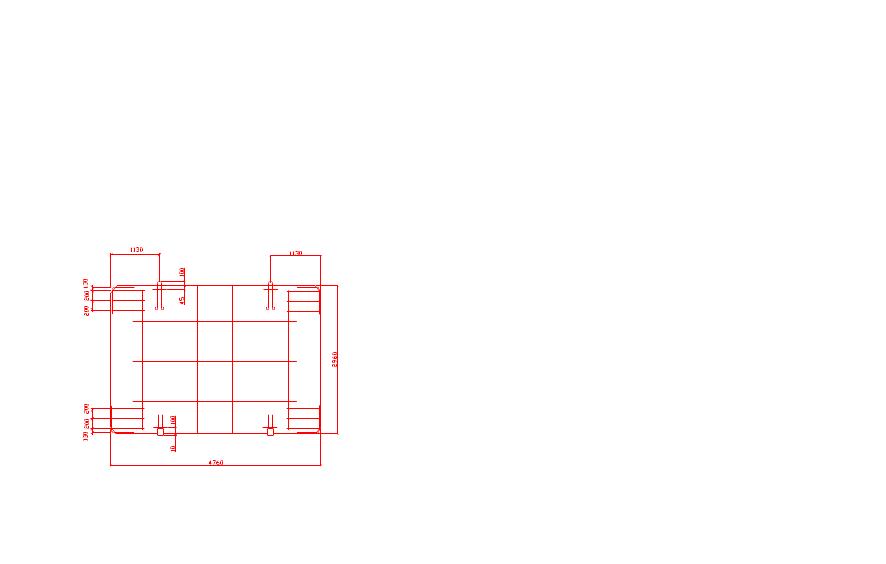
Рисунок 2 Схема армирования плиты 2П 30.48-3т
Марка плиты состоит из буквенно-цифровых групп, например 2П 30.48-3т
2П – плита перекрытия; опертая по контуру, толщина 120(мм), 30.48 – ширина 2980, длина 4780 (размеры даны в дм с округлением) , 3 – на расчетную нагрузку 285 кгс/м2, т- изготавливается из тяжелого бетона;
Предел огнестойкости плит составляет не менее 0,75 часа, предел распространения огня равен нулю. Все плиты рассчитаны как свободно опертые по контуру и работающие в двух направлениях на равномерно распределенную нагрузку.
Для изготовления плит следует применять марку бетона на сжатие B15.Толщина защитного слоя арматуры по короткой стороне 15 мм. Армирование плит принято сварными пространственными арматурными блоками. Арматурные
блоки собираются в кондукторах из плоских сварных сеток, закладных деталей,
строповочных и монтажных петель и каркасов; соединение арматурных элементов в пространственный блок производится контактной электросваркой в соответствии требованиям ГОСТ 10922-2012 [23] или вязкой в труднодоступных для сварочных клещей местах. Плоские арматурные сетки и каркасы изготавливаются из стали класса Вр500 и А 400, имеющей гарантию свариваемости. Для строповочных петель применять горячекатаную арматуру класса А240 марки 10ГТ ГОСТ 5781-82[25]. Для закладных изделий принята сталь марки ст3ПС ГОСТ 8510-93 сварных конструкций[26].
Изготовление
плит предусматривается в кассетных
стендах. Проектное положение арматурного
блока в кассетном отсеке в процессе
бетонирования обеспечивается каркасами
и пластмассовыми фиксаторами. Распалубку
плит производить при достижении бетоном
прочности не менее 70% от указанной в
проекте. Выемку плит из кассеты следует
производить за строповочные петли,
расположенные на верхнем торце плиты
при помощи траверсы, обеспечивающей
вертикальность строп. Поставка плит
потребителю производится по достижении
бетоном отпускной прочности. Величина
отпускной прочности бетона плит
устанавливается предприятием-изготовителем
по согласованию с потребителем и
проектной организаций. Назначение этой
величины должно производится с учетом
условий транспортирования, монтажа и
срока загружения, а также с учетом
возможности нарастания прочности бетона
в зависимости от климатических условий
района строительства и времени года.
При отпускной прочности бетона плит
ниже его проектной прочности (но не
менее 70 % от проектной) предприятие
изготовитель обязано гарантировать
достижение бетоном проектной прочности
через 28 суток со дня изготовления. При
 производстве
работ в зимнее время и в других случаях,
когда по срокам возведения зданий не
может быть обеспечено своевременное
приращение прочности бетона
предприятие-изготовитель обязано
поставлять плиты с прочностью не ниже
100%[11].
производстве
работ в зимнее время и в других случаях,
когда по срокам возведения зданий не
может быть обеспечено своевременное
приращение прочности бетона
предприятие-изготовитель обязано
поставлять плиты с прочностью не ниже
100%[11].

Таблица 1- Характеристика армирования
-
Каркасы,
стержни
Сетка
С-1
Каркас
К-1
Отдельные стержни
Петли
Закладные
детали
Стержни гнутые
Класс (марки)
стали
А-400
В-500
В-500
А-240
В-500
А- 400
В-500
В-500
А-240
СТ3ПС
Сг-1
А-240
Сг-2
В-500
Диаметр,
мм
6
4
4
12
5
8
5
5
12
12
5
Длина,
мм
2960
4760
110
1130
1050
450
450
3060
1130
1100
400
Число стержней, шт
25
13
11
1
12
2
2
4
1
4
2
Количество изделий
1
3
12
2
2
4
2
2
4
2
Масса всего, кг
19,97
3,84
1,8
0,36
0,13
1,76
2
1,84
3,92
0,12