

2. Материалы с особыми технологическими свойствами.
К ним относят:
конструкционные стали с улучшенной обрабатываемостью резанием (автоматные стали ГОСТ 1414-75). Рассмотрены в предыдущей лекции – А11, А12, А20, А30, А35, А40Г, свинцовосодержащие АС14, АС40, АС35Г2, АС45Г2 и легированные низкоуглеродистые АС12ХН, АС14ХГН, АСХГНМ и среднеуглеродистые АС30ХМ, АС38ХГМ, АС40ХГНМ, селеносодержащие А35Е, А45Е и селеносодержащая хромистая А40ХЕ, кальцийсодержащие АЦ20, АЦ30, АЦ40Х, АЦ30ХН.
Автоматные стали подвергают диффузионному отжигу при температуре 1100…1150oС, для устранения ликвации серы.
стали с высокой технологической пластичностью и свариваемостью.
Технологическая пластичность – способность металла подвергаться горячей и холодной деформации. В первую очередь необходима сталям для штамповки. Необходимо ограничить содержание углерода, повышающего твердость и прочность – менее 0.1%, при 0,2-0,3 %С возможна только гибка и незначительная вытяжка, а при 0,35-0,45%С – изгиб большого радиуса. Лучше всего деформируется сталь с небольшим количеством перлита с мелким зерном (7-8 номер по ГОСТ 5639-82). Для глубокой , сложной и особосложной вытяжки используются малопрочные стали с В=280-330 МПа, высокопластичные =33-45% стали типа 05, 08, 10 всех видов раскисления. Их поставляют в виде тонкого холоднокатаного листа, подвергнутого рекристаллизационному отжигу при температуре 650-690 оС. Для холодной штамповки используют 08Фкп с 0,02-0,04 %V или 08Юкп. Ванадий и алюминий связывают примеси внедрения (азот, кислород) в прочные хим.соединения и препятствует развитию деформационному старению.
Свариваемость – способность получения сварного соединения, равнопрочного с основным металлом. Для образования сварного соединения важно, что в сварном шве не было различных дефектов – пор, непроваров и, главное, трещин. Свариваемость стали тем выше, чем меньше в ней углерода и легирующих элементов. Углерод расширяет интервал кристаллизации и увеличивает склонность к образованию горячих трещин. В связи с этим хорошей свариваемостью обладают стали, содержащие менее 0,25 %С. – к ним относят углеродистые стали БСт0, БСт1-БСт4, ВСт1-ВСт4, 05, 08, 10, 15, 20, 25; а также низколегированные 09Г2(Д), 09Г2С, 14Г2, 15ГФ(Д), 16ГС, 17ГС (трубопроводы, мостостроение, вагоностроение, судостроение) стали с карбонитридным упрочнением 14Г2АФ(Д), 15Г2СФ(Д), 16Г2АФ (ГОСТ 19282-73) – мосты, металлоконструкции цехов, кранов, резервуаров.
Железоуглеродистые сплавы с высокими литейными свойствами
|
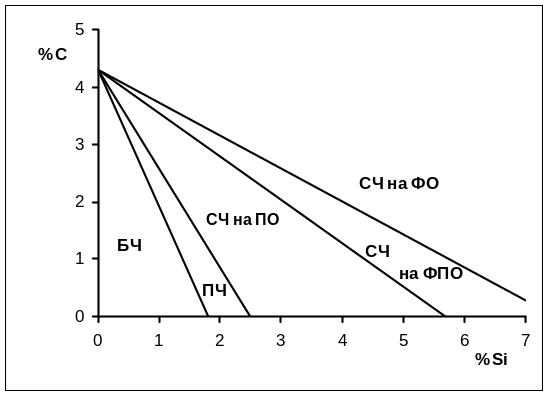
Наилучшими литейными свойствами обладают чугуны – серые, высокопрочные, ковкие. Серые чугуны содержат – 2,2-3,7%C; 1-3%Si; 0,2-1,1 %Mn; 0,02-0,3 %P b 0,02-0,15%S. Допустимо небольшое количество Cr, Ni и Cu (попадают из руды). Представление о структуре чугунов дает структурная диаграмма чугунов в зависимости от содержания кремния и углерода (см. рис. 6). Кремний является графитизатором и от его содержания. В марках серых чугунов после букв СЧ ставят предел прочности в МПА/10 Механические свойства серого чугуна зависят от свойств металлической основы и количества, формы и размеров графитных включений Ферритные серые чугуны СЧ10, СЧ15 и СЧ18 предназначены для слабо- и средненагруженных деталей – крышки, фланцы, маховики, корпуса редукторов, подшипников, насосов, а также суппорты, тормозные барабаны, диски сцепления. Ферритно-перлитные серые чугуны СЧ20, СЧ21, СЧ25 применяют для деталей, работающих при повышенных статических и динамических нагрузках – блоки цилиндров, картеры двигателя, поршни цилиндров, барабаны сцепления, станины различных станков, зубчатые колеса. Перлитные серые модифицированные чугуны СЧ30, СЧ35, СЧ40, СЧ45 – при модифицировании вводятся ферросилиций или феррокальций (0,3-0,6%), что приводит к измельчению графитных включений и повышает механические свойства. Изготавливают детали, работающие при высоких нагрузках или тяжелых условиях износа – зубчатые колеса, гильзы блоков цилиндров, шпиндели, распределительные валы. |
Рисунок 6 |
Для деталей, работающих при повышенных температурах применяют легированные серые чугуны – жаростойкие (легированы Cr, Al), жаропрочные (Cr,Ni,Mo).
Отливки из серого чугуна подвергают:
низкотемпературному отжигу (примерно при 560 оС) для снятия внутренних напряжений и стабилизации размеров;
нормализация или закалку с отпуском для повышения механических свойств и износостойкости
Для повышения износостойкости гильз цилиндров, распределительных валов и других деталей отдельных двигателей автомобилей перлитные чугуны подвергают азотированию.
Высокопрочные чугуны – чугуны, в которых графит имеет шаровидную форму в результате модифицирования магнием (0,02-0,08%) или церием. Обычно состав – 3-3,6%С, 1,1-2,9 %Si, 0,3-0,7 %Mn, до 0,02%S и до 0,1%Р. Обычно высокопрочные чугуны имеют ферритную или перлитную основу, допускается до 20% второй структурной составляющей в металлической основе. Структура перлитного чугуна – сорбитообразный или пластинчатый перлит и шаровидный графит Из данного вида чугунов изготавливают прокатные валки массой до 12 т, кузнечно-прессовое оборудование (траверса пресса, шабот ковочного молота), в турбостроении – корпуса паровых турбин, лопатки направляющего аппарата, в автомобиле- и тракторостроении – коленчатые валы, поршни и другие детали, работающие при высоких циклических нагрузках и в условиях изнашивания.
После получения отливок, некоторые из них подвергают термообработке - для повышения прочности закалке и отпуску при 500-600 оС, для увеличения пластичности – отжигу, способствующему сфероидизации перлита. Свойства в таблице 1.
Ковкие чугуны. Получают отжигов доэвтектических белых чугунов, содержат хлопьевидный графит. Отливки из белого чугуна изготавливают тонкостенными (сечение не более 50 мм), чтобы в середине при кристаллизации не выделялся пластинчатый графит, по этой же причине эти чугуны имеют пониженное содержание углерода и кремния. Обычно: 2,4-2,9 %С, 1,0-1,6 %Si, 0,2-1,0 %Mn, до 0,2 %S и до 0,18 %P.
По структуре металлической основы ковкие чугуны бывают ферритными и перлитными. Ферритный чугун - Отливки из белого чугуна загружают в специальные ящики и засыпают песком или стальными стружками (защита от окисления) и медленно в течении 20-25 часов нагревают до 950-1000 оС (проводится 1 стадия графитизации – распад эвтектического и вторичного цементита), затем медленно охлаждают (при этом выделяющийся вторичный цементит также распадается). Вторая стадия графитизиции проводится либо при медленном охлаждении или при выдержке 25-30 ч при температурах ниже эвтектоидной реакции 720-740 оС. При этом распадается цементит перлита. Общая продолжительность обработки 70-80 часов.
Перлитный чугун – отжиг проводится в окислительной среде, проводится только 1 стадия, причем её длительность существенно (в 2-4 раза) увеличивают, а затем охлаждают до комнатной температуры. При этом графитизация цементита перлита практически не происходит.
Из данной группы чугунов изготавливают детали высокой прочности, работающие в тяжелых условиях износа, способные воспринимать ударные и знакопеременные нагрузки. Достоинство – белый чугун обладает хорошими литейными свойствами и позволяет изготавливать отливки сложной формы.
В таблице 12 приведены свойства серых чугунов.
Марка |
Серые чугуны (ГОСТ 1412-79) |
Высокопрочный чугун (ГОСТ 7293-79) |
Ковкий чугун (ГОСТ 1215-79) |
|||||||||||||
СЧ 15 |
СЧ 25 |
СЧ 40 |
СЧ 45 |
ВЧ 8-17 |
ВЧ 2-12 |
ВЧ 0-7 |
ВЧ 0-2 |
ВЧ 80-2 |
ВЧ 120-2 |
КЧ 30-6 |
КЧ 35-10 |
КЧ 37-12 |
КЧ 45-7 |
КЧ 60-3 |
КЧ 80-1,5 |
|
В, МПа |
150 |
250 |
400 |
450 |
380 |
420 |
500 |
600 |
800 |
1200 |
300 |
350 |
370 |
450 |
600 |
800 |
, % |
- |
- |
- |
- |
17 |
12 |
7 |
2 |
2 |
2 |
6 |
10 |
12 |
7 |
3 |
1,5 |
НВ |
1630-2290 |
1800-2500 |
2070-2850 |
2290-2890 |
1400-1700 |
1400-2000 |
1710-2410 |
2000-2800 |
2500-3300 |
3020-3800 |
1000-1630 |
1000-1630 |
1100-1630 |
1500-2070 |
2000-2690 |
2700-3200 |
Структура металлич. сновы |
Ф |
Ф+П |
П |
П |
Ф+малое кол-во П |
П+малое кол-во Ф |
Ф+(10-3)% П |
П+(20-0)%Ф |
||||||||
Медные сплавы - Литейные и обрабатываемые давлением латуни и бронзы. Теоретический материал смотри прошлую лекцию. Состав и свойства наиболее применяемых в таблице 13.
Таблица 13.
Марка |
Cu, % масс |
ЛЭ, % масс |
Обработка |
В, МПа |
, % |
Применение |
Обрабатываемые давлением латуни |
||||||
Л90 (томпак) |
88,0-91,0 |
- |
Свойства указаны в рекристалли-зованном состоянии |
260 |
44 |
Радиаторные трубки, знаки отличия, фурнитура |
Л68 (патронная) |
67,0-70,0 |
- |
330 |
56 |
Изделия, получаемые холодной штамповкой и глубокой вытяжкой |
|
Л63 (торговая) |
62,0-65,0 |
- |
360 |
49 |
Первое место по производству, самая прочная из двойных |
|
ЛС59-1 |
57,0-60,0 |
Pb 0,8-1,9% |
390 |
44 |
Второе место по производству, часы, резаные детали |
|
ЛО70-1 (морская) |
69,0-71,0 |
Sn 1,0-1,5% |
350 |
62 |
Детали в гидроузлах |
|
ЛАМш77-2-0,05 |
76,0-79,0 |
Al 1,7-2,5%, As 0,025-0,06% |
380 |
50 |
Конденсаторные трубы в морском судостроении |
|
Литейные латуни |
|
|||||
ЛЦ40С |
57,0-61,0 |
Pb 0,8-2,0% |
Кокильные отливки |
300 |
30 |
Отливки втулок, вкладышей подшипников |
ЛЦ16К4 |
78,0-81,0 |
Si 3,0-4,5% |
380 |
15 |
Гидравлически плотная арматура |
|
ЛЦ23А6Ж3Мц2 |
64,0-68,0 |
Al 4,0-7,0%; Fe 2,0-4,0%; Mn 1,5-3,0% |
650 |
7 |
Нагруженные массивные червячных винтов, гайки нажимных винтов |
|
Оловянные бронзы, обрабатываемые давлением |
||||||
БрОФ6,5-015 |
Осталь-ное |
Sn 6,0-7,0%; P 0,1-0,25% |
Холодная прокатка |
600 |
5 |
Холоднокатаные ленты для пружин (пружинные контакты) |
БрОЦС4-4-2,5 |
Sn 3,0-5,0%; Zn 3,0-5,0%; Pb 1,5-3,5% |
550 |
5 |
Прокладки в подшипниках, втулки |
||
Литейные оловянные бронзы |
||||||
БрО10Ф1 |
Осталь-ное |
Sn 9,0-11,0%; P 0,-1,1 |
Литьё в песчаную форму |
220 |
3 |
Антифрикционная, вкладыши подшипников, венцы червячных шестерен |
БрО5Ц5С5 |
Sn 4,0-6,0%; Zn 4,0-6,0%; Pb 4,0-6,0% |
160 |
6 |
Антифрикционная, арматура для работы в масле |
||
БрО3Ц7С5Н1 |
Sn 2,5-4,0%; Zn 6,0-9,5%; |
180 |
8 |
Коррозионностойкая, арматура для работы в масле и воде |
||
Безоловянные бронзы, обрабатываемые давлением |
||||||
БрА7 |
Осталь-ное |
Al 6,0-8,0% |
Хол. прокатка |
550 |
5 |
Упругие элементы и скользящие контакты |
БрАЖ9-4 |
Al 8,0-10,0%; Fe 2,0-4,0 |
Горячее прессование |
550 |
15 |
Сочетание коорозионностойкости, прочности и антифрикционности. Ответственные детали – шестерни, втулки подшипников |
|
БрАЖМц10-3-1,5 |
Al 9,0-11,0%; Fe 2,0-4,0%; Mn 1,0-2,0% |
600 |
12 |
|||
БрБ2 |
Be 1,8-2,1%; Ni 0,2-0,5% |
Закалка и старение |
1150 |
2 |
Упругие элементы – пружины, рессоры |
|
БрХ |
Cr 0,4-1,0% |
400 |
22 |
Тепло- и электропроводность. Электроды сварочных машин |
||
Литейные безоловянные бронзы |
||||||
БрА9Ж3Л |
Осталь-ное |
Al 8,0-10,5% Fe 2,0-4,0% |
Литьё в пес-чаную форму |
400 |
10 |
Арматура и антифрикционные детали, отличающиеся повышенной прочностью |
БрА10Ж3Мц2 |
Al 9,0-11,0%; Fe 2,0-4,0%; Mn 1,0-3,0% |
400 |
10 |
|||
БрС30 |
Pb 27,0-31,0% |
Кокиль |
60 |
4 |
Заливка вкладышей подшипников |
|