

Сварные соединения.
Сварные соединения - неразъемные.
Образуются путем сваривания материалов деталей в зоне стыка и не требуют никаких вспомогательных элементов. Одно из самых совершенных соединений из неразъемных.
Область применения определяется способами выполнения сварки.
Известно свыше 60 методов сварки.
Сварка плавлением: Эл/дуговая;
Газовая;
Высококачественная;
Аргонодуговая.
Сварка пластическим деформированием: Холодная;
Контактная;
Стыковая;
Точечная и др.
Метод эл/сварки деталей угольным или графитовым электродом открыт в 1882г. инженером Бернардосом, а в 1888г. инженер Славянин предложил метод сварки металлическим электродом, являясь одновременно присадочным материалом.
Перспективные методы сварки: эл/шлаковая,
термитная,
атомно-водородная,
ультрозвуковая.
Ф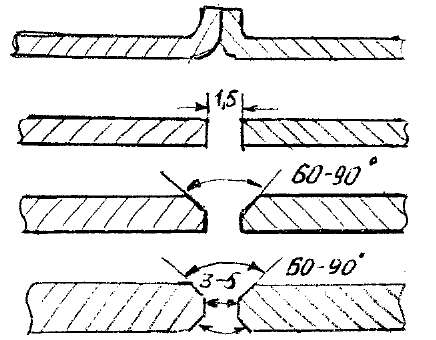 орма
подготовленных кромок для сварных
соединений:
орма
подготовленных кромок для сварных
соединений:
S<2
S = 2...5
S = 5...20
S >> 20
Виды сварных швов.
1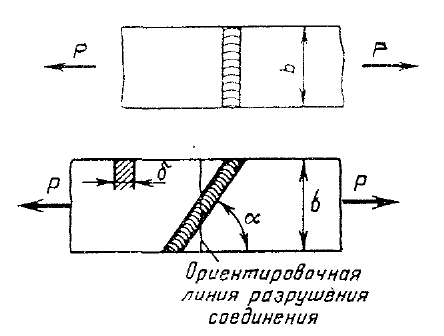 .
Соединения
встык:
.
Соединения
встык:
- прямоугольным швом
- косым швом
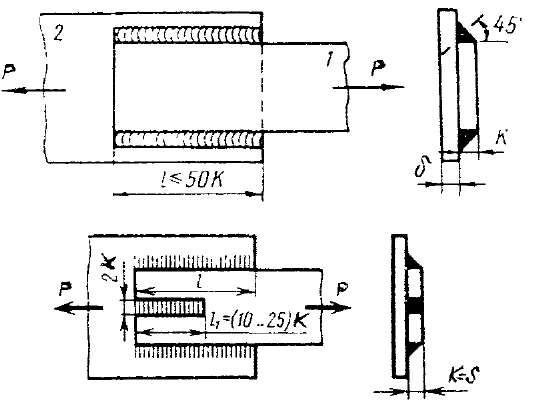
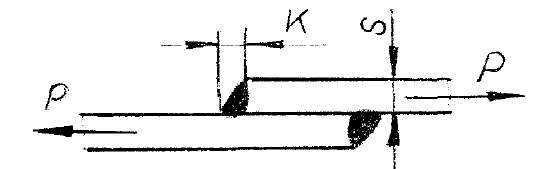
2. Соединения внахлестку: выполняется с помощью угловых швов.
ф
 ланговый
шов
ланговый
шовпрорезной шов
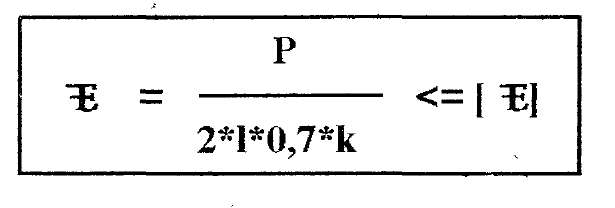
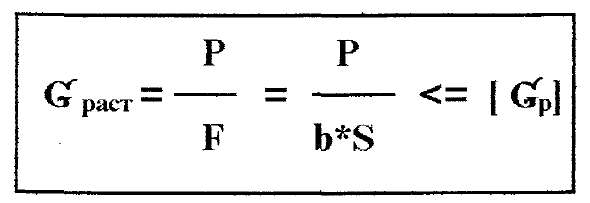
Расчет по среднему напряжению:
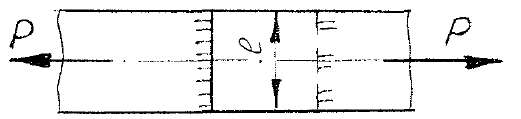
3. Лобовые швы:
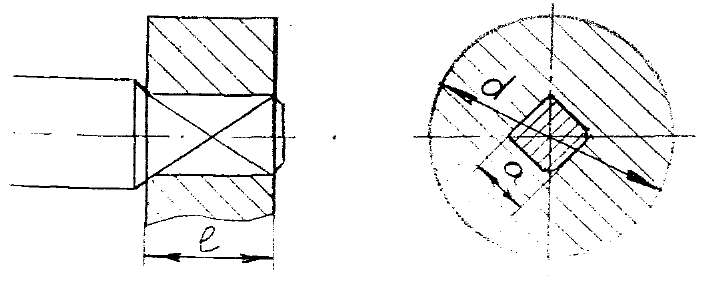
4. Тавровое соединение:

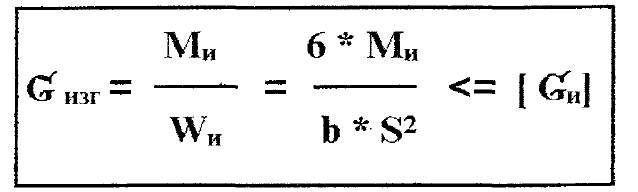
Рассчитывается на изгиб и кручение
k - катет шва;
d - диаметр детали.
5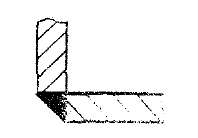 .
Угловое
соединение:
.
Угловое
соединение:
По протяженности сварные швы: - непрерывные;
- прерывные.
По положению в пространстве: - нижние;
- горизонтальные;
- вертикальные;
- потолочные.
П о
внешней форме:
- выпуклые;
о
внешней форме:
- выпуклые;
- вогнутые;
- плоские.
Преимущества: - экономия материала против клепанных еоединений на 25%;
- высокая плотность, непроницаемость;
- возможность соединения криволинейных профилей.
Недостатки: - сложность проверки качества шва;
- высокая концентрация напряжений.
ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ.
Профильное соединение - такое соединение, при котором втулку насаживают не на круглую поверхность, а соединяют квадратным валом.
 а≈
0,75d
а≈
0,75d
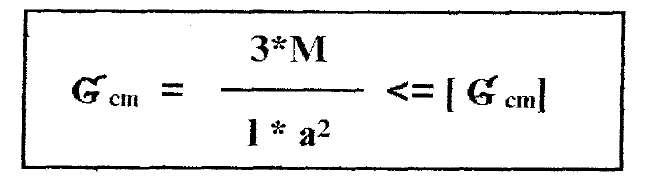
Недостатки: - сложность изготовления;
- концентрация напряжений в углах.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ.
В машиностроении часто применяются так называемые крепежные соединения, к которым относятся резьбовые соединения, соединения помощью болтов, винтов, резьбовых муфт.
По форме профиля: - треугольные;
- прямоугольные;
- трапецеидальные;
-круглые.
По направлению винтовой линии: - правая;
- левая.
По признаку заходности: - однозаходные;
- многозаходные (не более 3).
По форме поверхности основной детали: - цилиндрические;
- конические ( для труб).
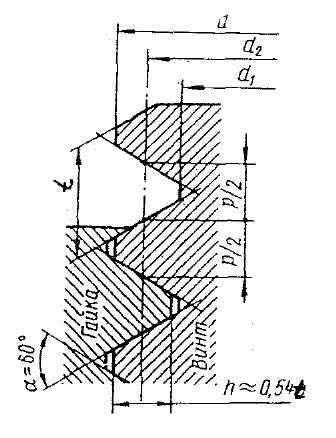
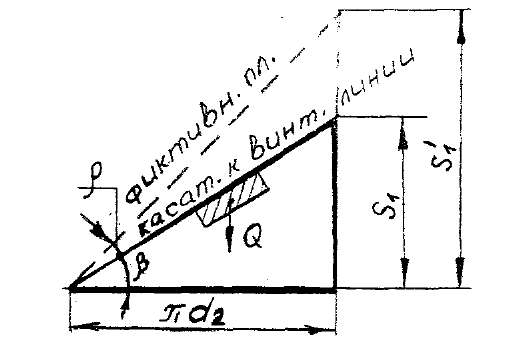
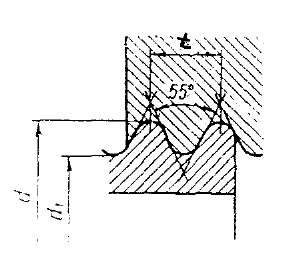
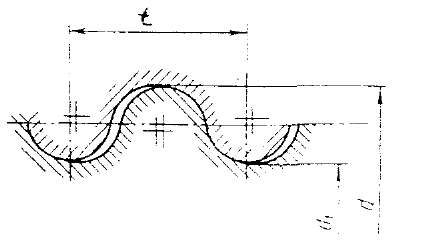
d - наружний диаметр S1 = t ( однозаходная)
d1 - внутренний диаметр; S1= nt( многозаходная)
d2 - средний диаметр; α= 60° ; h = 0,54 * t
h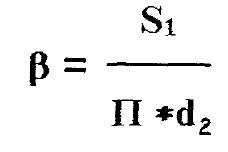 - рабочая высота профиля;
- рабочая высота профиля;
t - шаг резьбы.
Крепежные резьбы бывают:
- метрические - трубные - круглые
В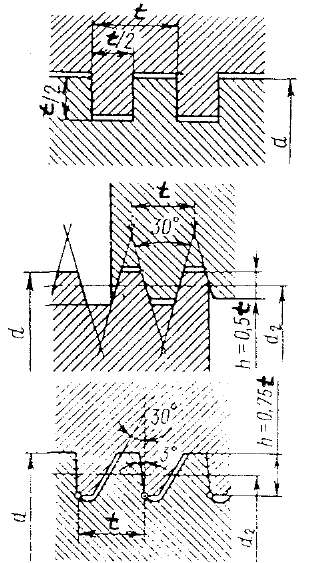 интовые
резьбы:
интовые
резьбы:
прямоугольная
трапецеидальная симметричная
трапецеидальная упорная
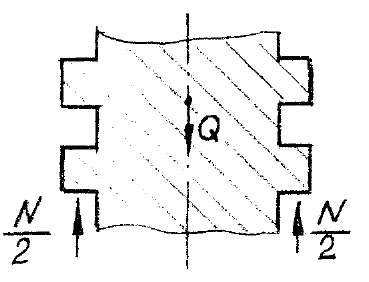
Q - осевая сила;
N - нормальная сила;
F - суммарная тангенциальная сила;
f - коэф. трения.
Метрическая резьба - для одного диаметра по ГОСТ имеется 1 крупный и 4-5 мелких шага ( размеры в мм). Маркируется: М16 - крупный шаг; М 16x1.5 - мелкий шаг.
Трубная резьба - применяется для соединения труб, штуцеров. Имеет только мелкий шаг из-за толщины стенок (размеры в дюймах). Маркируется: D"20.
Методы изготовления: метчиком, на токарно-винторезном станке, каткой, фрезерованием, отливкой и т.д.